Shop Floor Control and FMS (Part - 6) - Mechanical Engineering PDF Download
Typical Computer Functions in a FMS
1. Workstation control
- Individual stations require controls, usually computerized
2. Distribution of control instructions to workstations
- Central intelligence required to coordinate processing at individual stations
3. Production control
- Product mix, machine scheduling, and other planning functions
4. Traffic control
- Management of the primary handling system to move parts between workstations
5. Shuttle control
- Coordination of secondary handling system with primary handling system
6. Workpiece monitoring
- Monitoring the status of each part in the system
7. Tool control
- Tool location
- Keeping track of each tool in the system
- Tool life monitoring
- Monitoring usage of each cutting tool and determining when to replace worn tools
8. Performance monitoring and reporting
- Availability, utilization, production piece counts, etc.
9. Diagnostics
- Diagnose malfunction causes and recommend repairs
- NC part programming - development of NC programs for new parts introduced into the system
- Production control - product mix, machine scheduling, and other planning functions
- NC program download - part program commands must be downloaded to individual stations
- Machine control - individual workstations require controls, usually CNC
More Computer Functions in a FMS
Workpart control - monitor status of each workpart in the system, status of pallet fixtures, orders on loading/unloading pallet fixtures
Tool management - tool inventory control, tool status relative to expected tool life, tool changing and resharpening, and transport to and from tool grinding
Transport control - scheduling and control of work handling system System management - compiles management reports on performance (utilization, piece counts, production rates, etc.)
Duties Performed by Human Labor
- Loading and unloading parts from the system
- Changing and setting cutting tools
- Maintenance and repair of equipment
- NC part programming
- Programming and operating the computer system
- Overall management of the system

Fig. 64 Application characteristics of flexible manufacturing systems and cells relative to other types of production systems
Typical FMS Benefits
- Higher machine utilization than a conventional machine shop due to better work handling, off-line setups, and improved scheduling
- Reduced work-in-process due to continuous production rather than batch production
- Lower manufacturing lead times
- Greater flexibility in production scheduling
Where to Apply FMS Technology
- The plant presently either:
- Produces parts in batches or
- Uses manned GT cells and management wants to automate the cells
- It must be possible to group a portion of the parts made in the plant into part families
- The part similarities allow them to be processed on the FMS workstations
- Parts and products are in the mid-volume, mid-variety production range
Flexible Manufacturing System - Defined
A highly automated GT machine cell, consisting of a group of processing stations (usually CNC machine tools), interconnected by an automated material handling and storage system, and controlled by an integrated computer system
- The FMS relies on the principles of GT
- No manufacturing system can produce an unlimited range of products
- An FMS is capable of producing a single part family or a limited range of part families
Flexibility Tests in an Automated Manufacturing System
To qualify as being flexible, a manufacturing system should satisfy the following criteria (“yes” answer for each question):
a. Can it process different part styles in a non-batch mode?
b. Can it accept changes in production schedule?
c. Can it respond gracefully to equipment malfunctions and breakdowns?
d. Can it accommodate introduction of new part designs?
1. Part variety test
Can it machine different part configurations in a mix rather than in batches?
2. Schedule change test
Can production schedule and part mix be changed?
3. Error recovery test
- Can it operate if one machine breaks down?
- Example: while repairs are being made on the broken machine, can its work be temporarily reassigned to the other machine?
4. New part test
- As new part designs are developed, can NC part programs be written off-line and then downloaded to the system for execution?
Types of FMS
- Kinds of operations
- Processing vs. assembly
- Type of processing
- If machining, rotational vs. non-rotational
- Number of machines (workstations):
- Single machine cell (n = 1)
- Flexible manufacturing cell (n = 2 or 3)
- Flexible manufacturing system (n = 4 or more)
Single-Machine Manufacturing Cell

Fig. 65 A single-machine CNC machining cell (photo courtesy of Cincinnati Milacron)
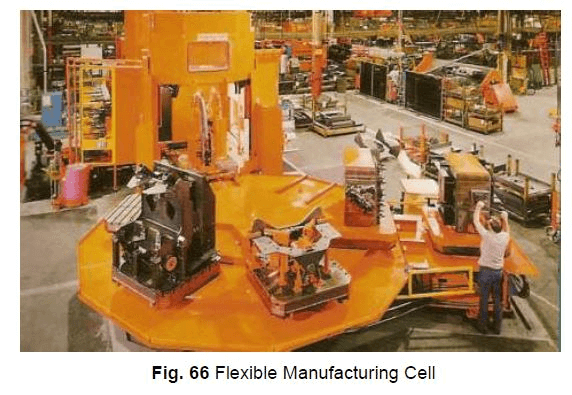
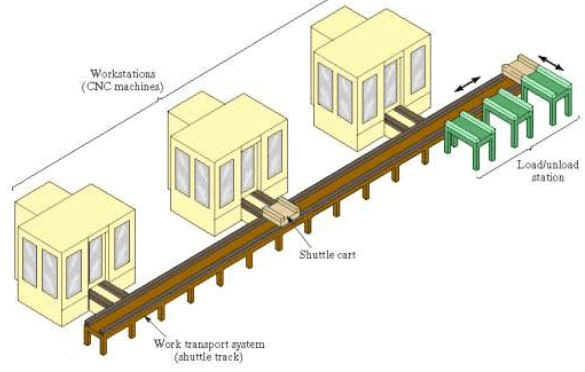
Fig. 67 A two-machine flexible manufacturing cell for machining (photo courtesy of Cincinnati Milacron)


