Past Year Questions: Casting Method - Mechanical Engineering MCQ
30 Questions MCQ Test - Past Year Questions: Casting Method

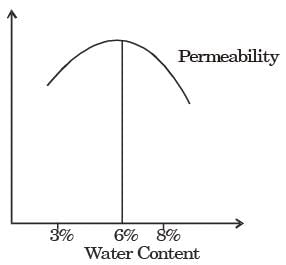
Increase in water content in moulding sand causes
[ME 1989]
In a green sand moulding process, uniform ramming leads to
[ME 1992]
| 1 Crore+ students have signed up on EduRev. Have you? Download the App |
Shrinkage allowance on pattern is provided to compensate for shrinkage when
[ME 2001]
In centrifugal casting, the lighter impurities are
[ME 2002]
The primary purpose of sprue in casting mould is to
[ME 2002]
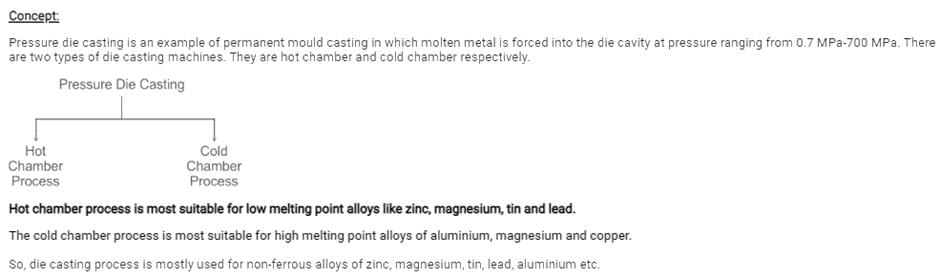
Which of the following engineering materials is the most suitable candidate for hot chamber die casting?
[ME 2007]
While cooling, a cubical casting of side 40mm undergoes 3%, 4% and 5% volume shrinkage during the liquid state, phase transition and solid state, respectively. The volume of metal compensated from the riser is
[ME 2008]
During solidification of a pure molten metal, the grains in the casting near the mould wall area
[ME 2013 :Set-2]
Match the casting defects (Group A) with the probable causes (Group B):
Group-A
P. Hot tears
Q. Shrinkage
R. Blow holes
S. Cold shunt
Group-B
1. Improper fusion of two streams of liquid metal
2. Low permeability of the sand mould
3. Volumetric contraction both in liquid and solid stage
4. Differential cooling rate
[ME 2014,Set-3]
In full mould (cavity-less) casting process, the pattern is made of
[ME 2015:Set-3]
Negative allowance is provided on the pattern to take care of
[PI 1989]
The process by which shell like casting (like toys) are made is
[PI 1989]
For the same material, powder metallurgy process in superior to casting for
[PI 1989]
Green strength in powder metallurgy refers to the strength of
[PI 1989]
For casting of turbine blades made of high temperature and high strength alloys, the most suitable process is
[PI 1990]
Ceramics slurry is used in making the moulds for
[PI 1991]
Electrical switches made out of thermoset materials are produced by
[PI 1992]
Which one of the following is not a property of a sand mould?
[PI 2003]
In hollow cylindrical parts made by centrifugal castings, the density of the part is
[PI 2008]
Hot chamber die casting is not suited for
[PI 2009]
In sand casting fluidly of the molten metal increases with
[PI 2011]
Which of the following casting processes uses expandable pattern and expandable mould?
[PI 2011]
Misrun is a casting defect which occurs due to
[ME 2004]
Two streams of liquid metal which are not hot enough to fuse properly result into a casting defect known -as
[ME 2009]
The hot tearing in a metal casting is due to
[ME 2014,Set-3]
The fluidity of molten metal of cast alloys (without any addition of fluxes) increases with increase in
[ME 2019,Set-2]
Top Courses for Mechanical Engineering




Important Questions for Past Year Questions: Casting Method
Past Year Questions: Casting Method MCQs with Answers
Online Tests for Past Year Questions: Casting Method
|
© EduRev
|
Education Revolution
|



Follow Us
|







