Gas Processing and Polymerization | Chemical Technology - Chemical Engineering PDF Download
11.1 Introduction
- In this lecture, we present an overview of light end processing followed with gas processing and polymerization processes in the refinery
- Gas fraction is produced from various units. Some of them are o Crude distillation unit
- Catalytic cracking unit
- Catalytic reforming unit
- Hydrocracking unit
- Coking unit
- The light end streams are classified as
- Streams rich in Butane: Sold as calor gas or LPG. Used internally for blending and alkylation units (isobutane only)
- Streams rich in Propane
- Light ends rich in olefins.
- We have already studied alkylation and isomerisation as important gas processing operations. Now we will study the additional units namely gas processing and polymerization units.
11.2 Gas processing technology ( Figure 11.1)
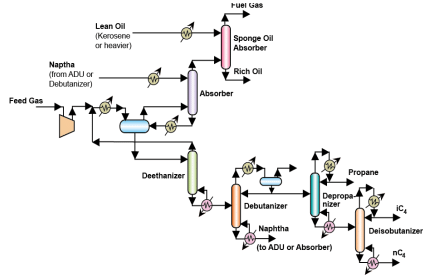
Figure 11.1 Gas Processing Technology
- The objective of gas processing is to produce ethane and methane.
- The produced ethane and methane is to serve later for fuel gas or hydrogen production
- The gas processing section consists mainly of two different sections
- Absorption using Naphtha and kerosene:
- First, collected gases are compressed to be fed to an absorption.
- The purpose of naphtha is to absorb heavier hydrocarbons in the gas fraction. These are C3s and C4s in the feed stream. To carry out absorption, first the gases are cooled and fed to a phase separator to facilitate early separation of lighter and heavier fractions.
- From the phase separator two streams emanate namely a gas stream and a liquid stream.
- The gas stream is fed to an absorber unit where naphtha is used as a solvent to absorb the left heavier hydrocarbons in the gas.
- The naphtha rich with hydrocarbons is fed to the phase separator so as to stabilize the naphtha stream.
- The gas from the absorber is fed to a second absorber where lean oil (such as kerosene) is used as a solvent to absorb any heavier hydrocarbons other than the methane and hydrogen. Eventually, fuel gas is produced as the gas product from this absorption. The other product from the absorber is the rich oil stream
- Naphtha rich stream processing:
- The liquid product from the phase separator is fed to a deethanizer which generates ethane rich stream as the top product. This stream is recycled back to the gas processing unit i.e., mixing with the feed and subjected to cooling followed by phase separator.
- The bottom product from deethanizer is naphtha rich stream with butanes and propanes.
- This stream is subjected to fractionation using debutanizer, depropanizer and deisobutanizer to obtain propane, isobutane and naphtha. The stabilized naphtha can be used for absorption purposes.
11.3 Olefin Polymerization
- Olefin polymerization to yield polymer gasoline is primarily carried out to obtain polymers with good octane numbers.
- The octane number of the polymer gasoline product is not greater than the octane number of the products produced from reforming and alkylation. Instead, comparatively poor quality product is obtained. But for the sake of enhancing octane number polymerization is carried out.
- On the other hand, polymer gasoline has more vapour pressure than the corresponding alkylation products. Therefore, in both ways, polymer gasoline product quality is lower than that obtained from the alkylation unit.
- Typical feedstocks for polymerization process are C3 and C4 olefins that are obtained from catalytic cracking
- The end product from polymerization reactor is a dimer or a trimer of the olefins.
11.4 Reaction mechanism&Operating conditions
Reaction mechanism comprises of four basic steps
- Carbonium ion formation (Step 1): Here, olefin reacts with acid catalyst to yield carbonium ion.
- Additon reaction (Step 2): Carbonium ion reacts with olefin to generate intermediate carbonium ion
- Regeneration (Step 3): The intermediate carbonium ion converts to the dimer and generates back the proton on the catalyst surface
- Isomerization (Step 4): Straight chain proton substituted olefins convert to isomeric carbonium ions.
- Catalysts used: Acid catalysts (H2SO4) are used.
- Temperature: 150 – 220 oC are used. Too high temperatures give tar deposits.
- Pressure: 25 – 100 atms
11.5 Olefin polymerization process technology (Figure 11.2 )
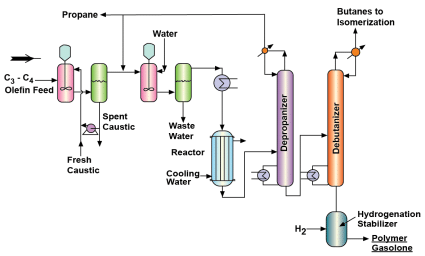
Figure 11.2 Flow sheet of Olefin Polymerization Technology
- Caustic wash: C3-C4 olefin feed subjected to caustic wash to remove H2S and other sulphur compounds (such as mercaptans). These tend to poison the catalyst.
- Water scrubbing: Eventually water scrubbing is carried out to remove dissolved impurities and generate waste water.
- Polymerization reactor: The reaction mixture is heated, compressed and fed to a polymerization reactor. The reactor design is a shell and tube type design where catalyst is placed in the tube for the reaction to take place and cooling water is circulated in the shell side to control the temperature increase due to the exothermic reaction.
