Test: Metal Cutting & Tool Materials - 3 - Mechanical Engineering MCQ
30 Questions MCQ Test - Test: Metal Cutting & Tool Materials - 3

Which of the following forces are measured directly by strain gauges or force dynamometers during metal cutting?
1. Force exerted by the tool on the chip acting - normally to tool face.
2. Horizontal cutting force exerted by the tool on the workpiece.
3. Frictional resistance of the tool against the chip flow acting along the tool face.
4. Vertical force which helps in holding the tool in position.
1. Force exerted by the tool on the chip acting - normally to tool face.
2. Horizontal cutting force exerted by the tool on the workpiece.
3. Frictional resistance of the tool against the chip flow acting along the tool face.
4. Vertical force which helps in holding the tool in position.
The type of wear that occurs due to the cutting action of the particles in the cutting fluid is referred to as

Consider the following tool materials:
1. High speed steel
2. High carbon steel
3. Cemented carbides
4. Ceramics
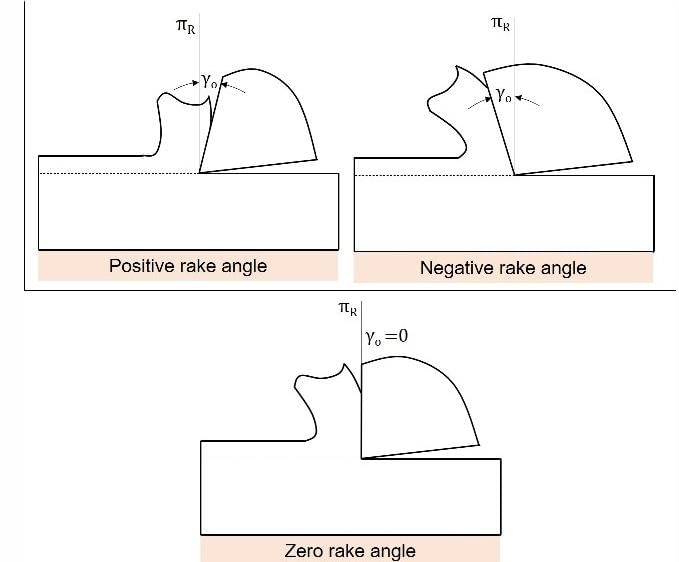
Q. Negative rake angle is provided for
1. High speed steel
2. High carbon steel
3. Cemented carbides
4. Ceramics
Q. Negative rake angle is provided for
The coefficient of friction in metal cutting varies between
The main source of heat generation in metal cutting is
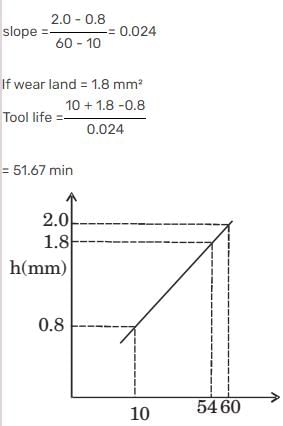
During machining, the wear land (h) has been plotted against machining time (T) as given in the following figure.
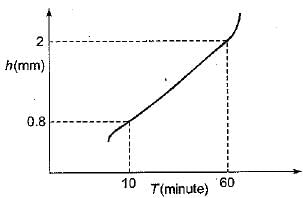
Q. For a critical wear land of 1.8 mm, the cutting tool life (in minute) is
Diamond cutting tools are not recommended for machining of ferrous metals due to
Inclination angle of a turning tool is measured on its
Inconel and Haste alloy require cutting tools that are
High tungsten content in a carbide tool will
Consider the following characteristics:
1. The cutting edge is normal to the cutting velocity.
2. The cutting forces occurs in two direction only.
3. The cutting edge is wider than the depth of cut.
The characteristics applicable to orthogonal cutting would include
In oblique cutting of metals, the cutting edge of tool is
The portion of tool on which cutting edge is formed is known as
Tool signature in ASA system comprises of
Tool signature in ASA system, the nose radius is indicated in
Angle between the face and flank of the single point cutting tool is known as
The angle between the face of the tool and the plane parallel to the base of the cutting tool is called
The angle on which the strength of the tool depends is
A blind hole is better tapped with a tap having
When machining a hard and brittle metal like cast iron, the type of chips produced is
Single point thread cutting tool should ideally have
The function of chip-breaker in a cutting tool is
In metal cutting operation, the approximate ratio of heat distributed among chip, tool and work in that order is
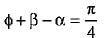
Which of the following is the correct relationship between the shear angle φ, friction angle β and cutting rake angle α given by Merchant analysis is
Which of the following relationship between shear angle φ, friction angle β and cutting rake angle α is known as lee and shatter analysis




Important Questions for Metal Cutting & Tool Materials - 3
Metal Cutting & Tool Materials - 3 MCQs with Answers
Online Tests for Metal Cutting & Tool Materials - 3
|
© EduRev
|
Education Revolution
|



|








