Gasification of Coal, Petrocoke And Biomass | Chemical Technology - Chemical Engineering PDF Download

Gasification of Coal, Petrocoke and Biomass
Gasification of coal, petrocoke, biomass and other carbonaceous materials to produce synthesis gas has gained significant economic and environmental importance in the recent years. Although the technology of gasification or partial oxidation of heavy feedstock is quite established for over half century, however the technology of gasification has undergone continuous developments over years to tackle higher ends of refinery bottoms, petrocoke, coal and biomass
Gasification of coal to produce coal gas goes to the end of 18th century when coal gas was used for heating and lighting. History of gasification is given in Table M-II 3.1.However with the availability of natural gas and petroleum products at cheaper rate the interest in coal gasification dwindled. However due to increasing cost of oil and gas and the availability of petrocoke and look for alternative feed stock for gasoline and petrochemical, interest was renewed in coal gasification. Coal gasification is now used by surface and underground gasification. Gasification of biomass is also getting interest during recent years because of availability of biomass in abundance
India has estimated coal reserves of 253 billion tons and lignite around 28 billion tons and lignite around 28 billion tons. Indian coal is mainly non-coking anthracite and bituminous in nature with ash content of over 35percent. Gasification of coal offers as promising source of chemicals as well liquid fuel. The gasification of coal involves the conversion of coal to high content gas (CO and H2)
Gasification technology offers the cleanest and most efficient way to convert low and/or negative value carbon based feed stock to syngas. Indian context of gasification is given in Table M-II 3.2. Synthetic gas can ultimately replace natural gas for Industrial uses, electrical power generation and basic raw material to produce chemical and fuel oil. Commercial Success of Gasification Technology will depend on the advancement of technologies such as:
- Low cost oxygen production
- Syngas cleanup
- Cost effective separation of Hydrogen from C2
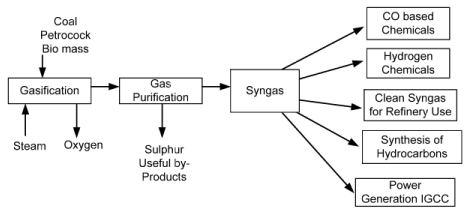
Gasification is the process of converting organic part of solid fuel to combustible gases of high heat value by interaction with steam and oxygen. Gasification converts the low value fuel to high heat value gas. Typical gasification flow diagram is shown in Figure M-II 3.1.
The feed for Gasification can be
- Gas (e.g., Natural gas)
- Liquid (e.g., Light or Heavy oils)
- Solid (e.g., Petroleum Coke, Coal, Lignite or Biomass).
Table M-II 3.1: History of Gasification
Period | Technology |
Before 1700 | Major fuels were Wood and Charcoal |
1700-1750 | Industrial revolutions - Coal as fuel |
1800-1900 | Coal Pyrolysis - Town gas supply, Water gas, Producer Gas |
1920 | Cryogenic air separation - Oxygen replaces air |
1926 | Winkler Fluidized Bed Gasifier |
1931 | Lurgi Moving Bed Gasifier |
1940 | Koppers-Totzek Entrained Flow Gasifier |
1950s | Texaco and Shell develop Oil Gasification |
1970s | Oil crisis |
1973 | Texaco develops Slurry Process for Coal Gasification |
1974 | Shell and Koppers-Totzek Pressure Gasification JV |
1981 | High Temperature Winkler Gasification |
1984 | Lurgi Slagging Gasifier (together with British Gas) |
1999 | Shell/Krupp-Uhde develops Pressurised Entrained; Flow (PRENFLO) Gasifier |
Beyond 2000 | Shell Gasification, GE Quench/PHR/FHR, Siemens, Chinese, GPE, Plasma, Headwaters |
Table M-II 3.2: Gasification – Indian Context
