SSC JE Mechanical Test: Production Engineering - 1 Free Online Test 2026
MCQ Practice Test & Solutions: Test: Production Engineering - 1 (20 Questions)
You can prepare effectively for Mechanical Engineering SSC JE Mechanical Mock Test Series (Hindi) 2026 with this dedicated MCQ Practice Test (available with solutions) on the important topic of "Test: Production Engineering - 1". These 20 questions have been designed by the experts with the latest curriculum of Mechanical Engineering 2026, to help you master the concept.
Test Highlights:
- - Format: Multiple Choice Questions (MCQ)
- - Duration: 12 minutes
- - Number of Questions: 20
Sign up on EduRev for free to attempt this test and track your preparation progress.

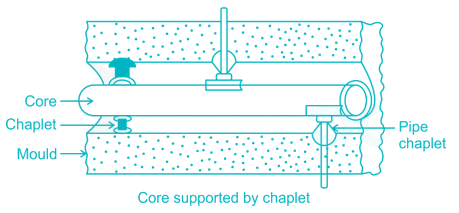
चैपलेट का उपयोग किसके सांचे में किस कारण किया जाता है?
Detailed Solution: Question 1
'शॉट पीनिंग' का मुख्य उद्देश्य धातु के भागों के किस गुणों को बेहतर बनाना है?
Detailed Solution: Question 2

निम्न में से किस कारण से शीत शट एक फोर्जिंग दोष है?
Detailed Solution: Question 3
समान पदार्थ के लिए, पाउडर धातुकर्म प्रक्रिया कास्टिंग से किस कारण बेहतर है?
Detailed Solution: Question 4
Detailed Solution: Question 5
गियर हॉबिंग प्रक्रिया मिलिंग से किस कारण की वजह से तेज होती है?
Detailed Solution: Question 6
भारतीय मानक विनिर्देशों के अनुसार 50H7g6 का अर्थ है कि:
1. वास्तविक आकार 50 मिमी है
2. छिद्र के लिए सहिष्णुता स्तर 7 है
3. शाफ्ट के लिए सहिष्णुता स्तर 6 है
कौन-से कथन सही हैं?
Detailed Solution: Question 7
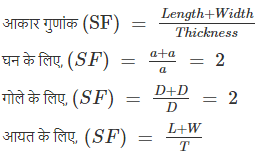
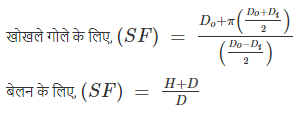
20 सेमी व्यास वाले गोलाकार कास्टिंग के लिए आकार का गुणांक_______ है।
Detailed Solution: Question 8
मान लीजिये कि दो 2 मिमी मोटी इस्पात पट्टी को 5500 एम्पियर के विद्युत धारा और विद्युत धारा-प्रवाह समय t = 0.15 सेकेंड पर स्पॉट वेल्डिंग किया जाता है। 6 मिमी व्यास के इलेक्ट्रोड का उपयोग करके प्रतिरोध स्पॉट वेल्डिंग में उत्पन्न ताप की मात्रा को ज्ञात कीजिये। (RC = 250 μΩ लेने पर)
Detailed Solution: Question 9
यदि टेलर के उपकरण का लाइफ घातांक n, 0.25 है और उपकरण बदलने का समय 2 मिनट है, तो अधिकतम उत्पादन दर के लिए उपकरण का कार्यकाल (सेकेंड में) क्या है?
Detailed Solution: Question 10

बाहरी चूड़ी को काटने में उपयोग किए जाने वाले उपकरण को क्या कहा जाता है?
Detailed Solution: Question 11
Detailed Solution: Question 12
इस्पात में क्रोमियम का उपयोग क्यों किया जाता है?
Detailed Solution: Question 13
निम्न में से कौन-सी सतह दृढ़ीकरण प्रक्रियाओं में शमन(क्वेंचिंग) की आवश्यकता नहीं होती है?
Detailed Solution: Question 14
कच्चे लोहे में कार्बन का प्रतिशत कितना परिवर्तनीय होता है?
Detailed Solution: Question 15
एकल पारित रोलिंग प्रक्रिया में, यदि अन्य मानकों को समान रखते हुए घर्षण का गुणांक दोगुना हो जाता है, तो ड्राफ्ट में प्रतिशत परिवर्तन _______% है।
Detailed Solution: Question 16
टर्निंग प्रक्रिया के लिए उपयोग किए जाने वाले एकल बिंदु कर्तन उपकरण के उपकरण हस्ताक्षर में कितने तत्व मौजूद होते हैं?
Detailed Solution: Question 17
दो तार विधि का प्रयोग करके 30 मिमी व्यास और 3 मिमी क्षेत्र वाले एक मापीय धागे के प्रभावी व्यास को मापने के लिए सर्वोत्तम आकार तार ______ (मिमी में) है।
Detailed Solution: Question 18
Detailed Solution: Question 19
ड्राइंग द्वारा 25 मिमी व्यास और 15 मिमी ऊंचाई के कप को प्राप्त करने के लिए एक वृत्ताकार रिक्त स्थान का आकार लगभग क्या होना चाहिए?
Detailed Solution: Question 20