Catalytic Reforming (Part - 1) | Chemical Technology - Chemical Engineering PDF Download
Catalytic Reforming
Catalytic reforming is a major conversion process in petroleum refinery and petrochemical industries. The reforming process is a catalytic process which converts low octane naphthas into higher octane reformate products for gasoline blending and aromatic rich reformate for aromatic production. Basically, the process re-arranges or re-structures the hydrocarbon molecules in the naphtha feedstocks as well as breaking some of the molecules into smaller molecules. Naphtha feeds to catalytic reforming include heavy straight run naphtha. It transforms low octane naphtha into high-octane motor gasoline blending stock and aromatics rich in benzene, toluene, and xylene with hydrogen and liquefied petroleum gas as a byproduct. With the fast growing demand in aromatics and demand of high - octane numbers, catalytic reforming is likely to remain one of the most important unit processes in the petroleum and petrochemical industry. Various commercial catalytic reforming processes is given in Table M-VI 6.1.
Table M-VI 6.1: Various Catalytic Reforming Processes
Process | Licensor |
Rheniforming | Chevron oil |
Power forming | ESSO Oil/EXXON |
Magna forming | Altalntic Richfield oil |
Ultra forming | British petroleum |
Houdriforming | Houdry process |
CCR Plateforming | UOP |
Octanising | Axen |
Octane Number of Hydrocarbons
Octane number is a measurement of antiknock characteristics of fuels
- Among the same carbon number compounds, the order of RONC is (Research Octane Number ) Paraffins < Naphthenes < Aromatics
- Branched paraffins also have high octane. It increases with degree of branching. Therefore, octane number of naphtha can be improved by reforming the hydrocarbon molecule (Molecular rearrangement). Octane number of various hyrdrocarbons is mention in Table M-VI 6.2. Such rearrangement takes place in reforming reactors in presence of catalyst by way of numerous complex reactions.
Table M-VI 6.2: Octane Number of Various Hydrocarbons
Hydrocarbon | Octane number |
n-Butane | 94.0 |
i-Butane | 102.0 |
n-Pentane | 61.8 |
i-Pentane | 93.0 |
n-Heptane |
|
octane | 100.0 |
toluene | 119.7 |
- Feed preparation: Naphtha Hydrotreatment
- Preheating: Temperature Control,
- Catalytic Reforming and Catalyst Circulation and Regeneration in case of continuous reforming process
- Product separation: Removal of gases and Reformate by fractional Distillation
- Separation of aromatics in case of Aromatic production
Naphtha Hydro Treatment
Naphtha hydrotreatment is important steps in the catalytic reforming process for removal of the various catalyst poisons. It eliminates the impurities such as sulfur, nitrogen, halogens, oxygen, water, olefins, di olefins, arsenic and other metals presents in the naphtha feed stock to have longer life catalyst. Figure M-VI 6.1 illustrate hydrotreatment of naphtha.
- Sulphur: Mercaptans, disulphide, thiophenes and poison the platinum catalyst. The sulphur content may be 500 ppm.
- Maximum allowable sulphur content 0.5 ppm or less and water content <4 ppm.
- Fixed bed reactor containing a nickel molybdenum where both hydro de sulphurisation reactions and hydro de nitrification reactions take place.
- The catalyst is continuously regenerated. Liquid product from the reactor is then stripped to remove water and light hydrocarbons.
Various sections in the naphtha hydro treatment unit are:
Charge Heater: Preheating reactor feedstock to reaction temperature of 340 oC. Charge heater has four passes four gas burners. Heater tubes are made up of SS-321
Reaction Section: The reactor consists of two catalyst beds.
Stripping Section: Stripping section uses air for stripping the light ends mainly hydrogen sulfide from reactor product, stripper temperature 14 kg/ cm2 and temp. 172 0C
Stripper Reboiler: Stripper reboiler supply heat required for striper
Operating Variables Naphtha Hydrotreatmernt
- Reactor temperature
- Space velocity
- Hydrogen partial pressure
- H2/HC ratio, feed quality
- Stripper bottom temperature
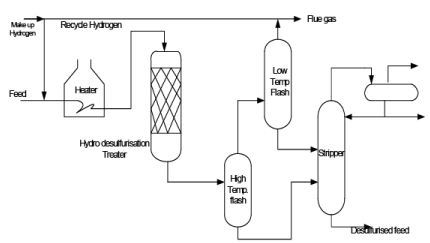
Figure M-VI 6.1: Hydrotreatment of Naphtha
Classification of Processes
- Semi Regenerative catalytic reforming
- Cyclic catalytic reforming
- Continuous catalytic reforming(CCR)
Various Types of Catalytic Reformers
Semi-Regenerative Fixed Bed reactors: In this type of reformers the catalyst generally has a life of one or more years between regeneration. The time between two regeneration is called a cycle. The catalyst retains its usefulness over multiple regeneration.
Cyclic Fixed Bed Reformers: Cyclic reformers run under more severe operating conditions for improved octane number and yields. Individual reactors are taken offline by a special valving and manifold system and regenerated while the other reformer unit continues to operate.
Continuous Reformers: In these reformers the catalyst is in moving bed and regenerated frequently. This allows operation at much lower pressure with a resulting higher product octane, C5+, and hydrogen yield. These types of reformers are radial flow and are either separated as in regenerative unit or stacked one above the other.
Semi- regenerative Catalytic Reforming Process
A semi-regenerative process uses low platinum and regeneration is required only once a year. The process consists of typically three reactor beds & furnace preheaters. The dehydrogenation is highly endothermic and large temperature drop as the reaction proceeds. Multiple reactors with intermediate reheat is required. Dehydrogenation of naphthene takes place in first reactor and requires less catalyst. Preheat of feed is required. Last reactor for isomerization of paraffins. Typical catalyst distribution in three reactors are 20, 30 and 50percent. Figure M-VI 6.2 shows typical catalytic reforming process.
Catalyst Regeneration
Performance of the catalyst decreases with respect to time due to deactivation. Reasons for deactivation
- Coke formation
- Contamination on active sites
- Agglomeration
- Catalyst poisoning Activity could be restored if deactivation occurred because of coke formation or temporary poisons.
Objective of Regeneration
- Surface area should be high
- Metal Pt should be highly dispersed
- Acidity must be at a proper level
- Regeneration changes by the severity of the operating conditions
- Coke formation can be offset for a time by increasing reaction temperatures.

