Butadiene and Benzene Manufacture | Chemical Technology - Chemical Engineering PDF Download

21.1 Introduction
- In this lecture, we present the process technologies associated to Butadiene and Toluene.
- Butadiene manufacture is considered using n-Butane as the feed stock.
- Benzene process technology refers to the famous hydrodealkylation process that uses toluene as the feed stock.
- We first present the process technology associated to Butadiene.
21.2 Butadiene
21.2.1 Reactions
- Main reaction: n-Butane →Butadiene + Hydrogen.
- Side reaction: n-Butane→n-Butylene + Hydrogen.
- Catalyst: Chromium oxide on alumina.
- Coke deposition is a very important issue. Therefore, catalyst regeneration needs to be carried out very frequently.
- Reaction is exothermic .
- Operating conditions: 650oC and 120-150 mm Hg (low pressure).
- Feed stock: n-Butane with some isopentane from refinery processes.
21.2.2 Process Technology (Figure 21.1)
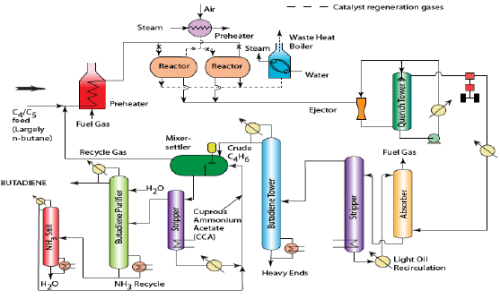
Figure 21.1 Flow sheet of Butadiene manufacture
- The process technology for Butadiene manufacture consists of a reactorseparator-recycle system.
- The separation network is extremely complex and involves quenching, absorption, distillation and extractive distillation process.
- First, the feed stock is pre-heated in a furnace along with unreacted gases that have been recovered in the process using the separator network.
- After pre-heating in a furnace to desired temperature, the gases enter the catalytic packed bed reactors loaded with the catalyst.
- After the specified residence time, the product is withdrawn and the feed to the unit is stopped. The product withdraw and stoppage of the feed flow to the reactor unit is carried out using valves.
- The coked catalyst is subjected to combustion using pre-heated air. Air preheating is done using steam in an extended area heat exchanger equipment. Therefore during regeneration, another set of valves operate to allow the preheated air in and enable the product withdrawal after the combustion.
- The pre-heated air not only removes the coke as CO2 but increases the reactor temperature to 650 oC.
- The flue gases are sent to a waste heat recovery boiler so as to generate steam from water.
- The entire operation of a feed entry, product withdrawal, pre-heated air entry and combustion gases withdrawal from the packed bed reactor corresponds to one single cycle.
- Since the above operation is a batch operation, to make the operation continuous in accordance to the separation network, two reactors are used and these reactors are operated in cyclic fashion i.e., when the first reactor is subjected to reaction, the second reactor is subjected to catalyst regeneration and vice-versa.
- The hot reactor outlet gases are sent to a quenching operation where light gas oil is used to quench the gases using a recirculating quenching tower.
- After product gases from the quenching tower are compressed and cooled to enter an absorber
- In this absorber, naphtha is used as an absorbent to absorb all hydrocarbons except fuel gas.
- The absorbent + hydrocarbons enter a stripper that produces fresh naphtha and hydrocarbon mixture. The hydrocarbon mixture consists of unreacted feed stock and butadiene and some heavy ends.
- This mixture now enters a fractionator to separate the crude butadiene and heavy ends.
- The crude butadiene consists of butadiene and unreacted feed stock i.e., nbutane and isopentane. The separation of n-butane, other hydrocarbons with butadiene is one of the difficult separations and they cannot be separated using ordinary distillation. Therefore, a complicated route of separation is followed next that involves azeotropic distillation using ammonia.
- The crude butadiene is mixed with ammoniated cuprous ammonium acetate solution in a mixer settler. This solution is generated by absorbing ammonia into fresh cuprous ammonium acetate solution.
- The ammoniated cuprous ammonium acetate is sent to a mixer settler unit where the butadiene dissolves in the ammoniated solution. The gas from the mixer settler unit is recycled to mix with the feed stock and enter the preheater.
- The ammoniated cuprous ammonium acetate solution is thereby stripped to separate butadiene + ammonia from the ammonium acetate solution. The regenerated fresh solvent is allowed to absorb NH3 and thereby enter the mixer-settler unit.
- The ammonia + butadiene mixture enters a fractionator fed with water. Here, water interacts with ammonia and generates the ammonium hydroxide product as the bottom product and butadiene is obtained as the top product.
- The ammonia solution is subjected to stripping to separate water and ammonia. The water is recycled back to the butadiene purifier and ammonia is allowed to get absorbed into the fresh cuprous ammonium acetate solution.This process is not followed in India . In India, it is manufactured from ethanol by catalytic cracking at 400-450 oC over metal oxide catalyst.
