Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) | Chemical Technology - Chemical Engineering PDF Download
Maximizing Propylene Output in FCC
New FCC processes are being operated to maximize the yield of propylene due to growing demand of propylene. Significant scope exists in the refinery in Asia region to enhance the production of propylene in Asia region . Maximizing propylene yield from FCC is typically accomplished by combining a low rare earth catalyst system with severe reaction condition . some of the olefin maximizing technology are deep catalytic cracking (DCC) based on riser bed catalytic cracking, Propylene –Max technology by ABBS Lummus global, Maxofin Process by Mobil-M.W. Kellog
Hydrocracking
The development of upgrading technology for heavier stocks having high sulfur, nitrogen and heavy metal (Ni, V) are becoming important. Hydrocracking is one of the most versatile processes for the conversion of low quality feed stocks into high quality products like gasoline, naphtha, kerosene, diesel, and hydrowax which can be used as petrochemical feed stock. Its importance is growing more as a refiners search for low investment option for producing clean fuel. New environmental legislations require increasing and expensive efforts to meet stringent product quality demands.
Hydrocracking processes uses a wide variety of feed stocks like naphtha, atmospheric gas oil, vacuum gas oils, coke oils, catalytically cracked light and heavy cycle oil, cracked residue, deasphalted oils and produces high quality product with excellent product quality with low sulfur contents. Comparison of catalytic cracking and hydrocracking is given in Table M-VI 5.1.
The history of the hydrocracking process goes back to late 1920 when hydrocracking technology for coal conversion was developed in Germany. During World War II, two stage hydrocracking were applied in Germany, USA and Britain. However, real breakthrough in hydrocracking process was with the development of improved catalyst due to which processing at lower pressure. Hydrocracking can process wide variety of feedstocks producing wide range of products.
Feed: Straight run gas oil, Vacuum gas oils, Cycle oils, Coker Gas oils, thermally cracked stocks, Solvent deasphalted residual oils, straight run naphtha, cracked naphtha.
Product: Liquefied petroleum gas (LPG), Motor gasoline, Reformer feeds, Aviation turbine fuel, Diesel fuels, heating oils, Solvent and thinners, Lube oil, FCC feed
Table M-VI 5.1: Comparison of Catalytic Cracking and Hydrocracking
Catalytic Cracking | Hydro-cracking |
Carbon rejection Riser-regenerator-configuration LPG/gasoline Product rich in unsaturated components | Hydrogen addition Downflow packed bed Kerosene/diesel Few aromatics, low S- and N-content in product |
- Hydro pretreatment catalyst
- Hydrocracking catalyst
Hydrotreating (Pretreat) Catalyst
The main objective of pretreat catalyst is to remove organic nitrogen from the hydro cracker feed allowing
(i) Better performance of second stage hydrocracking catalyst, and
(ii) The initiation of the sequence of hydrocracking reactions by saturation of aromatic compounds
Pretreat catalyst must have adequate activity to achieve above objectives within the operating limits of the hydrogen partial pressure, temperature and LHSV.
Hydrocracking Catalyst
Hydrocracking catalyst is a bi-functional catalyst and has a cracking function and hydrogenationdehydrogenation function. The former is provided by an acidic support whereas the latter is imparted by metals. Acid sites (Crystalline zeolite, amorphous silica alumina, mixture of crystalline zeolite and amorphous oxides) provide cracking activity. Metals [Noble metal (Pd, Pt) or non noble metal sulphides (Mo, Wo or Co, Ni)] provide hydrogenation dehydrogenation activity. These metals catalyze the hydrogenation of feedstocks making them more reactive for cracking and hetero-atom removal as well reducing the coke rate
Zeolite based hydrocracking catalysts have following advantages of greater acidity resulting in greater cracking activity; better thermal/hydrothermal stability; better naphtha selectivity; better resistance to nitrogen and sulphur compounds; low coke forming tendency, and easy regenerability.
Once though Hydrocracking Process
The unit consists of the following sections:
- Furnace · First stage Reactor section
- Second stage Reactor section
- High pressure separator
- Fractionation Section
- Light Ends Recovery section
In single stage process both treating and cracking steps are combined in a single reactor. Single stage hydrocracking flow diagram is show in Figure M-VI 5.3.
In this process the feed along with recycle unconverted residue from the fractionator is first hydro-treated in a reactor and then the combined stream gases are fed to second reactor where cracking takes place in the presence of hydro-cracking catalyst. In the single stage process the catalysts work under high H2S and NH3 partial pressure.
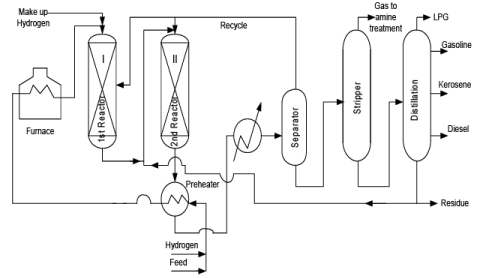
Figure M-VI 5.3: Once Through Hydrocracking
Two Stage Hydrocracking Process
The unit consists of the following sections:
- Furnace
- First stage Reactor section.
- Second stage Reactor section
- Third stage reactor
- Fractionation Section
- Light Ends Recovery section