1940s | Wood Gasification | Wood | FACT - Cochin |
1945-1950 | Lurgi Fixed Bed | Coal | Sindri |
1960s | Winkler Fluidized Bed | Lignite | Neyveli |
1960s | Texaco | Naphtha | FACT - Cochin |
1970s | Krupp-Koppers Entrained Bed Atm. | Coal | RamagundamTalcher |
1970s | Shell | Fuel oil | Sindri |
1980s | Shell | Fuel oil | NFL - Bhatinda,Panipat, Nangal |
1980s | Texaco | Fuel oil | GNFC - Bharuch |
Under Ground Coal Gasification (UCG)
Under the process of UCG, gasification of coal happens in situ by controlled burning. About 350m3 of gas can be produced per tone of coal. Bye products of significant importance are hydrocarbon, phenols, anhydrous ammonia, and clean water. In UCG overcomes hazard of underground and open cast mining and ash/slag removal is not required as they remain in the cavities. Some of the advantages of UCG are tapping of energy from vast coal reserves which are not economically viable to mine, increased worker safety, low environmental impact, increased worker safety
Surface Gasification
Surface gasification involves reaction of coal with hot steam and controlled amount of air or oxygen under high temperature and pressure. Produces synthetic gas which can be used be the substitute of Natural gas, for power generation using low Btu gas as fuel, manufacture of chemicals and fertilizer and conversions to liquid fuel by GTL liquid.
Process Steps in Gasification
Various process steps involved in gasification are :
Feed Preparation: Wet feed system or dry feed system may be used in gasification. Wet feed system employ grinding and slurring with water and pumping to gasifier while dry system consist of grinding of the feed and employ lock hopers to pressurize the feed
Gasification: Gasification is carried out at temperature between 900-1100oC. carbon react with oxygen and steam to raw synthesis gas( CO and H2) and some minor by products which is removed to produce clean synthesis gas which can be used as fuel , for generation of steam and electricity or may be used as chemical feed stock.
Slag Handling System: The gasifier may be either slagging or non slagging.
Gasification in Petroleum refinery With increasing use of heavier crude and processing of heavy residue has resulted in increased production of tar, petroccoke and asphalt by various residues upgrading technologies processes like visbreaking, coking and deasphalting. These residues can be gasified for production of hydrogen, syn. gas, electricity ammonia and chemicals.. During recent years petrocoke gasification is getting interest by petroleum refiners for production of syn. gas which can be further process to separate hydrogen or can be used for production of useful chemicals.
Various types of gasifier used are mention in Table M-II 3.3 and shown in Figure M-II 3.2 below:
Table M-II 3.3: Various Type of Gasifier
Fixed bed | Fixed bed involves an upward flow of reaction gas through a relatively stationary bed of hot coal. The gas velocity is low. |
Moving bed gasifier | Moving bed gasifier operates counter currently where the coal inter the gasifier at the top and moves downward and slowly heated with the product gas. Gasification takes place in the gasification zone. |
Fluidised bed gasifier e.g., Winkler/KBR/U- GAS | Fluidised bed operates at higher gas velocities than fixed bed and uses smaller particle. The gasifier operates at atmospheric pressure and moderate and uniform temperature. |
Entrained flow gasifier | Entrained bed operates with parallel flows of reaction gas and pulverized coal which minimize the reaction time and maximize throughput of product.. The residence time is few seconds. Ash is removed as molten slag |
Gasification Reactions:

