GATE Mechanical (ME) Test: Sheet Metal Operations - 1 Free Online Test
MCQ Practice Test & Solutions: Test: Sheet Metal Operations - 1 (20 Questions)
You can prepare effectively for Mechanical Engineering GATE Mechanical (ME) Mock Test Series 2027 with this dedicated MCQ Practice Test (available with solutions) on the important topic of "Test: Sheet Metal Operations - 1". These 20 questions have been designed by the experts with the latest curriculum of Mechanical Engineering 2026, to help you master the concept.
Test Highlights:
- - Format: Multiple Choice Questions (MCQ)
- - Duration: 60 minutes
- - Number of Questions: 20
Sign up on EduRev for free to attempt this test and track your preparation progress.

Best position of crank for blanking operation in a mechanical press
A blank of 30 mm diameter is to be produced out of 10 mm thick sheet on a simple die. If 6%clearance is recommended, then the nominal diameters of pie and punch are respectively
Detailed Solution: Question 2

In sheet metal blanking, shear is provided on punches and dies so that
Detailed Solution: Question 3
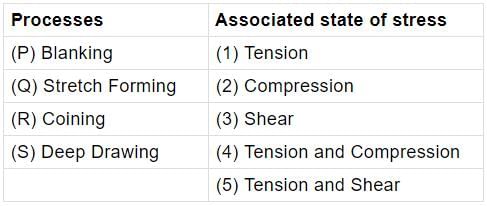
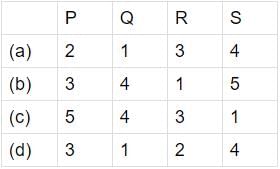
Match the correct combination for following metal working processes.
A metal disc of 20 mm diameter is to be punched from a sheet of 2 mm thickness. The punch and the die clearance is 3%. The required punch diameter is
Detailed Solution: Question 5
10 mm diameter holes are to be punched in a steel sheet of 3 mm thickness. Shear strength of the material is 400 N / mm2 and penetration is 40%. Shear provided on the punch is 2 mm.The blanking force during the operation will be
Detailed Solution: Question 6
 = π x 10 x 3 x 400 x
= π x 10 x 3 x 400 x  = 22 .62kN
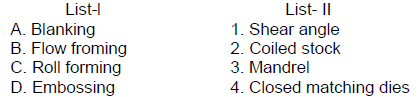
= 22 .62kNMatch List-I (metal forming process) with List-II (Associated feature) and select the correct answer using the codes given below the Lists:

In a blanking operation to produce steel washer, the maximum punch load used in 2 x 105 N.The plate thickness is 4 mm and percentage penetration is 25. The work done during this shearing operation is
Detailed Solution: Question 8

A 50 mm diameter disc is to be punched out from a carbon steel sheet 1.0 mm thick. The diameter of the punch should be
Detailed Solution: Question 9
Worm working or semi-hot working process, which is the plastic deformation of metal or alloy under conditions of temperature and strain rate, is performed to eliminate drawbacks of
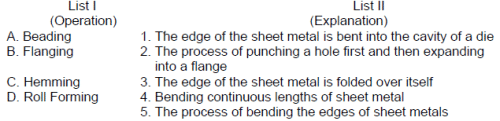
Match List I (Operation) with List II (Explanation) and select the correct answer using the
codes given below the Lists:

codes given below the Lists:
In deciding the clearance between punch and die in press work in shearing, the following rule is helpful:
Detailed Solution: Question 12
Consider the following steps in forging a connecting rod from the bar stock:
1. Blocking
2. Trimming
3. Finishing
4. Edging
Select the correct sequence of these operations using the codes given below:
Codes:
1. Blocking
2. Trimming
3. Finishing
4. Edging
A hole is to be punched in a 15 mm thick plate having ultimate shear strength of 3N-mm-2. If the allowable crushing stress in the punch is 6 N-mm-2, the diameter of the smallest hole which can be punched is equal to
Detailed Solution: Question 14

The order of radial clearance between the punch and die for shearing a steel plate of thickness ‘t’ (1 mm ≤2 mm) is
Which one of the following factor promotes the tendency for wrinking in the process of drawing?
The mode of deformation of the metal during spinning is
Detailed Solution: Question 17
Which one of the following is a continuous bending process in which opposing rolls are used to produce long sections of formed shapes from coil or strip stock?
Detailed Solution: Question 18
A 1.5 mm thick sheet is subject to unequal biaxial stretching and the true strains in the directions of stretching are 0.05 and 0.09. The fh'1al thickness of the sheet in mm is
Consider the following statements:
Earring in a drawn cup can be due to non-uniform
1. speed of the press 2. clearance between tools
3. material properties 4. blank holding
Q. Which of these statements are correct?
Earring in a drawn cup can be due to non-uniform
1. speed of the press 2. clearance between tools
3. material properties 4. blank holding
30 docs|220 tests |