Metal Cutting - 2 | Mechanical Engineering SSC JE (Technical) PDF Download
Metal Casting
Up milling and Down Milling
In the up milling operation, cutter and the work piece movements are in opposite direction but in the down milling operation, both movements are in the same direction.
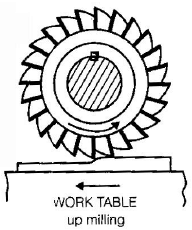
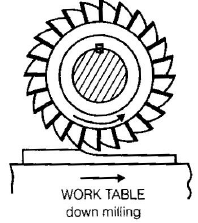
In the up milling operation, chip thickness varies from minimum to maximum and before machining, cutting edge will rub over the finished part so the surface finish produced is very poor. In up milling operation, hot chips remains in the tooth space and be there for considerable period of no significance in up milling because the fixtures are under tension opposite will be the case for down milling operation.
POWDER METALLURGY
Powder metallurgy technique is used to mix the material which does not form an alloy. Some of the major applications of the process are:
1. Filament of a bulb, tube.
2. Cutting tool and grinding wheel.
3. Nozzles for abrasive jet machining
4. Porous bearing or self lubricating bearing
5. Filters used in casting process.
6. Friction material in anti-lock braking system (ABS)
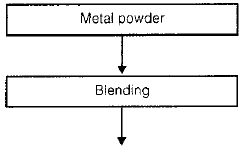
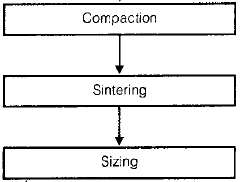
Sequence of Processes in powder metallurgy
1. Methods of Making Metal Powders:
• Metal Crushing and pulverizing: Brittle materials can be converted into powder by crushing. If the material is not sufficiently brittle, its temperature is decreased.
• Atomization: Ductile materials of the materials having low melting point, can be converted into powder by this method. Liquified materials is poured over a high speed rotating disk. Due to the centrifugal action, liquid metal comes down in the form of very fine droplets. The material can also be sprayed by using a plasma torch.
• Corrosion:When stainless steel is kept in the environment of sulphuric acid and copper sulphate, it dissolves and settles down at the bottom of tank. But this method takes time.
2. Blending: By mixing the lubricant with powders, a layer of lubricant will be deposited over the particles. This will increase the interaction between them and as a result of that powder can be given some shape called green compact. This is called as green because it is freshly prepared.
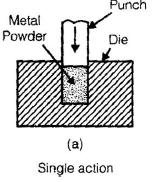
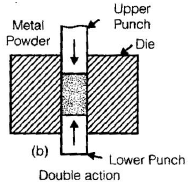
3. Compaction: It is also called as iso-static pressing. To give initial strength to the green compact, powder is pressed on a press. Variation in the properties of compact will be more when the compaction is done on a single or a double action press. But on a double action press, properties will be more uniform. Smaller is the size of particle, better will be under diffusion and the compact will be stronger. If the particle size is smaller, the strength will be better because more area will be under diffusion.
4. (a) Pre-sintering: Compact is heated and due to that lubricant on the surface of particle will burn. Characteristic of lubricant should be such that after burning, it should not leave any residue. This provides the localized heating which increases the extent of diffusion between the particles. When Presintering is clubbed compaction, it is called Hot Iso-static Pressing. Rough particles give better strength as interlocking among the particles is better.
(b) Sintering: In the sintering stage, compact is heated to 60-70% of the melting point of the base metal. This increases the extent of diffusion between the particles. Those powder which could not form interlocking and whose melting point are below this temperature, they will be liquified and will fill up the voids. When the compact is a mixture of large number of powders having large difference in their melting point two or three stage melting process is performed. After Sinteriding machining, product appears to be very hard and brittle, so normally no machining is advisable but to give some simple shapes to the part sizing is performed. Powder metallurgy can only be applied for
mass production because of expensive tooling arrangement.
