Welding - 2 | Mechanical Engineering SSC JE (Technical) PDF Download
| Table of contents |
|
| Chemical Welding |
|
| Thermite Welding |
|
| Solid State Welding Process |
|
| Radiant Energy Welding |
|
| Difference between Soldering and Brazing |
|
| Defects in Welding |
|
Chemical Welding
Gas Welding
• Oxygen cylinder valves are made of brass and acetylene cylinder valves are made by steel.
• Brass valve does not corrode so easily and that is why brass valve are used in oxygen cylinder.
• Acetylene is very dangerous gas because it can explode under its own weight.
• So calcium silicates is filled in the cylinder then acetone is poured.
• Acetylene is absorbed in acetone.
• The absorbing capacity of acetone increases by increasing pressure.
• So the pressure of acetylene cylinder is higher.
• Only stainless steel valves will be used in acetylene cylinders because acetylene by reacting with copper produce silicates in the cylinder when acetone is poured copper acetylene is formed which is an explosive.
Type of Flame
Neutral Flame
• Neutral flame produces hissing sound and the flame is used to weld low carbon steels and aluminium.
• If consists of nearly one to one ratio of acetylene and oxygen by volume.
• It consists of two part namely the inner core and outer envelope.
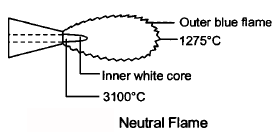
• Inner core is white in colour and outer envelope is blue in colour.
• The temperature of neutral flame is nearly 3150° C.
• It has clear luminous hissing cone indicating that combustion is complete.
Carburizing flame
• Carburizing flame contains unburned carbon and after solidification of weld the bead will have pitted surface over it and bead appear to be very hard and brittle.
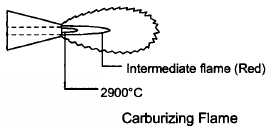
• This because lot of free carbon will be present in the flame.
• It is used to weld high carbon steels and cast irons.
• It does not produce any sound.
• This is because it contains unburned carbon and its temperature is lower than neutral and an oxidizing flame. If excess unburnt carbon finds its way to the molt then the weld puddle appears to be boiling.
Oxidizing Flame
• Oxidized flames are the hottest flames and it produces roaring sound.
• This flame has an excess of oxygen over the acetylene.
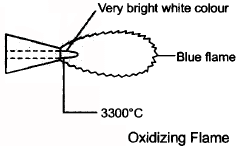
• It consists of a very short pointed white inner core and a short blue flame outer envelope.
• The reduction of length of the inner core is a measure of excess oxygen.
• This is the hottest flame produced.
• The flame is used for welding alloys of copper and zinc.
• The temperature of these flames is around 3480° C.

Primary Reaction
C2H2 +O2 ® 2CO+H2 - +Heat
Secondary Reaction
2CO+ 2H2 + 2O2 ® 2CO2 + 2H2O - +Heat
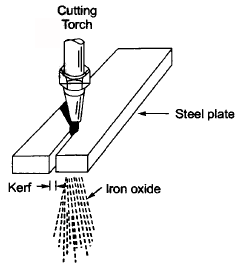
Gas Cutting
Iron is heated on one of its side to a kindling temperature (it is the temperature at which rapid oxidation material takes place). Cutting torch is moved and the flow of oxygen is suddenly increased in the desired direction. The melting point of iron oxide is much lower than iron. So gas cutting is an oxidation process not a melting process.
Aluminium can not be cut by this process. Steel can be cut by this process. To cut any metal following conditions have to be full filled.
1. The kindling temperature should be lower than the melting temperature of the metal.
2. The melting point of the parent metal should have higher temperature than the metal oxide which is formed by reaction with oxygen and it should be fluid in molten state so as to blow out easily.
3. It should have low thermal conductivity so that the material can be rapidly raised to its kindling temperature.
NOTE :
Welding process used in welding and repairing of railway track is known as
Thermite Welding
Resistance Welding
The category resistance welding (RW) covers a number of processes in which the heat required for welding is produce by means of electrical resistance across the two components to be joined. These processes have major advantages, such as not requiring consumable electrodes shielding or flux.
The heat generated in resistance welding is given by the general expression
The total resistance in these processes is the sum of the following properties
(i) The resistances of the electrodes.
(ii) The electrode - workpiece contact resistance.
(iii) The resistance of the individual parts to be welded.
(iv) The workpiece contact resistance.