21.2.3 Technical questions
1. Can the steam generated in the waste heat recovery boiler be sufficient to pre-heat the air if a principle of steam reuse is adopted?
Ans: From the basic principle of thermodynamics, somewhere heat needs to be added to the system. If we presume that the feed pre-heater heats the feed to 650oC (the desired temperature of the reactor) and the catalyst is regeneration energizes the catalyst by 100oC (from 550 to 650oC), the flue gas should be able to generate some steam. However, it can be speculated that the steam generated will not be enough to meet the total air pre-heater requirements. Therefore, some make up steam will be always required.
2. Why is ammonia allowed to get absorbed into cuprous ammonium acetate?
Ans: Ammonia absorption into cuprous ammonium acetate facilitates maximum absorption of butadiene. This is because ammonia in many cases enhanced absorption factors by allowing chemical interaction between molecules which is better than just physical absorption.
3. Why is the fluid recirculated in the quench tower?
Ans: We are targeting gas quenching using a liquid in this process. Quenching a liquid with liquid is instantaneous but quenching a gas with a liquid needs considerable amount of time, and hold up time is very important. Therefore, fluid internal recirculation is required in the vapour quenching tower.
4. Why a cooler is used in the quenching tower?
Ans: The quenching operation increases the temperature of the fluid that is used for quenching. And we can see that the fluid is always circulated. Therefore, the purpose of quenching is to just cool the gas and don’t absorb any of the components into itself. Therefore, to do so, the fluid shall be cooled in between.
5. Why compressor and cooler are at all required after quenching process?
Ans: The unit following quench tower is absorption. Absorption is favoured at higher pressure and lower temperature. Therefore both compressor and cooler are required to achieve these conditions of favourable absorption.
6. Why cooler is followed after compression but not vice versa?
Ans: In general, compression enables enhancement in the temperatures of the gas/vapour. This is because we don’t usually follow adiabatic compression but we follow polytropic compression in reality. And polytropic compression will enable heating the gas/vapour. Therefore, cooling is used after compressor but not vice-versa. If cooler is used before compressor then the gas entering absorber will be at a higher temperature and this is not favourable for absorption.
7. Explain in a more elaborate way what happens in the Butadiene purification fractionators?
Ans: The butadiene purification fractionator is fed with ammonia + Butadiene stream in which somehow ammonia should be recovered. Therefore, this unit is part of the azeotropic distillation that separates butadiene + ammonia as one of the products and eventually butadiene and ammonia are separated using water, as water absorbs ammonia instantaneously to form ammonium hydroxide. Eventually, it is also easy to strip the ammonia gas from aqueous ammonia solution.
8. Why we cannot separate butadiene-butane mixture using ordinary fractionation?
Ans: Their boiling points are very close and distillation requires large differences between boiling points of the components to be separated.
21.3 Benzene production using hydrodealkylation route
21.3.1 Reactions
- Toluene does not have much market value.
- Therefore, Toluene is reacted with H2 to produce Benzene and Methane
- Main reaction: Toluene + H2→ Benzene + Methane
- Reactor operating conditions: 600 – 650 oC and 35 – 40 atms
- Catalyst: Chromia on porous carrier.
- Other reactions: Alkyl aromatics + H2→ Benzene + Alkanes
21.3.2 Side reactions
- Toluene→Diphenyl + H2
- Toluene + Benzene → Methyl diphenyl
- Toluene + H2→ Alkanes (Cracking reaction)
21.3.3 Process Technology (Figure 21.2)
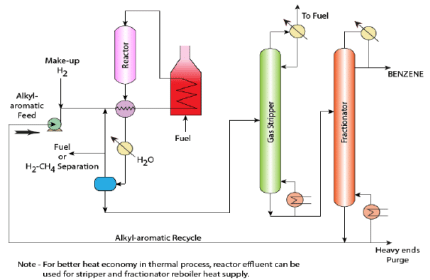
Figure 21.2 Flow sheet of Benzene production using hydrodealkylation route
- The process corresponds to a simple reactor-separator-recycle system facilitated with heat integration.
- Alkyl-aromatics (Toluenes and other higher order alkyl aromatics) along with makeup H2 and recycle stream consisting of unreacted toluene is allowed to enter a feed pre-heater.
- The feed pre-heater increases the temperature of the reactants at the desired pressure.
- After the reaction, the reactor products are cooled using heat integration concept by exchanging heat with the cold feed stream. Further cooling of the stream is carried out using a water based cooler.