JIGS AND FIXTURES
Jigs and fixtures are the auxiliary devices used in mass production, Fixture locate the work piece and Jig along with location, guides the tool. Jigs are used in drilling, boring, reaming etc. and fixtures are used in milling, shaping etc.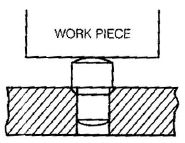

SCREW THREAD MANUFACTURING
Methods of producing screw threads:
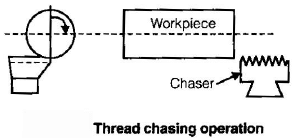
1. Thread Chasing: Producing screw threads over a lathe is called Thread Chasing and the hard automated lathe dedicated to produce screw threads is called Swiss Automat. A wire is fed through the spindle. it is turned, threads are being produced and by using a parting tool. The screw is cut off from the wire.
2. Die Threading: External screw threads over pipes are cut by Die Threading. If the size of pipe increases beyond a certain value, the process cannot be used to create threads. If there is any change in the thread parameter, a different set of dies will be required.
3. Tapping: It is a process of creating internal threads manually. Different sizes of taps are available and a set consists of three sizes. If there is any change in the pitch or thread angle a separate sets of dies will be required similarly external threads can be cut by using dies. Relatively accurate threads are produced by dies.
4. Thread milling: Thread milling is employed when the screw threads finish very near to the shoulder of the work or the diameter is too large.
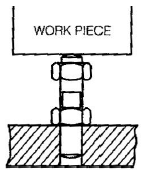
5. Thread Rolling: A work blank is pressed between either two flat dies or three circular die process and threads are produced by plastic deformation process.
Materials for Gears
1. Cast Iron: Large size gears are produced by casting process by this material. Care should be taken that on such gears, fatigue load should not appear.
2. Steel: Since the material has good load carrying capacity, such gears are used in power transmission.
3. Bronze: In worm gear drives, since heavy sliding loads appear, and bronze is very resistant to sliding loads, it is used to make Worm Gears.
4. Plastics: Used in noiseless operations like toys.
5. Aluminium: Aluminium is used where lightness of the assembly is the criteria but much power cannot be transmitted by these gears.
6. Nylon: Used in Xerox machines. These gears produce noiseless operation and can also carry small amount of loads.
Machining of Gears
Gear Milling: Gear cutting on milling can be performed either by using a slab milling cutter or end milling cutter. All types of gears including bevel can be produced by milling operation. Gears produced by milling operation are not very accurate.
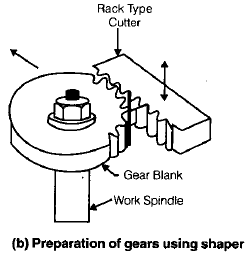
Gear Shaping: In the rack type cutter, once all the cutting edges are covered by the work blank, rack is with drawn and the work is indexed. So, the gears produced are not very accurate. But with pinion type cutter, once the required tooth depth is achieved, rotary motions are given to both pinion and work and as a result of that, it is a continuous process. So, the gears produced are very accurate. Internal gears are also cut by this method. Both helical and spur gears can be cut by this procedure.
Broaching: Splines broaches are used to produce gears. Initially, a pilot hole has to be drilled and a broach is pulled through it. All the teeth will be produced simultaneously. For producing external gears, pot broaching is used. Both helical and spur gears can be produced.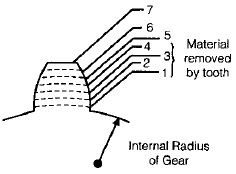
Gear Hobbing: Hob is in the shape of splined screw thread with a leading edge. Hobbing process is very versatile because by changing the angle between the work and hob helix angle of work can be changed. The process is not used to produce internal gears and gears up to shoulders. It is fastest process by which gears can be machined.
New page
Non Traditional Machning Methods
Unconventional machining
Machining process
The machining process described in this section removes material by chip formation, abrasion or microchipping. There are situations, however, where these processes are not satisfactory economical, or even possible for the following reasons:
- The hardness and strength of the material is very high or the material is too brittle.