The actual temperature rise at the joint depends on the specific heat and on the thermal conductivity of metals to be joined. For example metals such as aluminium and copper have high thermal conductivity and they require high heat concentration. The magnitude of the current in the resistance welding operations may be as high as 10,000 A. Although the voltage is typically only 0.5v-10v. The resistance welding is produced by means of electrical resistance across the two component to be joint. The heat generated is given by
H = I2RT
H- Heat generated in joules
I - Current in Amperes
R - Resistance in ohms
t - time of current flow in seconds.
The weld produces by resistance welding are normally without the addition of any filler material, electrodes and shielding gases.
Spot Welding
• In spot welding a pair of sheet is held between two electrodes.
• Indentation is produced over the sheet by applying the pressure on the electrodes.
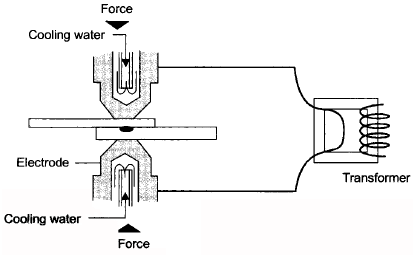
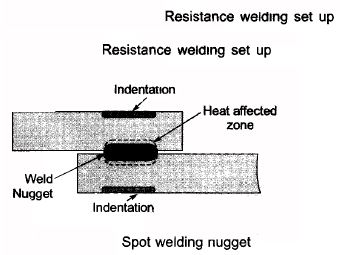
• Due to identation there is no air gap between electrode and sheet.
• Step down transformer are used in resistance welding.
• When a high current is passed through conductor, maximum resistance will be there at the interface between two sheets due to pressure of air gap.
• As a result of that material in both the sheets will be liqui fied and a spot will be formed.
Application
• Spot welding is mainly used for lap welding of thin sheets particularly in the welding of automobile and refrigerator bodies and high quality work in automobiles engines.
• For welding two sheets which differ in thickness always use smaller electrode tip diameter on the side of thicker work material.
• For welding the metals which differ in composition always use smaller electrode tip area on the side of high electrical conductivity material.
The diameter of the nugget is 
Height of the nugget is hn =2t – indentation
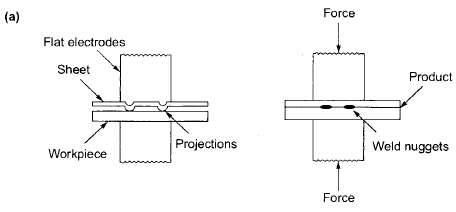
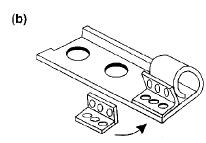
Projection Welding
• To make numbers of spot welds in one set up projection welding is used, (as shown in Figure)
• These projections are made by EMBOSSING process of flow of current.
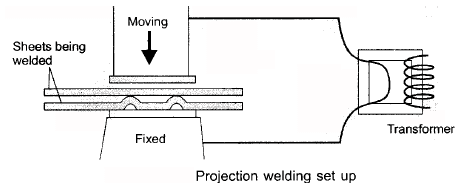
• The project materials become soft and the pressure on the electrode is suddenly increased and projection are allowed to collapse on other sheets.
• Equipment used for projection welding is similar to that for spot welding except that the rod electrodes are replaced by flat copper plates.
• Projection welding reduces the amount of current and pressure needed to achieve good bond between the two pieces.
Application
Spot welding equipment can be used for projection welding by modifying the electrodes. Although the embossing the workpiece adds expense, this process produces a number of welds in one pass, extends electrode life and is capable of welding metals of different thicknesses.
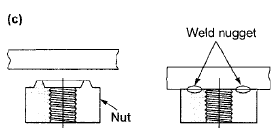
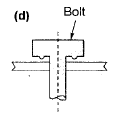
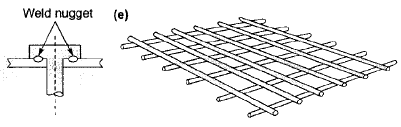
Nuts and bolts can be welded to sheet and plates by this process with projections that are produced by machining or forging. Joining a network of wires (such as the one making up metals baskets, grills oven racks and shopping carts) is also considered resistance projection welding, because of the many small contact areas at the grid intersections.
Seam Welding
• Seam welding is meant for making leak proof welds.
• To make overlapping spot weld (leak proof welding) electrodes are taken in the form of wheels.
