Phenol from Cumene and Toluene | Chemical Technology - Chemical Engineering PDF Download
22.1 Introduction
- Phenol is one of the most important petrochemicals. Ranging from solvents to polymers, phenol is required for several petrochemical processes as an important raw material.
- Phenol can be produced from many sources such as
- Cumene
- Toluene
- Benzene
- Depending upon these raw materials, various chemical transformations and underlying physical principles apply.
- In this lecture, we discuss upon the process technology associated to Phenol production from Cumene and Toluene
22.2 Phenol production from Cumene
22.2.1 Reactions
- Peroxidation:Cumene + Air→CumeneHydroperoxide
- Hydrolysis:CumeneHydroperoxide + H2SO4→Phenol + Acetone
22.2.2 For Peroxidation
- Aqueous emulsion is prepared using emulsification agents
- Operating conditions: Normal T & P
- Emusification agent: NaOH (Alkali)
22.2.3For Hydrolysis
- 10 – 25 % H2SO4 (Aqueous) is used
- Operating conditions: 55 – 65oC and atmospheric pressure conditions
22.2.4Process Technology (Figure 22.1)
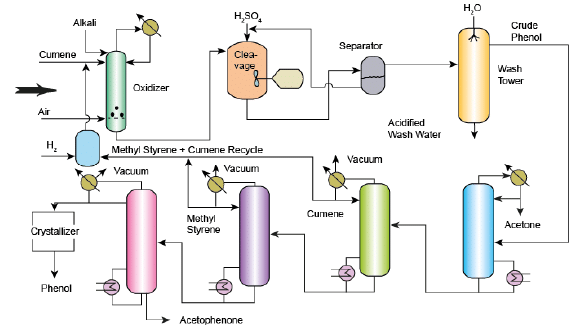
Figure 22.1 Flow sheet of Phenol production from Cumene
- Fresh cumene is mixed with hydrogenated unreacted cumene, cumene + alpha methyl styrene (recycle streams) .
- The pre-purification step involves converting unsaturates such as alpha methyl styrene and others to saturates. This is done by using nickel catalyst at 100 oC and feeding hydrogen to the pre-purification reactor. The product from this unit then mixes with the fresh cumene.
- The fresh cumene and processed cumene and alpha methyl styrene are fed to the oxidation reactor. The oxidation reactor refers to a gas liquid reaction between air (Oxygen) and the cumene.
- An emulsion of cumene is prepared in the oxidation reactor by adding alkali to it.
- pH is maintained in the range of 8.5 – 10.5 to suit good emulsification conditions.
- After reaction, vent gases are condensed and recycled back and the product is sent to a cleavage unit.
- The cleavage unit consists of a stirrer and is fed with fresh and recycled H2SO4 aqueous solution to enable the hydrolysis of cumenehydroperoxide.
- The product streams from the cleavage unit enter a settler (phase separator) which upon gravity settling yields two streams namely the acid rich aqueous stream and the phenol rich organic stream.
- The aqueous stream consists of the sulphuric acid and is sent back to the cleavage unit as a recycle stream.
- The organic stream consists of cumene (unreacted), phenol (product), acetone (side product), alpha methyl styrene (side product) and acetophenone (side product).
- The organic stream from the gravity settler unit then enters a scrubber fed with water. In this operation, water extracts the remaining acids in the organic stream and produces crude phenol stream. Water leaving the unit consists of acidified wash water.
- The crude phenol then enters a distillation unit that separates acetone from the other components.
- The bottom product from this distillation column enters a vacuum distillation column that produces cumene as a top product.
- The bottom product from the distillation column enters another vacuum distillation unit to produce alpha methyl styrene.
- The bottom product of this distillation column enters the final vacuum distillation unit to produce phenol as top product and acetophenone as the bottom product.
22.2.5 Technical questions
1. Why unsaturates are saturated before entering the oxidization reactor?
Ans: Unsaturated compounds will produce compounds other than cumenehydroperoxide. Since cumenehydroperoxide will only convert to phenol but not others, the product quality will drastically reduce if unsaturates are available in the feed stock.
2. What is the basic advantage of emulsification?
Ans: A gas liquid reaction requires maximum interfacial area to enhance reaction rates. Usually gas is sparged through liquid. But in this case, the liquid itself is emulsified so that the interfacial area can be even further enhanced.
3. Are there any safety issues related to the oxidation reactor?
Ans: Yes, cumenehydroperoxide is explosive after a certain minimum concentration. Therefore, all designs shall ensure that this component should not get accumulated beyond a specified concentration in any section of the units.
4. Why are the vent gases recycled back?
Ans: The vent gases in addition to N2, unreacted O2 will consist of hydrocarbons as the hydrocarbons could escape to the vapour phase due to their low boiling points even at room temperature. Therefore, these hydrocarbons including cumene are recycled back by using a condenser at the top.
5. Suggest a technology for processing acidified wash water from environmental perspective?