Figure M-VI 6.2: Catalytic Reforming Process
Reactions in Catalytic Reforming
Following are the most prevalent main reactions in catalytic reforming
Desirable
- Dehydrogenation of naphthenes to aromatics
- Isomerisation of paraffins and naphthenes
- Dehydrocyclisation of paraffins to aromatics
Non-Desirable
- Hydrocracking of paraffins to lower molecular weight compounds
Dehydrogenation & Dehydrocyclization: Highly endothermic, cause decrease in temperatures, highest reaction rates, aromatics formed have high B.P so end point of gasoline rises Dehydrogenation reactions are very fast, about one order of magnitude faster than the other reactions. The reaction is promoted by the metallic function of catalyst
Methyl cyclohexane → Toluene + H2
MCP→Benzene + H2
Dehydrocyclisation: It involves a dehydrogenation with a release of one hydrogen mole followed by a molecular rearrangement to form a naphthene and the subsequent dehydrogenation of the naphthene.
i-paraffins to aromaticsof paraffins
n-heptane à toluene + H2
Favourable Conditions: High temperature, Low pressure, Low space velocity, Low H2/HC ratio
Isomerisation: Branched isomers increase octane rating, Small heat effect, Fairly rapid reactions.
Favourable Conditions: High temperature, Low pressure, Low space velocity, H2/HC ratio no significant effect
n-Hexane → Neo hexane
Naphthenes dehydro-Isomerisation: A ring re-arrangement reaction, Formed alkyl-cyclohexane dehydrogenate to aromatics." Octane increase is significant, Reaction is slightly exothermic
Coking: Coking is very complex group of chemical reactions. Linked to heavy unsaturated products such as poly-nuclear aromatics. Traces of heavy olefines and di-olefines promote coking. High feed FBP favors coking. Poor feed distribution in the reactor promotes coking favored by high temperature
Hydrocracking: Exothermic reactions, slow reactions, consume hydrogen, produce light gases, Lead to coking, Causes are high paraffin conc feed
Favourable conditions: High temperature, High pressure
|
69 videos|121 docs
|
FAQs on Catalytic Reforming (Part - 1) - Chemical Technology - Chemical Engineering
| 1. What is catalytic reforming and how does it work? |  |
| 2. What are the main products obtained from catalytic reforming? | |
| 3. What are the advantages of catalytic reforming compared to other processes for gasoline production? | |
| 4. What are the key factors influencing the performance of catalytic reforming? | |
| 5. How does catalytic reforming contribute to the production of cleaner fuels and environmental sustainability? | |

|
4.72/5 Rating |

|
Dec 23, 2024 Last updated |

|
Explore Courses for Chemical Engineering exam
|
|
Semester Notes
,video lectures
,Previous Year Questions with Solutions
,Catalytic Reforming (Part - 1) | Chemical Technology - Chemical Engineering
,past year papers
,Sample Paper
,MCQs
,Summary
,Extra Questions
,Important questions
,Viva Questions
,study material
,ppt
,practice quizzes
,mock tests for examination
,Free
,Catalytic Reforming (Part - 1) | Chemical Technology - Chemical Engineering
,Exam
,shortcuts and tricks
,Objective type Questions
,Catalytic Reforming (Part - 1) | Chemical Technology - Chemical Engineering
;






Catalytic Reforming (Part - 1) Free PDF Download
Importance of Catalytic Reforming (Part - 1)
Catalytic Reforming (Part - 1) Notes
Catalytic Reforming (Part - 1) Chemical Engineering Questions
Study Catalytic Reforming (Part - 1) on the App
|
© EduRev
|
Education Revolution
|



|