• Such weld is known as stitch weld.
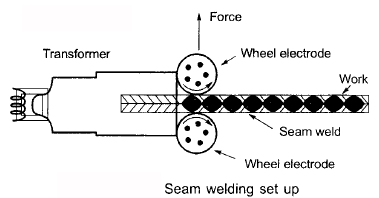
• To produce stitch weld at higher speeds seam welding is used.
• In seam welding electrodes used in the form of rollers or wheels.
• Pressure is applied to fuse metal properly into the nugget as in spot welding.
• Seam welding is continuous process.
• Electrodes gets overheated and hence need constant cooling.
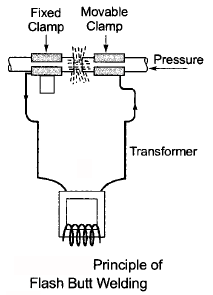
Flash Butt Welding
In flash butt welding, also called flash welding, heat is generated from the arc as the ends of the two members begin to make contact and developed and electrical resistance at the joints. After the proper temperature is reached and the interface begins to soften, an axial force is applied at a controlled rate and a weld is formed by
plastic formation of the joint. Some metal is expelled from the joint as a shower of sparks during the process.
Impurities and containments are squared out during this iterations. So the quality of the weld is good. A significant amount of materials may however be burned off during the welding process. Then it may later be machined to improve its appearance. The machines flash welding are usually automated and large, with a variety of over supplies ranging from 10 kVA to 1500 kVA.
Process Capabilities
The flash welding process is suitable for end to end or edge to edge joining of sheets of similar or similar metals 0.2 mm thick and for end joining of bar 1 mm - 75 mm in diameter. Thinner sections have a tendency to buckle under the axial force applied during welding. Rings made by forming processes such as shown in figure. This process is also used to repair broken band saw blades with the use of fixtures that mounted on
the band saw frame.
Typical applications are the joining of pipe and of tubular shapes for metal furniture and windows. It is used for welding the ends of coils of sheet or wire in continuously operating rolling mills.
• Two workpieces are held together with the help of electrodes.
• And very high current around 10,0000 A is passed through them.
• By the production of flash, oxide layer from the ends will be removed and material will also become soft.
• Weld is formed through plastic deformation.
• After applying high force weld is achieved and metal is expelled forming a rough flash around the joint.
• The process is extensively used for welding mild steels, medium carbon steel and alloys steels as well as non ferrous metal like aluminium and titanium.
• The process is suitable for end to end or edge to edge joining of sheets of similar or dissimilar metals.
Solid State Welding Process
Friction Welding
• The principle of this operation is changing mechanical energy into heat energy.
• Two samples are joined together along the axis by this process.
• One part is held in the chuck and the other is in the tail stock and the spindle is rotated at very high speed, (as shown in Figure)
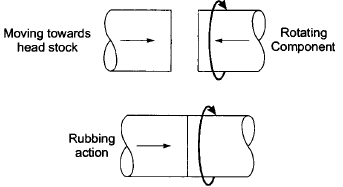
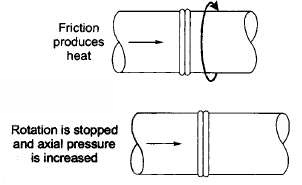
• The material near edges will become softer and once it reaches particular temperature break are applied and axial pressure is increased.
• Which load to cause forging action and hence welding.
• The shape of the weld joints depends upon the rotational speed and one the axial pressure applied.
• When the interfaces are first brought into contact, maximum power is required for breaking up the surface film.
• The power required than fall and remains nearly constant because joint is raised to welding temperature.
• Because of dissimilar metals and varying cross section can be joined by this process.
• The major applications of the process is in welding drill to the shank, welding engine values to stem, axle to its hub.
Application
Friction welding can be used to join a wide variety of materials. Provided that one of the components has some rotational symmetry. Solid or tubular parts can be joined by this method with good joint strength. Solid steel bars up to 100 mm in diameter and pipes up to 250 mm in outside diameter have been welded successfully by this process. The surface speed of the rotating member may be as high as 900 m/min. Because of the combined heat and pressure, the interface in friction welding develops a flash by plastic deformation of the heated zone. This flash of objectionable, can easily be removed by machining or grinding.
Ultrasonic Welding
• Heat affected zone is minimum in ultrasonic welding.
• High frequency vibration are being produced by a transducer and transported to the work.
• Higher the frequency of vibration, higher is the rate at which energy is transmitted.
