Orientation (Part - 2) | Chemical Technology - Chemical Engineering PDF Download

| Heat exchange equipment a) Shell & Tube heat exchanger b) Fired heater c) Multiple effect evaporator d) Quenching | - Very prominent equipment to heat/cool process fluids - Include steam/power generation as well! |
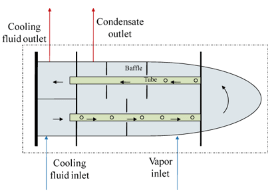
a) Shell & Tube heat exchanger
| - Most common equipment in process industries - Tube fed with a fluid and shell is fed with another fluid - Process heat is transferred across the tube - No mixing of tube fluid and shell fluid allowed |
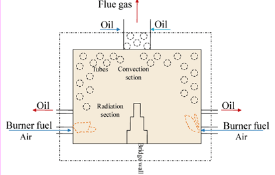
b) Fired heater
| - Used to heat streams to extremely high temperatures - High temperatures generated by burning fuel oil/fuel gas - Complicated design for maximum heat transfer efficiency - Shell & tube type/radiation type designs usually adopted |
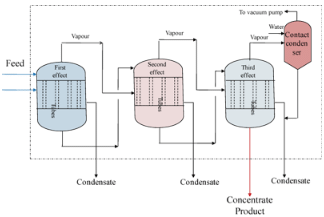
c) Multiple effect evaporator
| - Common equipment to concentrate a solid-liquid stream from low concentration to high concentrations. - Steam utility is optimized by adopting process intensification method. |
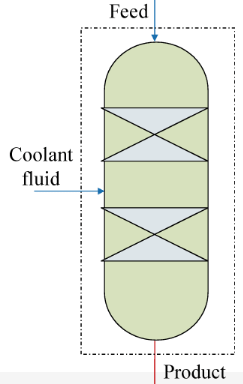
d) Quenching
| - Direct heat transfer equipment - Involves cooling/heating a fluid with direct contact with a stream - Commonly used for streams emanating with very high temperatures from reactions/furnaces |
| Solid-fluid process technology a) Cyclone separator b) Centrifuge c) Electrostatic separator d) Thickener e) Liquid- liquid separator Filter press | - Used for separating solids from solid-liquid or solid-gas mixtures |
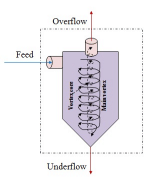
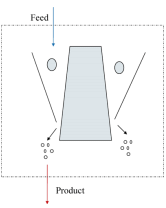
a) Cyclone separator
| - Separates fine solid particles from a gas-solid mixture - Uses centrifugation as working principle. - Very good separation of solid and liquid possible |
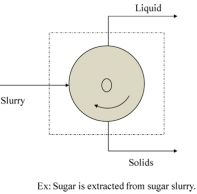
b) Centrifuge
| - Separates solids from solidliquid mixture - Uses the principle of centrifugation for separation - Very good separation of solid and liquid possible |
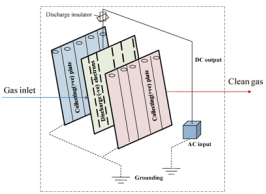
c) Electrostatic separator
| - Separates solids from solidliquid mixture - Uses the principle of charged surfaces to separate the solids - Very common in process technologies |
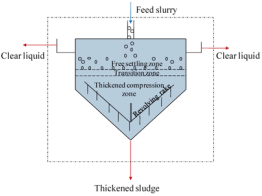
d) Thickener
| - Separates a slurry (solidliquid) into a sludge and clarified liquid - Settling is adopted as working principle. |
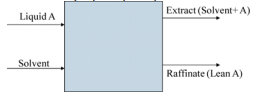
e) Liquid-liquid separator
| - Uses decantation as working principle based on density difference. |
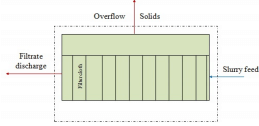
f) Filter
| - Separates a solid from solid-fluid mixture - Uses a fine mesh/cloth to separate under pressure. |
Fluid transport a) Centrifugal pump b) Reciprocating pump c) Steam jet ejector d) Compressor e) Expander | - Very important to achieve process conditions desired in other important processes such as reactors and separators. |
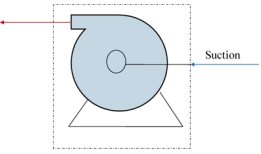
