Stock Preparation And Paper Making | Chemical Technology - Chemical Engineering PDF Download
Stock Preparation and Paper Making
Paper consists of a matted or felted sheet of fibres formed from water suspension of fibre. The pulp obtained from pulp mill after washing, screening and bleaching are not yet satisfactory for making and require further processing to develop good fibre bonding and impart several characteristics like surface smoothness, sizing, colour addition of sizing chemicals, colour and additives and other chemicals like foam and pitch control, retention aids etc.
Stock Preparation: Cellulose fibre must be subjected to mechanical treatment before they can be made in to paper and board. Beating and refining is done to develop good fibre bonding and high paper strength. Typical flow diagram of stock preparation and paper making process is given in Figure M-III 4.1
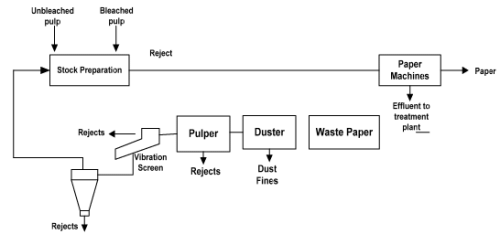
Figure M-III 4.1: Process of stock preparation and paper making
Paper Making: Conversion of pulp from stock preparation into a sheet of paper/board using four drinier Machine or Mould machine. Figure M-III 4.2 gives the details of paper making process.
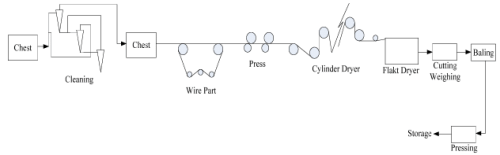
Figure M-III 4.2: Paper Making Process
Stock Preparation
“Beating” and “Refining” are the operation of mechanically treating the pulp fibres. Refining usually refers to fibre separation and cutting; whereas beating action may include the above two effects and also fibrillation or bruising effect of the fibre. There are three main types of Beating/Refining equipments,
i) Beaters
ii) Conical Refiners
iii) Disc Refiners
Beating/Refining of pulp is measured by “Freeness”. A “free pulp” drains readily, whereas “slow pulp” drains its water slowly. Freeness can also be defined as the water holding capacity of fibre.
The various process steps involve in stock preparation section are
- Refining/Beating of pulp stock through Beaters/Refiners
- Blending the refined stock in case more than one pulp furnish.
- Addition of chemicals to make suitable for the desired product of papers and board.
- Transferring prepared stock of pulp to machine chest.
Beaters -Beating includes fibre separation, cutting and fibrillation or brushing effect. However the action of the beater is primarily of rubbing or crushing nature. The operation of beater is carried out at 5-6% consistency. The circulating power requirement is high. It can be used for mixing and blending the chemicals. Beaters are important even for making special grade of papers.
Conical Refiners –Beaters have been replaced with refiner which has advantage of low space requirement and less energy consumption over the conventional old beaters. Refiners can be used on continuous basis where fibres flow parallel to the bars of the rotor and stator. Refining refers to fibre separation and cutting, conical refiners and disc refiner. Increase of beating and refining improves bursting strength, folding endurance, smoothness, formation and other strength properties.
The process involves cutting of fibres, however, it can also be made to do considerable fibrillation in case of bars on the rotor and casing are wide, i.e., wide angle refiner.
Disc Refiners - Disc Refiner has received considerable interest during recent year. Disc refiner consists of rotating discs with grooves/bars on either side positioned between two stationary discs with grooves on the inner side. The stock is admitted through two inlets and it passes outward through a pipe. Disc refiner has higher power economy and requires 20-25% less power with very less space requirement than the conical refiners. Disc are available with variety of patterns of configuration resulting in Different actions like fibrillation, Short fibres pulp can be used to achieve better strength properties. These refiners can operated at 3-5% consistency and also at 30-40% consistency. Changing of disc is easier with simple maintenance.