- the shape of the part is complex, including such features as internal and external and external profiles or small diameter holes in fuel injection nozzle.
- Surface finish and dimensional tolerance requirement are move rigorous than those obtain by other processes.
| Energy | mechanics of Material removal | Source | Process |
| Mechanical | Plastic shear Erosion | Mechanical motion of job/tool Mechanical/fluid motion | Conventional machining AJM,USM |
| Electrochemica | lon displacement | electric current | ECM |
| Mechanical and electrochemical | Plastic shear and ionic displacement | Electric current and mechanical motion | ECG |
| chemical | correosive reaction | Corrosive agent | Chemical Machining (CHM) |
| Thermal | Fusion and vapourization | Electric spark | EDM |
| High speed electrons | EBM | ||
| Power full radiation | LBM | ||
| lonized substance | IBM | ||
| High temp plasma | PAM | ||
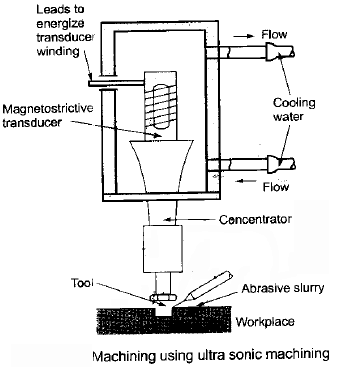
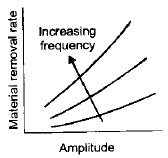
Ultrasonic Machining (USM)
• Ultrasonic means those vibrational waves having a frequency above the normal heaving range.
• In this method a slurry of abrasive grains are hammered on to the work surface by vibrating tool normal to work surface removing work piece material
in the form of extremely small chip.
• Tool is fed gradually towards work by feed mechanism.
• In ultrasonic machining the abrasives are suspended in a fluid medium to form a slurry water is the most commonly used fluid. Other liquid used are benzene, oils etc.
In brittle materials, these impact stresses are sufficiently high to cause microchipping and erosion of the workpiece surface, Ultrasonic machining is best suited for material that are holed and brittle such as ceramics, carbides, preclous stones and hardened
steels.
Advantages:
• it operates at very low noise or no noise.
• Equipment used in the operation can be operated by skill as well as unskilled labor.
• Heat generation is negligible.
• Good surface finish and high accuracy
• Every material can be machined irrespective of conductivity.
Disadvantages:
• Material removal is very low.
• Energy require for cutting is very high.
• softer material is difficult to machine
(a)
(b)
Application:
• It is normally used for making dies.
• It is also used for machining hard carbides glasses and precious stones.
• it is also used for dental application.
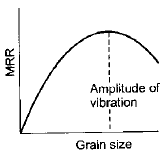
Abrasive Jet Machining principle
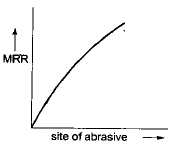
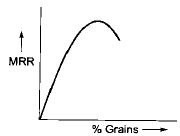
- The fundamental principle of abrasive jet machining involves the use of high velocity stream of abrasives particles carried by a high pressure gas through nozzle on the work piece.
- Metal removal occurs due to erosion by the abrasive particles impacting the work surface at high speed.

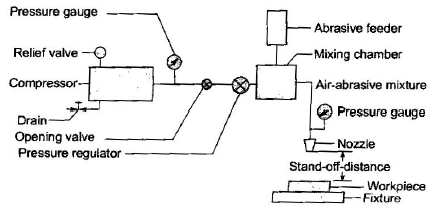
In abrasive jet machining (AJM), a high velocity jet of dry air, nitrogen or carbon dioxide, containing abrasive particles, is aimed at the work piece under controlled conditions. The impact of the particles develops a sufficiently concentrated force to perform operation such as cutting small holes, slots or intricate patterns in very hard or brittle and nonmetallic material deburring removing small flash from parts, trimming and beveling, removing oxides and other surface films and general cleaning of components with irregular surfaces.