Preheated feed is first hydro treated in a reactor for desulphurization and denitrogenation in presence of pretreat catalyst followed by hydrocracking in second reactor in presence of strongly acidic catalyst with a relatively low hydrogenation activity. In the first stage reactor the sulphur and nitrogen compounds are converted to hydrogen sulphide and ammonia with limited hydrocarcking. The two stages process employs interstage product separation that removes H2S and NH3. In case of two stage process, hydrocracking catalyst works under low H2S and NH3. Process flow diagram for two stage hydrocracking process is shown in Figure M-VI 5.4.
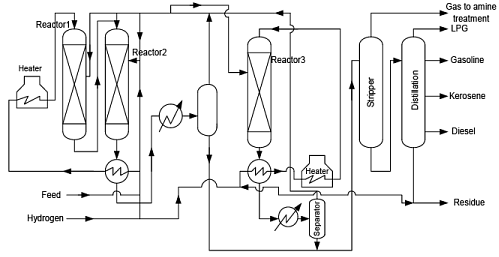
Figure M-VI 5.4: Two Stage Hydrocracking Process
Hydrocracking Chemistry
Hydrocracking process is a catalytic cracking process which takes place in the presence of an elevated partial pressure of hydrogen and is facilitated by bio-functional catalyst having acidic sites and metallic sites. During hydrocracking process hydrotreating reactions and hydrocracking reactions are two major reactions which take place. A typical hydrocracking reaction is as follows.
- C22 H46 + H2→ C16H34 + C6H14
Various hydrotreating reactions are hydrodesulphurization, denitrogenation, hydro deoxygenation, hydro metallization, olefin hydrogenation partial aromatics saturation. Various hydrocracking reactions are splitting of C-C bond and or C-C rearrangement reaction (hydrisomerisation process) Hydrogenation and dehydrogenation catalyst.
Effect of Operating Parameters
Various operating parameters affecting hydrocracking are
- Reaction temperature
- Hydrogen partial pressure
- Hourly feed velocity of the feed
- Hydrogen recycle ratio
Temperature increase in temperature accelerates cracking reaction on acid sites and displaces the equilibrium of hydrogenation reactions towards dehydrogenation. Too high temperature limits the hydrocracking of aromatic structure .
The pressure influences significantly the equilibrium of dehydrogenation-hydrogenation reactions that takes place on the metallic sites. The increase in pressure for a given molar ratio H2/feed corresponds to increase in the partial pressure of hydrogen, will produce an increase the conversion of the aromatic structures to saturated products which will improve the quality of jet fuel, diesel fuel and oil with very high viscosity index.
Effect of Feedstock: a higher content of aromatic hydrocarbons requires higher pressure and higher hydrogen/feed ratio, the lowest possible temperature and a higher hydrogen consumption of hydrogen and the severity of the process
Effects of Feed Impurities: Hydrogen sulphide, nitrogen compounds and aromatic molecules present in the feed affect the hydrocracking reactions. Increase in nitrogen result in lower conversion.
Ammonia inhibits the hydrocracking catalyst activity, requiring higher operating temperatures. Polymeric compounds have substantial inhibiting and poisoning effects. Polynuclear aromatics present in small amount in the residue deactivate the catalyst.
Effect of various parameters on catalyst life:
Variable Change Effect on catalyst life
Feed rate Increase-Decrease
Conversion Increase-Decrease
Hydrogen partial pressure Increase-Increase
Reactor pressure Increase-Increase
Recycle gas rate Increase -Increase
Recycle gas purity Increase -Increase
Hydro-Cracking Technology Provider
- Chevron: Isocracking
- UOP: Uni-cracking
- IFP: Hydrocarcking
- B.P. U.K: Hydrocracking
- Shell: Hydrocracking
- Standard Oil: Ultracracking
- Linde: Hydrocarking
- Union Oil Co.: Uni-cracking
Catalyst Deactivation
Catalyst activation may occur due to coke deposition and metal accumulation. Coke Depositions may be due to condensation of poly-nuclear and olefinic compounds into high molecular weight which cover active sites. Metal Accumulation occurs at the pore entrances or near the outer surface of the catalyst
Catalyst Regeneration
Catalyst regeneration is done by burning off the carbon, and sulphur and circulation of circulate nitrogen with the recycle compressor, injecting a small quantity of air and maintaining catalyst temperature above the coke ignition temperature.
|
69 videos|121 docs
|
FAQs on Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) - Chemical Technology - Chemical Engineering
| 1. What is catalytic cracking? |  |
| 2. What is fluid catalytic cracking (FCC)? | |
| 3. How does fluid catalytic cracking differ from hydrocracking? | |
| 4. What are the advantages of fluid catalytic cracking? | |
| 5. How does hydrocracking improve fuel quality? | |

|
4.85/5 Rating |

|
Nov 24, 2024 Last updated |
|
Explore Courses for Chemical Engineering exam
|
|
Important questions
,Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) | Chemical Technology - Chemical Engineering
,Extra Questions
,shortcuts and tricks
,practice quizzes
,past year papers
,ppt
,study material
,Previous Year Questions with Solutions
,Summary
,Semester Notes
,video lectures
,Free
,Sample Paper
,mock tests for examination
,Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) | Chemical Technology - Chemical Engineering
,Objective type Questions
,Viva Questions
,Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) | Chemical Technology - Chemical Engineering
,MCQs
,Exam
;


Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) Free PDF Download
Importance of Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2)
Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) Notes
Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) Chemical Engineering Questions
Study Catalytic Cracking: Fluid Catalytic Cracking And Hydrocracking (Part - 2) on the App
|
© EduRev
|
Education Revolution
|



Follow Us
|