Aromatic Production (Part - 2) | Chemical Technology - Chemical Engineering PDF Download
Effect of Feed Quality on Aromatic Yield
- Naphthenes dehydrogenate very fast and give rise to aromatics. Therefore, N + 2A is taken as index of reforming. Higher the N + 2A, better is quality to produce high aromatics.
N = Naphthenes % A = Aromatics %
- Lighter fraction have a poor naphthene and aromatic content are, therefore, poor feed for reforming. Low IBP feed results in lower aromatics and H2 yield
- Heavy fractions have high naphthene and aromatic hydrocarbon content. Therefore, good reforming feed but tendency of coke formation is high General recommended feed ranges for production
(1) Benzene = 60-90oC Fraction
(2) To luene = 90-110oC Fraction
(3) Xy lenes = 110-140oC Fraction
(4) Octane blending stock = 90-140oC Fraction
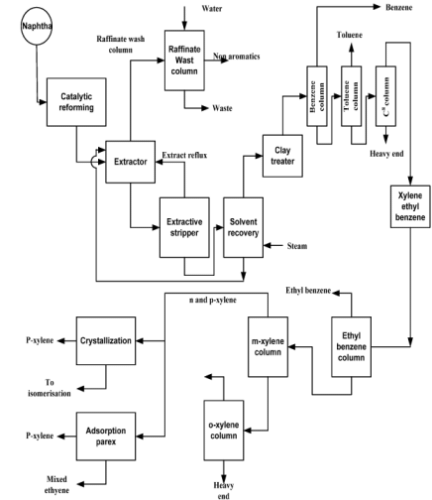
Figure M-VII 7.1: Aromatics Complex
P-Xylene
The p-xylene plant consists of five units are:
Pretreatment Unit: This unit is used for reducing sulphur content to 5 ppm (max.) by dehydro - desulphurisation which takes place at 330–370 oC and 24 kg/cm2 pressure in presence of cobalt molybdenum catalyst.
Reformer Unit: To get maximum amount of C8 aromatics by reforming process (Process similar to described earlier).
Fractionation Unit: For separation of o-, m-, and p-xylenes from combined C8 reformate and isomerisate from isomerisation unit (after clay treatment).
Parex Unit: This unit is for the separation of p-xylene by selective adsorption using molecular sieve followed by desorption. Other method for separation of p-xylene is by crystallisation process.
Isomerisation: Isomerisation of C8 stream from Parex unit rich in m- and o-xylene and ethyl benzene to p-xylene, which is sent to fractionation unit for separation of high component. The bottom of the column is recycled for further recovery of xylenes.
Aromatic Conversion Processes
Because of higher demand of benzene and p-xylene in comparison to toluene and m-xylene various processes are commercially available for conversion of toluene and m-xylene to more value added products like benzene and p-xylene. processes are also avialble for conversion of paraffins into aromatics. Some of the major processes are:
Aromatic conversion Process | Process details |
Isomeration | Isomerizatin of meta xylenes to para and ortho xylenes |
Transalkylation and Disproportion | Transalkylation and Disproportionation of C7 and C9 |
Toluene Disproportionation | Toluene disproportionation to xylenes and benzene |
Selective Toluene Disproportionation | Selective conversion of toluene to para xylene by disproportionation |
Xyelene Isomerizations | Maximization of p-xylene, ethyl benzene (EB) conversion and EB dealkylation process |
Aromataziation | Conversion of light hydrocarbons to benzene, toulenes and xylenes |
Process | Licensor |
Cycler | UOP-BP |
Aroforming | IFP-Sheddon Technology Management |
M-2 Forming | Mobil |
Z-Forming | Research Association of |
Cyclar Process
Cyclar process inexpensive and plentiful LPG requires minimal feed pretreatment and product purification requirements and simplicity in operation. Reaction involved in the cycler process is shown in Figure M-VII 7.2. Process flow diagram of UOP-BP cycler process for LPG aromatisation is shown is Figure M-VII 7.3.
Feed: Propane, Butane, Pentanes or mixture
Liquid Product: Largely BTX essentially free from C6-C9 paraffinic & naphthalenes Preparation of Benzene Toluene and xylene charges very little with the composition of feed. Aromatic yield:
63.6% of Feed for Propane
67.5% of Feed for Butane
→ Very high H2 yield of 5.5 – 6% for feed
→H2 purity of about 95%.
Feed Intermediate Products
Propane
Butanes
Pentanes


Figure M-VII 7.2: Reactions involved in Cyclar Process

Figure M-VII 7.3: UOP-BP Cyclar Process for LPG Aromatisation
|
69 videos|121 docs
|
FAQs on Aromatic Production (Part - 2) - Chemical Technology - Chemical Engineering
| 1. What is aromatic production? |  |
| 2. What are the common methods used in aromatic production? | |
| 3. What are the main applications of aromatic compounds? | |
| 4. What are the environmental concerns associated with aromatic production? | |
| 5. What are the challenges in optimizing aromatic production processes? | |

|
4.97/5 Rating |

|
Nov 24, 2024 Last updated |

|
Explore Courses for Chemical Engineering exam
|
|
Important questions
,Exam
,ppt
,Aromatic Production (Part - 2) | Chemical Technology - Chemical Engineering
,Previous Year Questions with Solutions
,Extra Questions
,video lectures
,Free
,shortcuts and tricks
,Objective type Questions
,MCQs
,Aromatic Production (Part - 2) | Chemical Technology - Chemical Engineering
,practice quizzes
,past year papers
,Semester Notes
,mock tests for examination
,study material
,Viva Questions
,Aromatic Production (Part - 2) | Chemical Technology - Chemical Engineering
,Sample Paper
,Summary
;






Aromatic Production (Part - 2) Free PDF Download
Importance of Aromatic Production (Part - 2)
Aromatic Production (Part - 2) Notes
Aromatic Production (Part - 2) Chemical Engineering Questions
Study Aromatic Production (Part - 2) on the App
|
© EduRev
|
Education Revolution
|



Follow Us
|