a) Centrifugal pump
| - Energizes liquids to moderately high pressure |
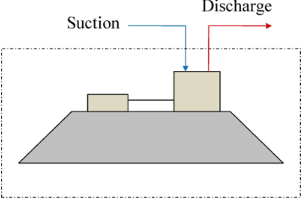
b) Reciprocating pump
| - Energizes liquids to very high pressures. |
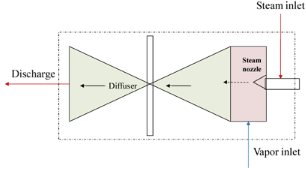
c) Steam jet
| - Used for providing vacuum (low pressure) in various units - Common in process flow sheets. |
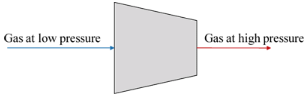
d) Compressor
| - Enhances pressure of gases to high values. |
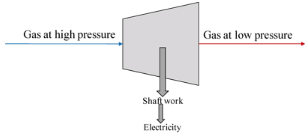
e) Expander
| - Reduces pressure of gas to lower values - Recovered energy used for shaft work or power generation (electricity). |
| Size Reducer: a) Crusher b) Grinder | - Used for reducing size of solids and enhance their surface area to facilitate higher mass transfer and reaction rates. |
a) Crusher
| - Continuous operation - Size control is very easy |
b) Grinder
| - Batch operation - Achieving size control is difficult. |
| Storage: a) Storage tank b) Pressurized spheres | - Used to store fluids and gases. |
a) Storage tank
| - Used especially for liquid fuels |
b) Pressurized spheres
| - Used to store gaseous fuels. |
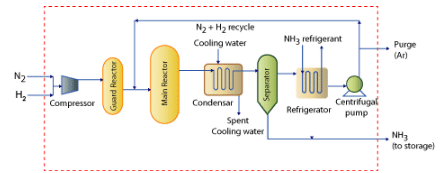
Figure 1.1: Process flow sheet for ammonia manufacture using Haber’s process.
1.6 Illustration of quickly learning process technology: Ammonia manufacture using Haber’s process (Figure 1.1)
a) Reaction: The Haber process combines nitrogen from the air with hydrogen derived mainly from natural gas (methane) into ammonia. The reaction is reversible and the production of ammonia is exothermic. Nitrogen and hydrogen will not react under normal circumstances. Special conditions are required for them to react together at a decent rate forming a decent yield of ammonia. These conditions are T = 400°C; P = 200 atm; Iron catalyst with KOH promoter.
b) Raw materials: H2 from synthesis gas, N2 from synthesis gas/air liquefaction process
c) Process technology: Illustrated in Figure 1.1
d) Unit processes: Feed Guard Converter; Main Reactor
e) Unit operations in the technology: Condensation/Gas Liquefaction; Separation; Refrigeration; Centrifugal Re-circulator f) Striking feature: Conversions are low (8 - 30 % per pass) and hence large recycle flow rates exist.
g) Functional role of various processes
a. Feed guard converter:
» CO and CO2 conversion to CH4 and removal of traces of H2O, H2S, P and Arsenic.
» These compounds could interfere with the main haber’s reaction as well as poison the catalyst.
b. Main reactor:
» Cold reactants enter reactor from reactor bottom and outer periphery to absorb heat generated in the reversible reaction.
» Carbon steel used for thick wall pressure vessel and internal tubes
» Gas phase reaction at 500 – 550° C and 100 – 200 atms.
» Pre-heated gas flows through the tube inside with porous iron catalyst at reaction conditions.
» Catalyst removed from the converters is re-fused in an electric furnace
c. Condenser:
» Complete liquefaction not possible due to vapor liquid equilibrium between NH3 in vapor and liquid phases.