The gas suply pressure is on the order of 850 KPa and the abrasive jet velocity can be as high as 300 m/s and is controlled by a value. The hand held nozzle are usually made of tungsten carbide or silicon carfide. The abrasive size is in the range of from 10
to 50 mm. Because the flow of the free abrasive tends to round off corners design for abrasive jet machining should avoid sharp corners; also holes made in metals parts tend to be tapered.
Those are some hazard involved in using this process because of air borne aprticulates. This porblems can be a voided by usign the abrasive water jet machining process.

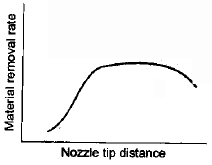
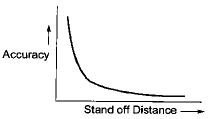
Nozzle tip distance (NTD)
• Distance between work piece and the tip of the nozzle is called nozzle tip distance. It varies from 7 to 13 mm.
• Nozzle are subjected to hgih degree of wear so they are made of hard material like tungsten carbide or ceramics.


Electric Discharge Machining (EDM)
The principle of electrical discharge machining (EDM) also called electro discharge spark erosion machining, is based on the erosion of metals by sparks discharge. We know that when two current conducting wires are placed near a spark develop and hence intense heat is generated near the gone which evaporated the materials in sparking zone
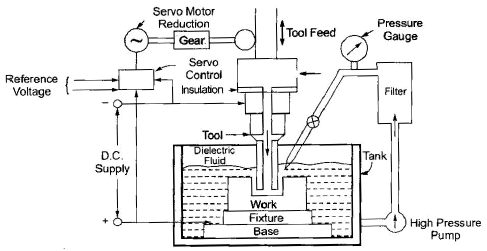
Principle of Operation
The basic EDM system consists of a shaped tool (electrode) and workpiece (as shown in figure ) connected to a dc power supply and placed in a dielectric (Electrically non conducting) fluid. When the potential difference between the tool and the the workpiece is sufficiently high, a transient spark discharges through the fluid, removing a very small amount of metal from the workpiece surface the capacitor discharge is repeated at rate of between 50 kHz and 500 kHz with voltage usually ranging between 50 V and 380 V and current from 0.1 A to 500 A.
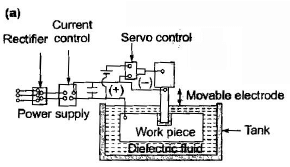
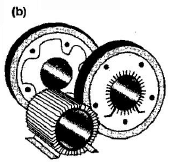
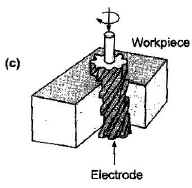
(a) The electrical discharge machining process (b) Examples of cavities produced by the electrical discharge machining process, using shaped electrodes (c) A spiral caivity produced by EDM using a slowly rotating electrode, similar to a screw thread.
The most common dielectric fluids are minerals oils, although kerosene and distilled and deionized water are also used in specialized applications.
The EDM process doesn't involve mechanical energy, the hardness, strength and toughness of the workpiece material don't necessarily influece the metal removal rate. The frequency of discharge or the energy per discharge is usually varied to control the removal rates as are the voltage rate and surface roughness increases with increasing current density and decreasing frequency of sparks.
Tool wear is an important factor because it affects dimensional accuracy and the shape produced. Tool wear is related to the melting points of the materials involved; the lower the melting point the greater the wear rate.
Consequently, graphite electrode have the highest wear resistance. Tool wear can be minimized by reversing the polarity and using copper tools, a process called Nowear
PROCESS CAPABILITIES
Electrical discharge machining has numerous applications, such as the production of die cavities for large automotive body components (die sinking machining centres) deep small diameter holes with tungsten wire as the electrode, narrow slots in parts, turbine blades and various intricate shapes.
Uses of Dielectric Fluid
• It acts as a vehicle to drive away the chips and thus preventing them from sticking to the surface of tool.
• It helps in increasing the MRR by promoting spark between tool and work.
• It also act as a coolant medium.