• Load is applied on the sonotrode tip with the help of pneumatic, hydraulic or a spring actuated device.
• Due to ultrasonic energy oxide layer at the interface will be broken and there will be a fresh metal contact between the two work pieces.
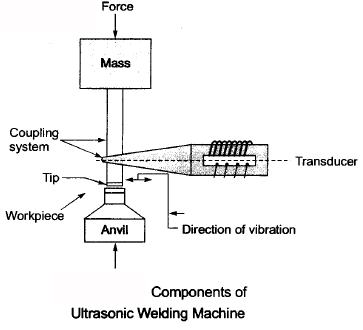
• The temperature generated in the weld zone is usually 30.50% of the melting point of base metal. The major application of process is in armature winding, aluminium wire connector in transducers and diodes.
Explosive Welding
• This method is used to join the plate along its surface.
• Two plate to be welded are placed at an inclination to each other (1° -10°)
• The thicker plate is called the target plate and the thinner plate is called flyer plate.
• The charge is exploded by a detonator placed at one end of flyer plate
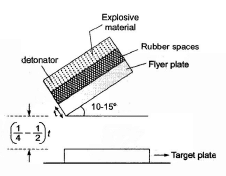
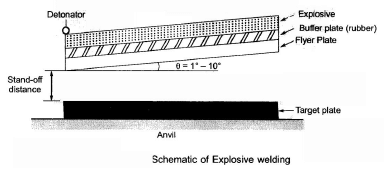
• When the charge exploded, the flyer plate moves towards the target plate.
• Stand off distance is being provided for initial movement of flyer plate.
• Under such high velocity and pressure the metal flow ahead of the joining front acting like a fluid jet resulting in a bond of the inter locking type.
• The application of this process is in tube to tube sheet joints in heat exchanger, weld to pipe joint.
• It is also used in welding of blocking of leaking tubes in boilers and also when two plates are to be joined along the surface etc.
• This is also used for adding a plate or slab with dissimilar metal.
Application
It is particularly suitable for cladding a plate of a slab with a dissimilar metal. Plates as large as 6 m × 2 m have been explosively clad. These plates may then be rolled into thinner sections. Tube and pipe can be joined to the holes in the head plates of boilers and heat exchangers by placing the explosive inside the tube; the explosion expands the tube. Explosion welding is inherently dangerous, so it requires safe handling by well
trained and experienced personnel.
Radiant Energy Welding
Electron Beam Welding (EBW)
• In EBW a beam of electrons is used to melt the metal where it has to be welded.
• Electrons are generated with the help of tungsten electrode and cup shaped cathode.
• These electrons are converged to beam by creating magnetic field with the help of field electrodes.
• This electrons has highly concentric energy and can melt the metal within no time.
• Work experiences deep penetration and very insignificant heat effected zone.
• This phenomenon is called key hole phenomena.
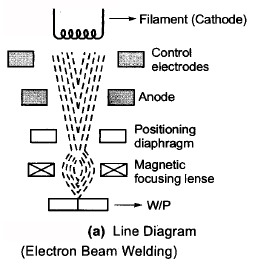
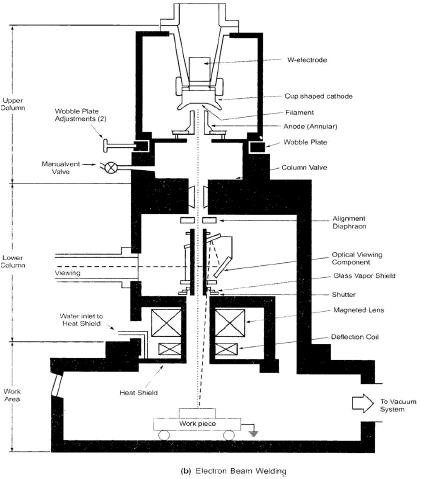
• Entire assembly is kept inside camber and Vacuum is maintained in it.
• This is because high energy electrons will collides with air particles will ionize and electrons will lose all there energy.
• This process is widely used in space industries nuclear missiles, aircraft industries, cluster gear welding etc. Entire assembly is kept in inside a chamber and vaccum is maintain in it.
