Naphtha and Gas Cracking For Production of Olefins (Part - 1) | Chemical Technology - Chemical Engineering PDF Download

Naphtha and Gas Cracking For Production of Olefins
Olefins are major building blocks for petrochemicals. Because of their reactivity and versatility, olefins especially the light olefins like ethylene, propylene, butenes, butadiene, etc., there has been tremendous growth in the demand of the olefins. Olefins are finding wide application in the manufacture of polymers, chemical intermediates, and synthetic rubber. Ethylene itself is basic building block for large number of petrochemicals and is quoted as king of chemicals. Some of ethylene manufacturing company and their capacity is given in Table M-VII 2.1. The global ethylene capacity at January 1, 2011, net additions and closings was more than 138 million tones compared with nearly 130 million tones in 2008 . Global ethylene capacity is given in Table M-VII 2.2.
The steam cracker remains the fundamental unit and is the heart of any petrochemical complex and mother plant and produces large number of products and byproducts such as olefins - ethylene, propylene, butadiene, butane and butenes, isoprene, etc., and pyrolysis gasoline. The choice of the feedstock for olefin production depends on the availability of raw materials and the range of downstream products. Naphtha has made up about 50-55percent of ethylene feedstock sources since 1992. Although basic steam cracking technology remain same for naphtha, gas oil and natural gas, different configuration of steam cracking plant are available from various process licensors.
Table M-VII 2.1: Top 10 Ethylene Complexes
| Company | Location | Capacity, tpy |
1 | Formosa Petrochemical Corp. | Mailiao, Taiwan, China | 2935000 |
2 | Nova Chemicals Corp. | Joffre, Alta | 2811792 |
3 | Arabian Petrochemical Co. | Jubai, Saudi Arabia | 2250000 |
4 | Exxon Mobi Chemical Co. | Baytown, Tex. | 2197000 |
5 | Chevron Philips Chemical Co. | Sweeny, Tex. | 1865000 |
6 | Dow Chemical Co. | Terneuzen, Netherlands | 1800000 |
7 | Ineos Olifins& Polymers | Chocolate Bayou, Tex. | 1752000 |
8 | Equistar Chemicals LP | Channelview, Tex. | 1750000 |
9 | Yanbu Petrochemical Co. | Yanbu, Saudi Arabia | 1705000 |
10 | Equate Petrochemical Co. | Shuaiba, Kuwait | 1650000 |
Table M-VII 2.2: Regional Capacity Breakdown
Ethylene Capacity, tpy | |
Asia-Pacific | 42631000 |
Eastern Europe | 7971000 |
Middle East, Africa | 23357000 |
North America | 34508000 |
South America | 5083500 |
Western Europe | 24904000 |
Total Capacity | 138454500 |
Naphtha /Gas Cracking
Requirement of steam will depend upon the type of feedstock; the lighter hydrocarbon requires less steam as compared to heavier feedstock. Steam cracking relative cost according to feedstock is given in Table M-VII 2.3. Steam requirement in steam cracker is given in Table M-VII 2.4 . Energy requirement pattern for olefin production is given in Table M-VII 2.5 .
Table M-VII 2.3: Steam Cracking Relative Cost according to Feedstock
Feedstock | Relative Investment Cost |
Ethane | 1.00 |
Propane | 1.15 |
Butane | 1.20 |
Naphtha | 1.45 |
Atmospheric gas oil | 1.65 |
Vacuum gas oil | 1.84 |
Table M-VII 2.4: Steam Requirement in Steam Cracking
Feed | Kg steam/kg of hydrocarbon |
Ethane | 0.2 - 0.4 |
Propane | 0.3 - 0.5 |
Naphtha | 0.4 - 0.8 |
Gas Oil | 0.8 - 1.0 |
Table M-VII 2.5: Energy Requirement for Olefin Production
Feedstock | Specific Energy Consumption | |
Kcal/kg of Ethylene | Kcal/kg of Olefin | |
Ethane | 310 | 3,050 |
Propane | 4,100 | 3,050 |
Ethane/Propane | 3,600 | 3,300 |
Naphtha | 5,000 | 3,050 |
Modern ethylene plants incorporate following major process steps : cracking compression and separation of the cracked gas by low temperature fractionation. The nature of the feed stock and the level of pyrolysis severity largely determine the operating conditions in the cracking and quenching section. Various steps involved in the pyrolysis of naphtha and separation of the products are discussed below. In case of gas cracking separation of ethane and propane from natural gas is involved. Flow diagram for pyrolysis of napththa is given in Figure M-VII 2.1.
Hot Section
It consists of convection zone and radiant zone. In the convection zone, hydrocarbon feed stock is preheated and mixed with steam and heated to high temperature. In the convection zone the rapid rise in temperature takes place and pyrolysis reaction takes place. The addition of dilution steam enhances ethylene yield and reduces the coking tendency in the furnace coils. The production of the pyrolysis reaction consists of a wide range of saturated and unsaturated hydrocarbons.