Blending and Mixing of Chemicals: Stock preparation section involves blending and mixing of rosin, alum, loading material (talcum powder, calcium carbonate, titanium dioxide), dyes, whitening agent, starch, gum, sodium silicate, wax emulsion mixing chest, Refined pulp stock of required quantity is taken and chemicals are added according to grade of paper and board
Sizing: Paper making fibre have strong tendency to interact with water due to hydrophilic nature of cellulosic fibre. The process which imparts resistance to water penetration is called sizing process. Sizing makes the fibre surface water repellent by using chemical additive. In unsized paper liquid tends to spread out on the surface of paper, and the process is called “feathering”. Various sizing agents like rosin, paraffin waxes, wax derivatives, wax emulsions and synthetic sizing agents like alkyl ketene dimer (AKD) and Alkenyl Succinic anhydride (ASA) are being used to make paper reasonably hydrophobic. Requirement of good internal size
- The size must be readily available and chemically stable
- It must be possible to add in a form that ensures good and even distribution across the papermaking fibres
- The size must be retained in the wet end
- The molecules must orientate themselves so that the hydrophobic end is away from the fibre
- The size must be sufficiently hydrophobic so that sizing is achieved in cost effective manner
- The size must not cause unacceptable problem in paper and board manufacture
Sizing may be internal sizing or surface sizing or external sizing. Mainly three type of external sizing is used (i.e acid sizing (using alum-rosin), neutral sizing/alkaline sizing). In internal sizing the sizing chemicals are added and mixed in pulp where as in external sizing the sizing chemical applied on the surface of paper.
Acid sizing (alum-rosin) is most adopted sizing process in the paper industry sine long because of it is cheap, reliable and reasonably effective. From the conventional acidic system with Alum-rosin sizing, the paper industry has changed to neutral sizing using (dispersed rosin sizes) and alkaline sizing with synthetic sizing chemicals like AKD and ASA. The driving force for this change is process advantage, product improvement and environmental considerations. Some of the weaknesses of acid sizing are- Ageing effect in paper, restriction of calcium carbonate use, corrosion in machines, reduce brightness of paper, high sizing cost
Some of the advantages of AKD sizing are
- Increase equipment life due to less corrosion at higher pH
- Increase in brightness and optical properties
- Increase in permanency of paper
- Increase in machine clothing life due to less choking
- Gain in machine runability due to better drainage
- Good smooth feeling on paper surface
- Reduction in fluff
Alum Rosin Sizing
When Rosin is treated with alkali (Sodium Carbonate/Sodium hydroxide) it is soaponified and forms a water soluble soap called “Rosin Size”. The principal chemical reaction which takes place may be represented as follows:
2C19H29COOH + Na2CO3  2C19H29COONa + H2O + CO2
2C19H29COONa + H2O + CO2
C19H29COONa is the Sodium salt of acetic acid. The reaction is reversed when the rosin soap is treated with acid; but it is believed that the addition of Alum forms aluminum abietate as follows
6 C19H29 COONa + A12(SO4)3→.3Na2SO4 + 2 Al + (C19H29COO)3
Aluminium abietate works as the cement for the pores and capillary of the fibres and prevents water & ink to pass through it. The paper makers’ alum is aluminium sulphate and represented as Al2(SO4)314 H2O approximate analysis should be as follows
Total Al2O3 = 17.2 %
Combined Al2O3 = 16.5%
Insoluble = 0.07%
Fe2O3 = 0 . 02%
The iron content of alum should be less than 0.3% as Fe2O3 for writing and printing papers. More iron content in alum will mainly cause colour reversion, fall in
Rosin contain acetic acid (C19H29COOH),
Rosin soap → Sodium salt of Acetic acid
Alum forms Aluminium Absetate.

Loading: Means the incorporating of inorganic materials into fibrous web to improve the quality. The principal fillers used are clay, talcum powder, calcium carbonate, titanium dioxide, zinc sulphide, calcium sulphate. The above fillers are chosen due to the followings:
(i) High degree of whiteness/brightness (80-98opv)
(ii) High index of refraction (1.5 - 2.7)
(iii) Small particle size (0.3 to 10 micron)
(iv) Low solubility in water.