Application
The EBW process has the capability of making high - quality welds that are almost parallel sided, are deep and narrow and have small heat affected zones. Depth to width range between 10 and 30. The sizes of welds made by EBW are much smaller than those of welds by conventional process . Using servo controls, parameters can be accurately controlled and welding speeds as high as 12 m/ min. Almost any metal can be built on lap welded with this process, at thickness up to 150 mm. distortion and shrinkage in the weld area is minimal. Weld quality is good and electronic components and of gears and shafts for the automotive industry.
Electron-beam welding equipments generates x- rays; hence proper monitoring and periodic maintance are essential.
Laser Beam welding
• In laser beam welding a concentrated coherent light beam impinges at the desire spot to melt and weld metal.
• Atom from the ground level are pumped to high energy level.
• For high energy level atoms come automatically to metastable state.
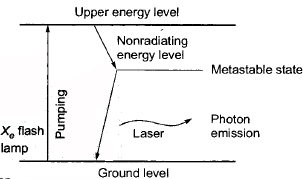
• Once there is sufficient population inversion atoms come to the ground level by emitting a bundle of energy called photon.
• When the upper level is sufficiently populated at expanse of lower level, than such a state is known as inversion.
The most useful laser for welding is the laser in which the lasing medium is mixture of CO2, nitrogen and helium in the ratio 1 : 1 : 10.
• It is used for welding Cu and Al alloys in electronic industries.
• Heat generated in this is less than electron welding.
• High reflective material can not be welded.
• These photons will be directed back and forth in the losing tube 98% reflecting lens means photons will not be allowed to come out, unless they are horizontal.
• Laser beam can be converged to a point laser emission is obtained when the upper level is sufficiently populated at the expense of lower level.
NOTE:
Such a state is known as proposition inversion and the method obtained is called pumping.
It can be done in air of flame they are
Neutral flame which have gases in ratio of 1 : 1 by volume.
Carburizing flame which have excess fuel gas (C2H2)
Oxidizing flame in which excess oxygen (O2) is used.
Radiant energy welding consists of electron beam welding and laser beam welding, welding accompanied with different type of defects they are welding porosity,
slug inclusion, incomplete fusion, weld spatter, cold cracking, hot cracking and under cutting.
Application
Laser beam welding produces welds of good quality, with minimum shrinkage and distortion. Laser welds have good strength and are generally ductile and free of porosity.
The process can be automated so as to be used on a variety of materials with thicknesses of upto 25 mm, it is particularly effective on thin workpieces.
Typical metals and alloys welded include aluminum, titanium, ferrous metals, copper, super alloys and the refractory metal. Welding speed ranges from 2.5 m/min to as high as 80 m/min. for thin metals.
Because of the nature of the process, the welding can be done in otherwise naccessible locations. Safety is particularly important in laser beam welding, because of the extreme hazards to the eye as well as the skin; solid state (YAG) lasers are particularly dangerous.
NOTE:
Major advantages of LBWover EBWare :
(a) A vacuum is not required, and so the beam can be transmitted through air.
(b) Laser beams can be shaped, manipulated and focused optically. So the process can easily be automated.
(c) The beams do not generates x - rays as apposed to EBW.
(d) The quality of the weld is better with less tendency for incomplete fusion, spatter and porosity and with less distortion.
Difference between Soldering and Brazing
SOLDERING
1. The melting point temperature of
filler material is less than 430 ºC and
it is also less than melting point
temperature of base material.
2. Filler material is an alloy of lead and
thin it is known as solder.
3. The strength of joint is less when
compared to brazing.
4. Used in electronic industry.
5. In soldering, the filler metal, called
solder, melts, called solder, melts at a
relatively low temperature.
6. Solders must have high wetting
capability and low surface tension.
7. Heat sources for soldering are
usually soldering irons, torches or
ovens.
BRAZING
1. The melting point temperature of
filler material is more than 430 ºC
but less than the melting point
temperature of base material.
2. Filler material is an alloy of
copper, zinc, Cu and silver. This is
known as Speller.
3. Strength is more.
4. Used in pipe fitting where leak
proof joints are required for
initiate light weight component.
5. Brazing is a joining process in
which a filler metal is placed at or
between the laying surfaces to be
joined.
6. The molten metal fills the closely
fitting space by capillary action.
7. Upon cooling and solidification of
the filler metal, a strong joint is
obtained.