- Fractionation: Subsequently, the reactor product is fed to a depropanizer and debutanizer to produce propanes, butanes and polymer gasoline. The polymeric product is further stabilization using hydrogenation stabilizer which converts any freely available double bonds to single bonds. The end product is polymer gasoline
- The propane produced is partially recycled to the reactor and the other part taken out as a product.
11.6 Technical questions
1. Why is the deethanizer top product recycled to the cooler followed with phase separator?
Ans: The deethanizer top product consists of ethane rich stream but not a pure product. Therefore, instead of further distillation of the fraction, it is sent to the phase separator. This means that ethane is not produced as a product here. This is also practised in the refinery. Also, there are refineries that produce ethane as a product. It all depends on the subsequent operation that the refinery plans with the ethane generated.
2. Why the sequence is followed to remove ethane, propane, butane and isobutene?
Ans: This is an important question that one should understand. From a mixture of ethane, propane, butane and isobutane in naphtha, the easiest to separate is ethane followed with propane, butane and isobutane. Therefore, isobutane separation is the toughest.
3. Why is naphtha rich with heavier hydrocarbons sent to the phase separator?
Ans: The naphtha stream rich with heavier hydrocarbons is not a stream that consists of only heavier hydrocarbons. It also consists of lighter hydrocarbons. This is the problem we face always in chemical industry. Textbooks always enable a student to understand two component absorption, but in the real world we deal with multicomponent systems. The basic problem in multicomponent process is that we cannot dictate the absorption of a particular component only. For instance, when we absorb a mixture of NH3 and CO2, we see that both NH3 and CO2 get absorbed. We cannot dictate to the process to say that only NH3 gets absorbed. Therefore, since it is possible that naphtha could absorb lighter hydrocarbons also due to the existing absorption factors for various components. Henceforth, it is important to note that naphtha rich with hydrocarbons needs to be stabilized. This stabilization requires either stripping or any other operation. By bringing in stripping, we are complicating of using another distillation unit and once again energy requirements for that column. Instead of that, simply the naphtha is fed to the phase separator to enable the stabilization of naphtha in the phase separator itself.
4. What modification you can think in the polymerization reactor process instead of using a shell and tube design?
Ans: Well, this is an important question. If we analyze the shell and tube design, we want to achieve simultaneous cooling of the olefin stream in the tube. Instead of cooling, we can also try cold shot technique or diluent in the stream. When diluents is used, then the diluents or inert carrier needs to be separated and its an additional task in the process. Therefore, the best possibility is to target either a cold shot feed or a cold shot product with recycle. Since conversions are low, doing cold shot with feed is not beneficial. Therefore, cold shot product will be the optimal arrangement to replace the shell and tube design. In that case, the product should be cooled and send back to the reactor.
5. Can optionally propane be fed to the polymerization reactor?
Ans: Few process flowsheets involve propane as well fed to the polymerization reactor, but conversions are expected to significantly low for propane. Therefore, as such much gain will not be there by feeding propane to the polymerization reactor.
|
69 videos|121 docs
|
FAQs on Gas Processing and Polymerization - Chemical Technology - Chemical Engineering
| 1. What is gas processing and polymerization in chemical engineering? |  |
| 2. What are the main processes involved in gas processing? | |
| 3. How is polymerization used in chemical engineering? | |
| 4. What are the challenges faced in gas processing and polymerization? | |
| 5. How does gas processing and polymerization contribute to the energy and chemical industries? | |

|
4.80/5 Rating |

|
Dec 23, 2024 Last updated |
|
Explore Courses for Chemical Engineering exam
|
|
practice quizzes
,Viva Questions
,past year papers
,Exam
,Free
,Summary
,Previous Year Questions with Solutions
,MCQs
,Gas Processing and Polymerization | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,Sample Paper
,study material
,Objective type Questions
,Extra Questions
,video lectures
,mock tests for examination
,Gas Processing and Polymerization | Chemical Technology - Chemical Engineering
,ppt
,Gas Processing and Polymerization | Chemical Technology - Chemical Engineering
,Semester Notes
,Important questions
;






Gas Processing and Polymerization Free PDF Download
Importance of Gas Processing and Polymerization
Gas Processing and Polymerization Notes
Gas Processing and Polymerization Chemical Engineering Questions
Study Gas Processing and Polymerization on the App
|
© EduRev
|
Education Revolution
|



|