• EDM process is also called spark erosion machining where the material is removed by erosion or repeated sparks.
• It is high voltage and low current process.
Tool Material
• In EDM tool also erodes due to spark hence the selection of tool depends upon wear ratio, ease of tool fabrication and cost of material.
• The most commonly used electrode material are: Cu, Tungsten alloys, Cost iron, Steel etc.
Wire Cut EDM
• used for cutting sheets into complex shapes.
• Instead of moving electrode-a moving mire is used
• Work table should have moments in x and y-axis to cut the plate in desired shape.
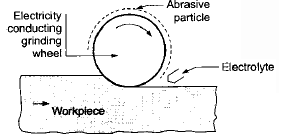
Electric Discharge Grinding (EDG)
• Its similar to EDM except that the electrode is rotating wheel (usually graphite)
• Here also the complete workpiece is immersed in dielectric fluid and is fed past the wheel by servo controlled table.
• Metal chips are flushed along by the dielectric fluid carried through the cutting area by the wheel rotation.
Application
• Grinding carbide and steel without wheel loading.
• Grinding thin sections without distrotion.
• Grinding brittle parts without fracturing.
Electro Chemical Machining
Electrochemical Machining (ECM) is basically the reverse of electroplating. An electrolyte acts as current carrier and the high rate of electrolyte movement in the tool workpiece gap washes metal ions away from the workpiece before they have a chance to plate onto the tool (Cathode). The cavity produced is the image of the tool.
Modification of this process are used for turning facing slotting, trepanning and profiling operations in which the electrode becomes the cutting tool.
Main Function of Electrolyte
• Complete the electrical circuit between the tool and the work piece and allow large current to pass through it.
• To carry away the heat and waste product of reactions.
• Allow electro chemical reaction at a faster rate.
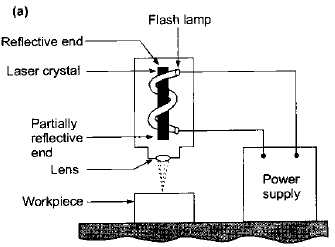
Laser Beam Machining
In laser beam machining (LBM) (as shown in figure (a)) the source of energy is a lesser, which forces optical energy on the surface of the workpiece. The highly focussed high density energy melts and evaporates portions of the workpiece in a controlled manner. This process, which does not require vaccum is used to machine a variety of metallic and non metallic materials.
There are several type of laser used in manufacturing operations.
(a) CO2 (Pushed or continuous wave)
(b) Nd : - YAG (neodymium)
(c) Nd: Glass ruby
(d) Exclaimer lasers.
Important physical parameter in LBM are the reflexivity and thermal conductivity of the workpiece surface and its specific heat and latent heats of melting and evaporations. The lower these quantities, the move efficient the process the surface produced by LBM is usually rough and has a heat affected zone which in critical applications may have to be removed or heat treated. Kerf width is an important consideration, as it is in other cutting process, such as sawing, wire EDM and electron beam machining.

Laser beams may be used in combinationwith a gas stream such as oxygen, nitrogen or organ (Laser beam Torch) for cutting thin sheet material. High pressure, insert gas asserted laser cutting s usedf for stainless steel and aluminium. it leaves an oxide free edge than can improve weldability gas streams also have the important function of blowing away molten and vaporized material from the workpiece material from the workpiece surface.
Electron Beam Machining
The source of energy in electron beam machining (EBM) is high-velocity electrons, which strike the surface of the workpiece utilize voltage in the range of 50 kV-220 kV to accelerate the electrons to speed of 50% to 80% of the speed of light. Its application are similar to those of laser beam machinin except that EBM requires a vaccum.
Consequenctly, it is used much less than laser beam machining
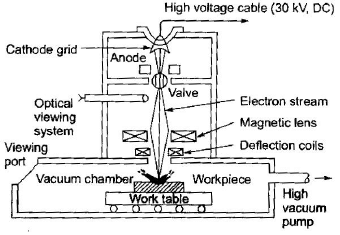
Electron beam machining can be used for very accurate cutting of a wide variety of metal. Surface finish is better and Kert width is narrower than that for other thermal cutting process the interaction of the electron beam with the workpiece surface hazardous X-rays; equipment should therefore,be used only by highly trained personnel.