Types of Joints
1. Butt Joint: Butt weld can be formed by welding plates end to end. the angle will be 135º - 180º.
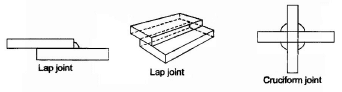
2. Lap joint: A lap joint is the one in which plates overlap each other. The angle will be 0º - 5º
3. T- joint : The angle of T - Joint is 5º - 90º.
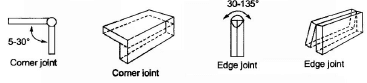
4. Edge joint : The angle of edge joint is 30º - 135º
5. Corner joint: the angle is 5º - 30º
6. Cruciform joint :

These are type of joints which can be prepared through different welding processes, Joints are prepared with an incident angle with root face and root gap as required for the plate thickness. The plates can be tack welding in position to prevent movement due to expansion and contraction during welding and tack welds must be strong enough to prevent movement of the plates.
Type of weld
1. Fillet weld
2. Groove weld
3. Spot
4. Seam
5. Surfacing
6. Plug.
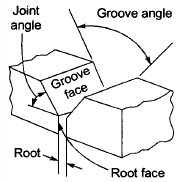
The root gap is provided to achieve full penetration while root face avoids burn - through due to excessive heat concentration at sharp edges. The groove angle is dependent upon proper fusion of the sides with the weld metal from the electrode.
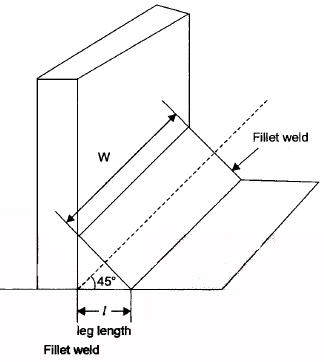
Fillet weld:
A = l cos 45º × W
It always fails in the minimum cross section due to shear.
So force = K' × A
K' = Yield strength in shear
Using intense source of heat energy or by giving work piece positive polarity of penetration extends in another work material, after solidification there will be a joint between the two materials. This is called plug weld.
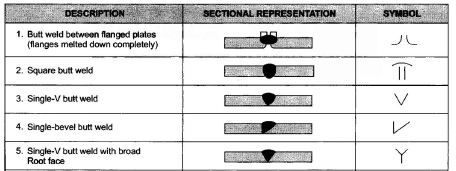
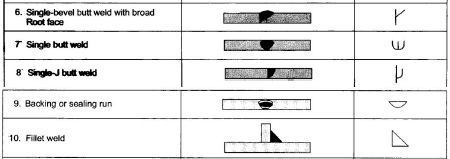
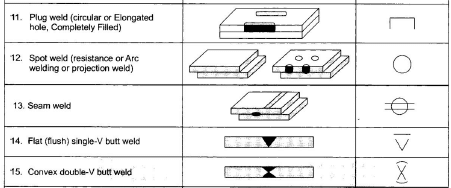
Welding Symbols
Some welding symbols are represented as below:

Defects in Welding
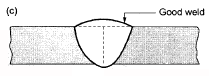
The ideal weld should be such that adequate fusion exists between the filler metal and edge preparation together with good penetration.
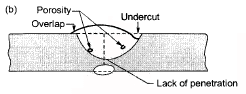
Porosity
• Porosity is caused by the entrapment of gas bubbles by the freezing dendrites during the cooling of the wed pool and occur essentially only in the weld metal or by containments.
• These are generally in the shape of spheres or elongated pockets.
• This can be reduced by proper selection of filler metals, by preheating the weld area, by proper cleaning the weld zone or reducing the welding speeds.
• Most welded joints contain some porosity, which is generally in the shape of sphere or of elongated pockets.
• The distribution of porosity in the weld zone may be random or the porosity may be concentrated in a certain regions.
• Porosity in welds can be reduced by the following practices
(a) Proper selection of electrodes and filler metals
(b) Improved welding techniques, such as preheating of the weld area or an increase in the rate of heat input.
(c) Proper cleaning, and the prevention of contents from entering the weld zone.
(d) Reduced welding speeds, to allow time for gas to escape.
Slag inclusion
• Inclusions may be caused by compounds such as oxides, fluxes and electrode coating material, which are trapped in the weld zone.
• If shielding is not provided properly the contaminants from atmosphere will contributre to such inclusions.
• This can be reduced by cleaning the weld bead, by providing enough shielding gas.
• Slag inclusion can be prevented by
(a) Cleaning the weld- bead surface before the next layer is deposited, by means of a wire brush
(b) Providing enough shielding gas
(c) Redesigning the joint so as to permit sufficient space for proper manipulations of the puddle of molten weld metal.