Ans: The acidified wash water can be neutralized using NaOH to obtain NaCl in these waters. Eventually, the NaCl rich solution can be concentrated using multiple effect evaporators to reduce the huge water problems. Near zero discharge is difficult for such cases.
6. Why is alpha methyl styrene also recycled back to the reactor via hydrogenator?
Ans: Alpha methyl styrene can be hydrogenated to convert to cumene. This is because alpha methyl styrene consists of a double bond in the alkyl group attached to the benzene ring. Therefore, by hydrogenation we convert unsaturated compound to cumene and this way it is recycled back to the reactor.
7. Why there is sulphuric acid even after gravity settling in the organic phase?
Ans: This is a basic problem of equilibrium separation factors for the sulphuric acid, as the acid has propensity to remain maximum in the aqueous phase but also to a little extent in the organic phase.
8. Why vacuum distillation is required for all three distillation columns?
Ans: To the best of the instructors knowledge, all organic compounds form azeotropes with others at atmospheric pressure when fractionated. Therefore, to bypass the formation of azeotrope, the pressure of the system is reduced which enhanced the relative volatility and eliminates the formation of the azeotrope. Further justification of this is available in the following azeotrope data bank:
a) Phenol-acetophenone forms an azeotrope with 7.8 wt % of phenol at 202 oC and 1 atm pressure.
b) Alpha methyl styrene-phenol forms an azeotrope with 93 % of alpha methyl styrene at 162 oC and 1 atm.
When vacuum distillation is considered, relative volatility of the mixture is improved and this improvement bypasses the azeotrope formation. Hence, purer products can be obtained.
9. Don’t you think water will also enter crude phenol?
Ans: Yes, water also enters crude phenol as solvent loss in the wash tower will provide some water into the crude phenol stream. But its concentration is not significant when compared to the concentration of the organics.
22.3 Phenol from Toluene Oxidation
22.3.1Reactions
Oxidation to Benzoic acid
- Toluene + Oxygen →Benzoic acid + Water
- Catalyst: Cobalt Naphthenate
- Operating conditions: 150 oC and 3 atms
- Exothermic reaction
Oxidation of Benzoic acid to phenol
- Benzoic acid + Oxygen →Phenol + CO2
- Catalyst: Cupric Benzoate
- Operating conditions: 220 oC and 1.3 – 1.7 atms
- This reaction is also exothermic
22.3.2Process technology (Figure 22.2)
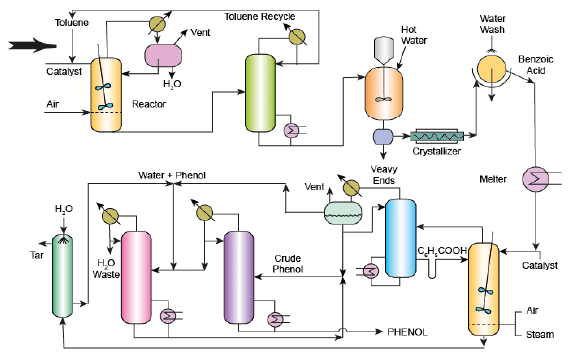
Figure 22.2 Flow sheet of Phenol manufacture from Toluene Oxidation
- Fresh and recycled toluene first enter the oxidation reactor
- The oxidation reactor is a gas-liquid reactor in which air is sparged through a column of liquid (toluene)
- To reduce side reactions, toluene is used as a limiting reactant
- The catalyst is fed to the reactor along with the toluene stream
- After reaction, several products are formed including undesired impurities such as benzaldehyde, benzyl alcohol, benzyl benzoate, CO and CO2
- The reactor is facilitated with vent after cooling and partial condensation of the air mixed hydrocarbon vapour stream.
- The liquid product from the reactor then enters a distillation column which separates toluene from the other organics
- The organics then enters a hot water wash unit where hot water extracts benzoic acid. All other impurities don’t dissolve in water and leave the wash unit as heavy ends
- The benzoic acid rich hot water stream is sent to a crystallizer where benzoic acid crystals are formed.
- The benzoic acid crystals are once again washed with water to obtain benzoic acid crystals
- The benzoic acid crystals are then melted and fed to the second oxidation reactor
- The second oxidation reactor is fed with air and cupric benzoate catalyst. Steam is also added to the reactor so as to enhance the temperature of the reactants quickly.
- Once again gas liquid reaction is facilitated. Cooling is facilitated by using a jacket or cooling tubes.
- From the reactor two phases are obtained namely vapour and liquid
- The vapour and liquid both consist of phenol and therefore, both are subjected to series of separation steps to extract phenol and enrich the same.
- The vapour enters a fractionating tower which separates the unreacted benzoic acid from other compounds. The top product is obtained after partial condensation followed by phase separation. The phase separator produces three streams namely the vent stream (that consists of N2, CO and CO2), the aqueous water + phenol stream and the organic crude phenol stream. The crude phenol stream is partially sent as a reflux to the fractionators and withdrawn as a product as well.