NOTE:
MRR : ECM > EDM > USM
Tool Wear : USM > EDM > ECM
Water Jet Machining
• Water-jet alone (Without abrasives) can be used for cutting.
• Thin jets of high pressure and high velocity have bean used to cut materials such as wood, coal, textiles, rubber, rocks, concrete, asbestos and leather.
• The mechanism of MRR is by erosion,
• When high pressure water jet emerges of a nozzle, it attains a large kinetic energy.
• When this high velocity jet strikes the workpiece, its kinetic energy is converted into pressure energy inducing high stresses in the work material.
• When the induced stress exceeds the ultimate shear stress, the material removal takes place.
Plasma Arc Machining
A plasma is a high temperature ionized gas. The plasma are machining is done with a high speed jet of a high temp. Plasma . The plasma jet heats up the workpiece where it impinges. causing a quick melting, PAM can be used on all material. Which conduct electricity, inducing those which are resistance to any fuel gas cutting. The process is extensively used for profile cutting of stainless steel, normal and super alloys plates.
A plasma is generated by subjecting a flowing gas to the electron bombardment of an arc. For this, the arc is set up between the electrode and the anodic nozzle; the gas is forced to flow through this arc.
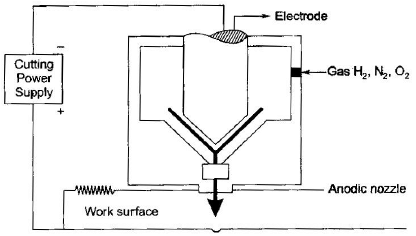
The high velocity electrons of the arc collide with the gas molecules, causing a dissociation of the diatomic molecules or atoms into ions and electrons resulting in a substantial increase in the conductivity of the gas which is now in plasma state. The free electrons subreferently, accelerate and cause more ionization and heating. Afterward a further increase in temp takes place when the ions and free electrons recombine into atoms on molecules following an exothermic process.
So a high temp. plasma is generated which is forced through the nozzle in the form of a jet.
The mechanism of material removal is based on (i) heating and melting (ii) removal of the molten metal by blasting action of plasma jet.
Material application – All conducting materials.
Slope application - Cutting plates
Limitation - Low accuracy.
|
5 videos|103 docs|59 tests
|
FAQs on Metal Cutting - 2 - Mechanical Engineering SSC JE (Technical)
| 1. What are the different methods for metal cutting? |  |
| 2. What factors should be considered when selecting a metal cutting method? | |
| 3. What are the advantages of laser cutting for metal? | |
| 4. What safety precautions should be taken when performing metal cutting? | |
| 5. What are some common challenges in metal cutting? | |

|
4.68/5 Rating |

|
Dec 26, 2024 Last updated |
|
5 videos|103 docs|59 tests
|

|
Explore Courses for Mechanical Engineering exam
|
|
Free
,Metal Cutting - 2 | Mechanical Engineering SSC JE (Technical)
,Important questions
,Sample Paper
,Semester Notes
,Exam
,MCQs
,ppt
,Summary
,shortcuts and tricks
,video lectures
,Viva Questions
,study material
,Extra Questions
,practice quizzes
,Metal Cutting - 2 | Mechanical Engineering SSC JE (Technical)
,Previous Year Questions with Solutions
,Objective type Questions
,past year papers
,Metal Cutting - 2 | Mechanical Engineering SSC JE (Technical)
,mock tests for examination
;






Metal Cutting - 2 Free PDF Download
Importance of Metal Cutting - 2
Metal Cutting - 2 Notes
Metal Cutting - 2 Mechanical Engineering Questions
Study Metal Cutting - 2 on the App
|
© EduRev
|
Education Revolution
|



|