Incomplete fusion and penetration
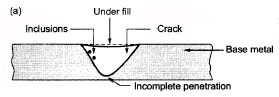
• It is usually caused by insufficient heat and too fast travel of torch or electrode
• Incomplete penetration occurs when the depth of the weld joint is insufficient.
• This can be avoided by raising the temperature of the base metal, cleaning the weld area and by proving enough shield gas.
• This can also be reduced by increasing the heat input, reducing speed, changing joint design and ensuring proper fit.
Under Cut
• It is the melting or burning away the base metal at the toe of the weld as sharpness or notch.
• Undercut can be as stress raiser and can reduce the fatigue strength of the joint.
• In such cases it may lead to premature failure.
• these undercuts are generally due to excessive weaving speeds.
Incomplete Fusion
• This is because of failure in fusing adjacent layer of weld metal together.
• This caused by failure to raise the temperature of base metal to its melting point or failure to remove oxides or other foreign material .
Overlapping
• It is the protrusion of weld metal beyond the root the weld and occurs due to insufficient travel speed which permits the weld puddle to move ahead of electrode, also due to insufficient angle.
Cracks
• Cracking is the most serious defect in weld since it can lead to premature failure perticularly in a dynamically loaded component.
• Crack occurs due to , temperature gradients that causes thermal stresses in weld zone, variation in the composition of the weld zone.
• This can be prevented by changing the joint design, by changing the parameters, procedures and the sequence of the welding process.
• It can also be prevented by preheating, the component and by avoiding rapid cooling of the weld components.
Lamellar Tears
• The work piece when tested at its thickness direction it is weaker alignment of nonmetallic impurities and inclusions.
• In welding rolled plates, these lamellar tears will appear because of shrinkage of the restrained components during cooling.
• This can be avoided by providing for shrinkage of the members.
Surface Damage
Some of the metals may spatter during welding and can be deposited as small droplets on adjacent surfaces. In arc welding processes, the electrode may inadvertently touch the parts being welded at places other Than the weld zone (arc strikes). Such surfaces discontinuances may be objectionable for reasons of appearance of the subsequent use of the welded parts.
If severe these discontinuity may adversely affect the properties of the welded structure, particularly for notch -sensitive metals. Using proper welding techniques and procedures is important in avoiding surface damage.
• This occurs due to spatter during the welding.
• Because of that small droplet of metal deposited on adjacent surface.
• By using proper welding techniques and procedures surface damage can be avoided.
Weld spatter
• This is due to high welding current and too low welding speed and arc blow.
Weldability
The weldability of a metal is usually defined as its capacity to be welded into a specific structure that has certain properties and characteristic and will satisfactory meet service requirement. Weldability involves a large number of variables, so generalization are difficult. As we have seen, the material characteristic of base metals
and the filler metal are important. Preparation of surfaces for welding is important; so are the nature and properties of the surface oxides films and of absorbed gases. The particular process employed significantly affects th e temperature developed and their distribution in the weld zone. Other factor are shielding gas, fluxes, the moisture content the coating on electrodes, welding speed, welding position and heat treating.
|
5 videos|103 docs|59 tests
|
FAQs on Welding - 2 - Mechanical Engineering SSC JE (Technical)
| 1. What is welding? |  |
| 2. What are the different types of welding? | |
| 3. What are the advantages of welding? | |
| 4. What safety precautions should be taken during welding? | |
| 5. What are the common defects in welding and how can they be avoided? | |

|
4.90/5 Rating |

|
Dec 26, 2024 Last updated |
|
5 videos|103 docs|59 tests
|

|
Explore Courses for Mechanical Engineering exam
|
|
MCQs
,mock tests for examination
,study material
,Welding - 2 | Mechanical Engineering SSC JE (Technical)
,Previous Year Questions with Solutions
,Important questions
,Welding - 2 | Mechanical Engineering SSC JE (Technical)
,past year papers
,Summary
,Semester Notes
,video lectures
,Viva Questions
,practice quizzes
,ppt
,Welding - 2 | Mechanical Engineering SSC JE (Technical)
,Extra Questions
,Exam
,Sample Paper
,Free
,Objective type Questions
,shortcuts and tricks
;






Welding - 2 Free PDF Download
Importance of Welding - 2
Welding - 2 Notes
Welding - 2 Mechanical Engineering Questions
Study Welding - 2 on the App
|
© EduRev
|
Education Revolution
|



|