» Cooling fluid: Chilled water
» Incoming stream has: Gaseous NH3, un reacted N2 and H2, impurity gases like CO, CO2, CH4
» Product stream has: Liquefied NH3, Vapor phase NH3in equilibrium with liquid, non-condensable gases such as N2 and H2
» System pressure is high therefore NH3 bound to be present in higher concentrations in the vapor.
d. Separator:
» Working principle: Density difference between vapor and liquid
» Liquefied NH3 is separated from the un-reacted gases (NH3 still present in the vapors).
e. Refrigeration:
» Why?: NH3 available in vapors needs to be condensed. Therefore, refrigeration is required for gaseous product emanating from the separator.
» The condensed NH3 emanates at -15°C.
» After refrigeration, the un-reacted N2 and H2 are recycled to the reactor.
f. Centrifugal pump:
» A centrifugal pump adjusts the pressure of the stream from the separator to the pressure of the feed entering the reactor
» A purge stream exists to facilitate the removal of constitutes such as Argon.
g. Striking feature:
All units such as Condenser, Separator, Refrigerator operate at high pressure. This is because loosing pressure is not at all beneficial as the unreacted reactants (corresponding to large quantity in this case due to low conversion in the reversible reaction) need to be supplied back to the reactor at the reactor inlet pressure conditions.
1.7. Technical questions:
1. How is Le-chartlier principle used in the process?
i) Only reactants and not product (Ammonia) are fed to the reactor. According to Lechartlier principle, higher yields are obtained at high pressures. Exothermic reaction implies that the temperature cannot be too high. ii) Ammonia removal from vapor phase emanating from the condenser is according to Le-chartlier principle, which indicates that the presence of ammonia in the feed can reduce conversions and hence yield.
2. Why is purge stream taken out after centrifugal pump. If purge stream is taken before centrifugal pump, then pumping cost would reduce ?
i) The purge stream consisting of Argon impurity would go to pressure swing adsorption process for Argon recovery. Therefore, it will be advantageous to have as much high pressure as possible for the purge stream and hence it is desired to take the purge stream after the centrifugal pump.
3. How can ammonia whose boiling point is -33°C can get liquefied at a temperature of -15°C using ammonia refrigerant ?
i) Ammonia’s boiling point is -33°C at 1 atm pressure. At higher pressures, the boiling point of ammonia will increase. Therefore, at the system pressure (which is close to 200 atm.), the boiling point of ammonia would be much higher and hence liquefaction is possible at -15°C. ii) The ammonia refrigerant is at 1 atm pressure and hence can be a liquid upto a temperature of -33°C. The stream undergoing refrigeration is at 200 atm. And therefore liquefies at about -15°C.
|
69 videos|121 docs
|
FAQs on Orientation (Part - 2) - Chemical Technology - Chemical Engineering
| 1. What is chemical engineering and what does it involve? |  |
| 2. What are the career prospects for chemical engineers? | |
| 3. What skills are important for a chemical engineer? | |
| 4. What are some common challenges faced by chemical engineers? | |
| 5. What are some emerging trends in chemical engineering? | |



shortcuts and tricks
,Orientation (Part - 2) | Chemical Technology - Chemical Engineering
,Exam
,ppt
,Summary
,practice quizzes
,Free
,Extra Questions
,Important questions
,study material
,Viva Questions
,past year papers
,Objective type Questions
,Orientation (Part - 2) | Chemical Technology - Chemical Engineering
,MCQs
,Previous Year Questions with Solutions
,mock tests for examination
,Orientation (Part - 2) | Chemical Technology - Chemical Engineering
,video lectures
,Semester Notes
,Sample Paper
;






Orientation (Part - 2) Free PDF Download
Importance of Orientation (Part - 2)
Orientation (Part - 2) Notes
Orientation (Part - 2) Chemical Engineering Questions
Study Orientation (Part - 2) on the App
|
© EduRev
|
Education Revolution
|



|