- The stream enters a phase separation unit where the fuel gas components such as H2 and CH4 are removed as vapour stream. The liquid stream consists of H2, CH4, Light ends, Benzene, Toluene, Diphenyl and other higher order aromatics.
- The vapour stream is partially purged and to a large extent recycled as the stream has good amount of H2. The gas phase purge stream is for controlling the concentration of methane in the reactor.
- The liquid stream enters a gas stripper which removes the light ends as a gaseous product stream from the top tray. The bottom product is then sent to a fractionator.
- The fractionatorseparates benzene from all heavy ends. The heavy end product consisting of unreacted toluene, diphenyl etc. is largely sent back to the reactor by allowing mixing with the fresh feed. - A purge stream is facilitated to purge components such as diphenyl in order to not allow their build up in the reactor.
21.3.4 Technical questions
1. Despite removing H2 and CH4 from the phase separator, why again we remove them from the gas stripper unit?
Ans: This is due to the basic problem in the difficulty of sharp equilibrium factors which do not exist for these components. The equilibrium separation factors in a phase separator unit where the governing pressure and temperature dictate the distribution of components in the liquid and gas stream. Mostly methane and H2 are removed as vapour stream in the unit. But still at the pertaining pressure and temperature of the phase separator, some lower order alkanes stay back in the liquid stream. Therefore, gas stripping is carried out to remove these.
2. Comment upon fuel efficiency in the process and possibilities to enhance it?
Ans: The process should indicate maximum fuel efficiency. This can be achieved by
a) Heat integration of feed and product streams to the reactor
b) Re use of fuel gas streams as a fuel in the pre-heating furnace.
If these two options are followed, then the process has maximum fuel efficiency and can be regarded to be very energy efficient.
3. Do you suggest toput one more distillation column for the heavy end compounds. If so why?
Ans: Yes, putting one more distillation column will separate toluene + diphenyl from other heavy end compounds. While diphenyl acts towards favouring forward reaction, the other heavy end compounds could tend to produce more coke during the reaction. Therefore, one more distillation unit to separate toluene+diphenyl from the heavy end compounds is recommendable.
4. Do you suggest any other alternative to eliminate the water cooler and even enhance the energy efficiency of the process?
Ans: Yes, it is possible, but existing temperatures of the gas stripper bottom sections need to be carefully analyzed. This is also due to the fact that phase separator operates at 450 psig and 100oF. Therefore, heat integration with gas stripper or fractionator reboilers can be beneficial and this way the process can be made even more energy efficient.
5. What is the basic problem of H2 in the reactor?
Ans: Hydrogen causes embrittlement due to severe adsorption on the metal surface at higher pressures. Therefore, chrome steel is used to avoid these embrittlement problems as material of construction for the reactor.
6. Why is methane purged using the gas purge stream from the phase separator?
Ans: The reaction kinetics dictate the maximum concentration of methane in the gas stream entering the reactor. Therefore, to achieve maximum conversion, methane is purged.
|
69 videos|121 docs
|
FAQs on Butadiene and Benzene Manufacture - Chemical Technology - Chemical Engineering
| 1. What is the process for manufacturing butadiene and benzene? |  |
| 2. What are the main uses of butadiene and benzene in the chemical industry? | |
| 3. What are the environmental and health concerns associated with the manufacturing of butadiene and benzene? | |
| 4. What safety measures are in place to minimize the risks associated with the manufacturing of butadiene and benzene? | |
| 5. Are there any sustainable alternatives to the manufacturing of butadiene and benzene? | |



past year papers
,video lectures
,Butadiene and Benzene Manufacture | Chemical Technology - Chemical Engineering
,Semester Notes
,Summary
,Free
,study material
,Butadiene and Benzene Manufacture | Chemical Technology - Chemical Engineering
,MCQs
,practice quizzes
,Butadiene and Benzene Manufacture | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,Sample Paper
,mock tests for examination
,ppt
,Important questions
,Objective type Questions
,Viva Questions
,Previous Year Questions with Solutions
,Exam
,Extra Questions
,


Butadiene and Benzene Manufacture Free PDF Download
Importance of Butadiene and Benzene Manufacture
Butadiene and Benzene Manufacture Notes
Butadiene and Benzene Manufacture Chemical Engineering Questions
Study Butadiene and Benzene Manufacture on the App
|
© EduRev
|
Education Revolution
|



|






within 7 days!