Where for gas as pure methane m=4 and n=1 hence m/n=4
For oil m/n≈2 hence m=2, n=1
For coal m/n≈1 hence m=1,n=1
It is exothermic and produces a gas containing mainly CO and H2. The raw synthesis gas contains small quantities of CO2, H2O and H2S and impurities, such as CH4, NH3, COS, HCN, N2, Argon and ash, the quantities being determined by the composition of the feedstock, the oxidant and actual gasification temperature (1300-1400oC). A small amount of unconverted carbon is also present and ranges from 0.5 to 1.0 by percent wt in liquid feedstock or 50-200 ppm wt in gaseous feedstock. The various reactions can be summarized as follows
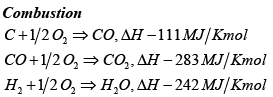
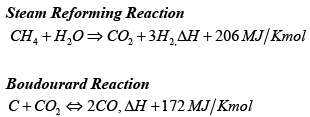
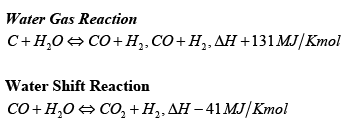


Figure M-II 3.2: Various Type of Gasifier Commonly Used
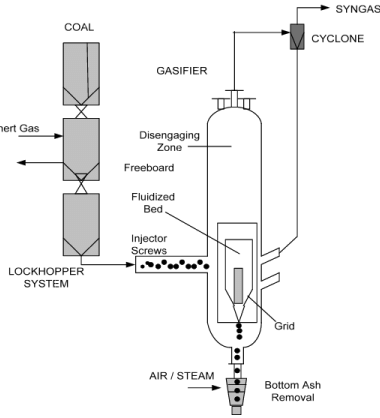
Figure M-II 3.3: Fluidised bed gasifier \
NEW GASIFIER DESIGNS
GE Global/ Unmixed Fuel Processor (UOP):
- Elimination of Air Separation Unit (ASU)
- High Temperature Syngas Clean up
- Higher efficiency
- Lower cost
KBR Transport Gasifier (TRIGTM)
- Low rank, high-ash, high-moisture coal compatible
- For power generation, air can be employed as the oxidant
- Lower cost predicted
- Higher availability predicted
- Non-slagging, and refractory issues should therefore be minimal
- Higher predicted efficiency
- Lower emissions (due to higher efficiency)
- Large scale up of the technology still required, by a factor of ~30
- By 2010, this technology will be operating at the scale of E-Gas which has >20 years experience already in 2007.
- Lower temperatures and short gas residence time may lead to some methane formation, which is detrimental in chemical applications.
- Ash disposal problem if carbon conversion predictions are not met in commercial apparatus.
Catalytic Coal Gasification - BluegasTM
- Elimination of oxygen plant
- For SNG objective, little or no catalytic methanation required
- High thermodynamic efficiency potential
- Catalyst cost and recoverability
- Carbon conversion and methane production yields in the gasifier
- Cost of applying the catalyst effectively to the coal
- Inherently must be done in a fluidized bed which have not been scaled up to larger capacities of entrained gasifier (yet)
- Interactions of catalyst with coal ash
- Separation costs of syngas and methane - cryogenic process
- Excess steam requirements
- Unsuitable for chemical synthesis processes due to CH4 reforming requirement.
Coal Gasification in fertilizer Industry: Coal gasification fro production of synthesis gas and ammonia has being used many part of the world where large quantity of coal is present. However, higher energy consumption in coal based ammonia plant has been major constrain. Relative energy consumption per tonne of ammonia is given below.
Gas 
There has been extensive research for improvement of coal gasification technology to improve the efficiency and reduce the cost.
Rapid Thermal Processing (RTP TM) Process for Conversion of Biomass to Liquid Fuels
RTP TM is fully heat integrated technology that yields over 70percent liquid products from typical biomass feed stocks. It is a fast thermal process where biomass is rapidly of heated in the absence of oxygen. The biomass is vaporized and the vapour cooled to generate high yields of pyrolysis oil. Typical yield of various biomass is given in Table M-II 3.4. Chemical and biochemical conversion of biomass to biofuel is shown in Figure M-II 3.4 and Figure M-II 3.5 respectively.
Table M-II 3.4: Typical Yield of Various Biomass
Biomass Feed stock | Typical Pyrolysis oil yield ,wt% of dry feed stock70-75 |
Hardwood | 70-80 |
Softwood | 70-80 |
Hardwood bark | 60-65 |
Soft wood bark | 55-65 |
Corn fiber | 65-75 |
Bagasse | 70-75 |
Waste Paper | 60-80 |
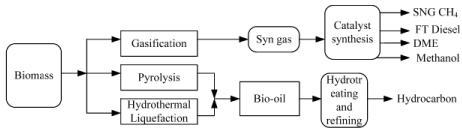
Figure M-II 3.4: Chemical Conversion Route of Biomass to Biofuels
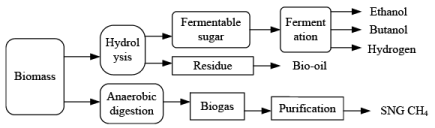
Figure M-II 3.5: Biochemical Conversion Route of Biomass to Biofuels
Co-gasification of Coal and biomass for methanol synthesis: Cogasification of coal and biomass combined with power and methanol production can be of considered as a potential fuel-base for gasification and further production of synthesis gas and methanol. Some of the advantage of integrated biomass-coal cogasification system is possible continuous operation of the coal gasification reactor, lower costs of electric-energy production
|
69 videos|121 docs
|
FAQs on Gasification of Coal, Petrocoke And Biomass - Chemical Technology - Chemical Engineering
| 1. What is gasification of coal, petrocoke, and biomass? |  |
| 2. What are the advantages of gasification over traditional combustion of coal, petrocoke, and biomass? | |
| 3. What are the main applications of syngas produced from coal, petrocoke, and biomass gasification? | |
| 4. What are the challenges in the gasification of coal, petrocoke, and biomass? | |
| 5. How does biomass gasification differ from coal and petrocoke gasification? | |



Previous Year Questions with Solutions
,Gasification of Coal
,past year papers
,shortcuts and tricks
,Viva Questions
,Exam
,ppt
,Petrocoke And Biomass | Chemical Technology - Chemical Engineering
,Gasification of Coal
,video lectures
,Semester Notes
,mock tests for examination
,Gasification of Coal
,Free
,study material
,Important questions
,Summary
,Petrocoke And Biomass | Chemical Technology - Chemical Engineering
,Sample Paper
,Extra Questions
,practice quizzes
,Petrocoke And Biomass | Chemical Technology - Chemical Engineering
,MCQs
,Objective type Questions
;






Gasification of Coal, Petrocoke And Biomass Free PDF Download
Importance of Gasification of Coal, Petrocoke And Biomass
Gasification of Coal, Petrocoke And Biomass Notes
Gasification of Coal, Petrocoke And Biomass Chemical Engineering Questions
Study Gasification of Coal, Petrocoke And Biomass on the App
|
© EduRev
|
Education Revolution
|



|