Quench Section
To avoid subsequent reaction the effluent are fixed in their kinetic development by sudden quench first by indirect quench by water to 400 – 450 oC in transfer line exchanger or quench boiler. This is a large heat exchanger that is a bundle of metal tubes through which the gases pass and around which is circulated water under pressure. The hot water produced is used to generate steam for use in the plant. In the next step the quench is done by heavy product of pyrolysis.
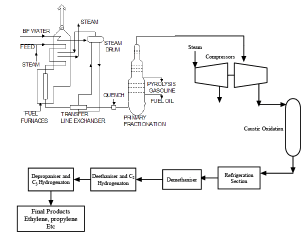
Figure M-VII 2.1: Typical Naphtha Cracker Plant
HOT SECTION
Convection Zone Feed stock is pyrolised and the effluent conditioned
Radiation Zone The product formed are separated and purified
Quench To avoid subsequent reaction the effluents are fixed in their kinetics development by sudden quench.
I Indirect Indirect quench by water to 400-500oC generation of high pressure steam
II Direct Direct quench by heavy residue by-product of pyrolysis
Primary Fractionation Column Separation of light products of pyrolysis as top and bottom as pyrolysis product
Compression Compression of light products
Caustic Scrubbing and Drying Scrubbing with caustic followed by molecular sieve adsorption to remove sulphur compounds, mercaptan, etc.
Cold Section
After compression, caustic scrubbing and drying the light effluents enter the cold section of the unit which performs the separation of (I) hydrogen to various concentration (ii) ethyllhene containing 99.4percent (iii) 95percent propylene (iv) A C4 cut containing 25-50percent butadiene (v) pyrolysis gasoline which is rich in aromatic hydrocarbons. The complexity of the separation section of a cracker increases markedly as the feed changes from ethane.
COLD SECTION · Hydrogen separation
· Ethylene separation 99.9percent
· Propylene separation
· A C4 cut containing 25-50percent butadiene
· Complementary fraction of pyrolysis gasoline rich in aromatic hydrocarbons
Demethaniser Methane condensed at top around – 1000C pressure 32 Pa
Deethaniser Separation of C2 cut;(Ethane and ethylene) Acetylene eliminated by selective hydrog-nation Catalyst : Palladium or Nickel 40-80oC, 3 kPa
Separation of Ethylene Ethylene is fractionated and unreacted ethane recycled
Depropaniser C3+ cut from bottom of deethaniser is fractionated.
C3 cut from top of depropaniser is selectively hydrogenated to remove methyl acetylene and propadience.
Propylene content 95percent.
Separation in supplementary column for more pure propylene.
Removal of propane Separation in supplementary column for more pure
from propylene propylene
Debutaniser Separation of C4 stream from C5+ stream
|
69 videos|121 docs
|
FAQs on Naphtha and Gas Cracking For Production of Olefins (Part - 1) - Chemical Technology - Chemical Engineering
| 1. What is naphtha cracking and how is it used in the production of olefins? |  |
| 2. What is gas cracking and how does it differ from naphtha cracking? | |
| 3. What are the main products obtained from naphtha and gas cracking? | |
| 4. What are the challenges in the production of olefins through naphtha and gas cracking? | |
| 5. What are the applications of olefins produced through naphtha and gas cracking? | |



mock tests for examination
,ppt
,MCQs
,study material
,Semester Notes
,Extra Questions
,Summary
,Previous Year Questions with Solutions
,Free
,past year papers
,Exam
,Naphtha and Gas Cracking For Production of Olefins (Part - 1) | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,Objective type Questions
,Viva Questions
,Sample Paper
,practice quizzes
,video lectures
,Naphtha and Gas Cracking For Production of Olefins (Part - 1) | Chemical Technology - Chemical Engineering
,Important questions
,Naphtha and Gas Cracking For Production of Olefins (Part - 1) | Chemical Technology - Chemical Engineering
;






Naphtha and Gas Cracking For Production of Olefins (Part - 1) Free PDF Download
Importance of Naphtha and Gas Cracking For Production of Olefins (Part - 1)
Naphtha and Gas Cracking For Production of Olefins (Part - 1) Notes
Naphtha and Gas Cracking For Production of Olefins (Part - 1) Chemical Engineering Questions
Study Naphtha and Gas Cracking For Production of Olefins (Part - 1) on the App
|
© EduRev
|
Education Revolution
|



|