Features of the Three Categories

FMS types: Level of Flexibility
a. Dedicated FMS
- Designed to produce a limited variety of part styles
- The complete universe of parts to be made on the system is known in advance
- Part family likely based on product commonality rather than geometric similarity
b. Random-order FMS
- Appropriate for large part families
- New part designs will be introduced
- Production schedule is subject to daily changes

Fig. 71
FMS Components
1. Workstations
2. Material handling and storage system
3. Computer control system
4. Human labor
Workstations
- Load and unload station(s)
- Factory interface with FMS
- Manual or automated
- Includes communication interface with worker to specify parts to load, fixtures needed, etc.
- CNC machine tools in a machining type system
- CNC machining centers
- Milling machine modules
- Turning modules
- Assembly machines
Material Handling and Storage
- Functions:
- Random, independent movement of parts between stations
- Capability to handle a variety of part styles
- Standard pallet fixture base
- Workholding fixture can be adapted
- Temporary storage
- Convenient access for loading and unloading
- Compatibility with computer control
Material Handling Equipment
- Primary handling system establishes basic FMS layout
- Secondary handling system - functions:
- Transfers work from primary handling system to workstations
- Position and locate part with sufficient accuracy and repeatability for the operation
- Reorient part to present correct surface for processing
- Buffer storage to maximize machine utilization
FMS Applications
- Machining –most common application of FMS technology
- Assembly
- Inspection
- Sheet metal processing (punching, shearing, bending, and forming)
- Forging
FMS Development in India
Because of the high cost in FMS, Indian manufacturers have not evinced much interest in the total adoption of this technology. The first unit of this type was established at the Heavy Alloy Penetrator Project (HAPP) at Trichy in South India during late 80’s. This unit has all the facilities of a FMS. Part of the equipment was manufactured at HMT and
the installation of the factory was done by erstwhile HMT CIM division. Subsequently a number of flexible turning cells have been set up by manufacturing industries in different parts of the country. FMS as a whole is not very popular today because of its high cost and the time taken to design and install one. However, the principles of FMS are quite relevant and are being widely followed for achieving global competitiveness.


FMS Benefits
- Increased machine utilization
- Reasons:
- 24 hour operation likely to justify investment
- Automatic tool changing
- Automatic pallet changing at stations
- Queues of parts at stations to maximize utilization
- Dynamic scheduling of production to account for changes in demand
- Fewer machines required
- Reduction in factory floor space required
- Greater responsiveness to change
- Reduced inventory requirements
- Different parts produced continuously rather than in batches
- Lower manufacturing lead times
- Reduced labor requirements
- Higher productivity
- Opportunity for unattended production
- Machines run overnight ("lights out operation")
Summary:
Shop floor control: The three phases of shop floor control
1. Order release
2. Order scheduling
3. Order progress
Factory Data Collection System
- On-line versus batch systems
- Data input techniques
- Job traveler
- Employee time sheets
- Operation tear strips
- Prepunched cards
- Providing key board based terminals
- One centralized terminal
- Satellite terminals
- Workstation terminals
Automatic identification methods
- Bar codes
- Radio frequency systems
- Magnetic stripe
- Optical character recognition
- Machine vision
Automated data collection systems
- Data acquisition systems
- Multilevel scanning
Components of Flexible Manufacturing Systems(FMS)
- Workstations
- Material handling and storage
- Computer control system
- Human resources
Flexibility
Flexibility in manufacturing means the ability to deal with slightly or greatly mixed parts, to allow variation in parts assembly and variations in process sequence, change the production volume and change the design of certain product being manufactured.
Workstations
- Load/unload stations
- Machining stations
- Other processing stations
- Assembly
Material handling and storage systems
- Primary material handling
- Secondary material handling
FMS layout
- In-line layout
- Loop layout
- Ladder layout
- Open field layout
- Robot centered layout
Computer control system
- Workstation control
- Distribution of control instructions to workstations
- Production control
- Traffic control
- Shuttle control
- Workpiece monitoring
- Tool control
- Performance monitoring and reporting
- Diagnostics
FAQs on Shop Floor Control and FMS (Part - 6) - Mechanical Engineering
| 1. What is shop floor control and how does it relate to FMS? |  |
| 2. What are the main benefits of implementing shop floor control in an FMS? | |
| 3. What are the key components of a shop floor control system? | |
| 4. How does shop floor control help in optimizing resource allocation in an FMS? | |
| 5. How can shop floor control contribute to continuous improvement in an FMS? | |

|
4.97/5 Rating |

|
Nov 15, 2024 Last updated |
|
Explore Courses for Mechanical Engineering exam
|
|
Summary
,Shop Floor Control and FMS (Part - 6) - Mechanical Engineering
,study material
,Shop Floor Control and FMS (Part - 6) - Mechanical Engineering
,Previous Year Questions with Solutions
,MCQs
,past year papers
,Free
,shortcuts and tricks
,Shop Floor Control and FMS (Part - 6) - Mechanical Engineering
,Important questions
,Exam
,Extra Questions
,practice quizzes
,Semester Notes
,Objective type Questions
,video lectures
,mock tests for examination
,ppt
,Sample Paper
,Viva Questions
;






Shop Floor Control and FMS (Part - 6) Free PDF Download
Importance of Shop Floor Control and FMS (Part - 6)
Shop Floor Control and FMS (Part - 6) Notes
Shop Floor Control and FMS (Part - 6) Mechanical Engineering Questions
Study Shop Floor Control and FMS (Part - 6) on the App
|
© EduRev
|
Education Revolution
|



Follow Us
|