- The bottom product from the second oxidation reactor consists of organic compounds and is sent to water wash. After water wash, heavy compounds such as tar are removed and phenol is dissolved in water. This water + phenol mixture is mixed with the water + phenol mixture obtained from the fractionators separating benzoic acid.
- The crude phenol is fed to a fractionator to obtain purified phenol as bottom product and phenol + water mixture as a top product. The top product here is an azeotrope.
- The phenol + water coming from three different sources is allowed to enter a distillation column that generates water waste as a top product and a crude phenol stream as a bottom product.
22.3.3 Technical questions
1. Why are benzoic acid crystals again subjected to water wash?
Ans: The benzoic acid crystals could have some water soluble impurities despite having water wash. This is because of the fact that in real life, infinite separation factors don’t exist and components do get distributed in both phases. Therefore, an additional water wash facilitates the removal of these impurities.
2. Why phenol enters both bottom and top product?
Ans: The trick in the operation of the second oxidation reactor is to maintain temperature and pressure such that benzoic acid leaves the unit as vapour. This way, benzoic acid can be easily fractionated and sent back to the reactor. However, this has a limit as well i.e., phenol gets evenly distributed between the vapour and liquid phases.
3. Is there any opportunity for energy integration in the process?
Ans: Yes, the vapours from the reactor can be heat integrated with the reboilers in the toluene column or any other reboilers in the other two columns.
4. What exactly happens in the column that is fed with phenol + water mixture, given the fact that phenol forms an azeotrope with water?
Ans: At atmospheric pressure, phenol forms an azeotrope with water at about 9.4 wt % phenol and 90.6 wt % water. Therefore, crude phenol column shall produce a water rich stream at the top which is the azeotrope and the pure phenol product as the bottom product. From the VLE data (not shown here), it is also apparent that from about 10 wt % phenol to about 90 % phenol, the relative volatility value is pretty low and after 90 % phenol in the feed solution, the relative volatility increases significantly. Therefore, it makes sense now to understand that crude phenol fed to the first tower splits into azeotrope at the top (with 9.4 wt % phenol) and a purer phenol product at the bottom.
Eventually, the phenol + water stream entering the second unit along with the azeotrope composition is improved substantially in its composition to move away from the azeotropic composition (with more phenol in water) and hence, it should again tend to produce a purer phenol product and a waste water product at the top. The waste water product could be again an azeotrope of a different class.
Again, if we alter the pressures of these columns, the VLE data (not shown here) will reduce the phenol composition in the wastewater stream and that’s what would be probably considered to extract maximum phenol using the distillation technology.
Alternatively, extractive distillation process can be used in which toluene can be used as a solvent to alter the relative volatility. Probably, this process is more common presently in the industry than the process outlined in this lecture.
|
69 videos|121 docs
|
FAQs on Phenol from Cumene and Toluene - Chemical Technology - Chemical Engineering
| 1. What is the process of producing phenol from cumene and toluene? |  |
| 2. What are the advantages of using cumene and toluene as feedstocks for phenol production? | |
| 3. What are the main challenges in the production of phenol from cumene and toluene? | |
| 4. How is the environmental impact of phenol production from cumene and toluene addressed? | |
| 5. What are the main applications of phenol produced from cumene and toluene? | |

|
2K Views |

|
4.81/5 Rating |

|
Dec 23, 2024 Last updated |
|
Explore Courses for Chemical Engineering exam
|
|
Previous Year Questions with Solutions
,ppt
,video lectures
,past year papers
,MCQs
,Viva Questions
,Phenol from Cumene and Toluene | Chemical Technology - Chemical Engineering
,Objective type Questions
,practice quizzes
,Semester Notes
,Exam
,mock tests for examination
,Sample Paper
,Phenol from Cumene and Toluene | Chemical Technology - Chemical Engineering
,Summary
,Phenol from Cumene and Toluene | Chemical Technology - Chemical Engineering
,Free
,study material
,Important questions
,Extra Questions
,shortcuts and tricks
;






Phenol from Cumene and Toluene Free PDF Download
Importance of Phenol from Cumene and Toluene
Phenol from Cumene and Toluene Notes
Phenol from Cumene and Toluene Chemical Engineering Questions
Study Phenol from Cumene and Toluene on the App
|
© EduRev
|
Education Revolution
|



|