(v) High specific gravity than cellulose (2.60 - 4.50
Fillers are also added to paper to improve their brightness or whiteness. Bleached pulp with a brightness of about 70opv and chemical pulps of 80-90opv are most frequently used. Fillers vary in brightness from 80-98opv and may increase the paper brightness. It can be more economical to meet a brightness specification by using less severely bleached pulps and adding fillers for the required increment in reflectance
Colouring: Dyes and Colours are added to manufacture coloured paper. There are three types of dyes normally used: acid dyes, basic dyes and direct dyes. Some of the commonly used dyes in colouring paper are:
Other Chemicals & Additives:
i) Whitening Agent: This compound also called optical whitener, optical bleaching agents. The compound when added to paper and board, it absorbs light in the Ultraviolet range and reemits it in the visible range, thus making the paper appear whiter.
ii) Starch & Gums: Starch and Gums are used for improving physical strength properties of paper and board due to better bonding of fibres. Refining energy is also reduced with this use.
iii) Sodium Silicate: Addition of Sodium Silicate improves stiffness and rattle, improve finish, reduced fluff, increases retention of filler. It also helps in improving ash% and bursting strength.
iv) Wax Emulsion: Wax emulsion is used with Rosin size for reducing Rosin consumption per tonne of paper and it is cheaper than Rosin. As partial substitute of Rosin.
Paper Machine
The pulp from stock preparation section after beating/ refing and cntricleaing enters the to manifold and then to head box. The function of the head box is to receive cleaned pulp stock at the consistency of 0.2-0.8 percent and distribute it uniformly across the width of wire at constant head. Rectifier roll/Evener on rolls is used to provide necessary agitation and even out distribution of fibres. Head box may be of two types, i.e., open head box and pressurized head box. From head box pulp flows to paper machine. In paper making two types of paper machine are commonly used. This may be MF machine or MG machine (Yankee or combined machine) and mould machine.
Fourdrinier Machine
It may be MF machine or MG Machine (Yankee or combined machine). Fourdrinier machine are characterized at the wet end by a head box which delivers stock to a moving woven-wire part belt supported by table rolls suction boxes [Holt, 1964]. Figure M-III 4.3 gives details of combined mould and Fourdrinier machines.
Fourdrinier Wire Part: The wire part consists of endless wire to support the weak web and drain out water. When stock enters on the wire the consistency of stock remains 0.5-0.6percent, i.e., 99.5 gm water and 0.5 gm pulp in 100 gm of pulp stock. Such a huge amount of water is removed on the wire part, press section and dryer section. About 97percent water is removed on the wire part, 1.5percent on the press section and about 1.0percent by the dryer part. Out of 97percent water removal on wire part, 83-85percent is drained in forming zone mainly due to table rolls, 10-12percent is removed by wet & dry suction boxes and 2-3percent by Suction Couch roll. Dandy roll and shake are used to improve the sheet formation. Shake helps in improving evenness of fibre orientation
'which improves physical properties, drainage of free stock (less beater stock) is retarded by shake, particularly in forming zone which improves formation. Dandy roll is also used for water marking, it also smoothens the top surface of paper, it helps in breaking froth bubbles. It also makes a sheet more dense and compact.
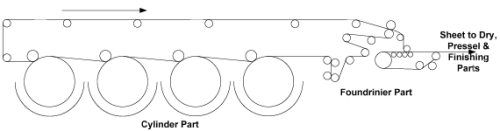
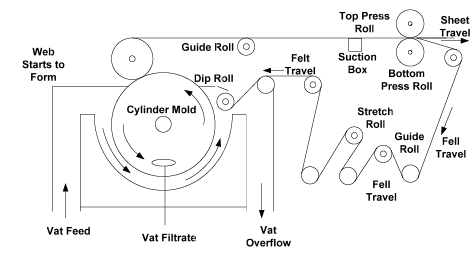
Figure M-III 4.3: Combined Mould and Foundrinier machine
Web leaving the Press section, contains 35-40percent solids. The remaining water from the web is removed by steam dryer. In drying, the sheet is passed round the cylinders and held in intimate contact with the heated surface by means of dryer felts. The number of cylinders and its arrangement in various sections is determined by the following factors basis weight of sheet, weight of the water to be evaporated, speed of the machine, pressure of steam in various sections. The dryer sections are divided in 4-5 groups, depending on size of machine.
Table Rolls: Table rolls serve two purposes; firstly to support wire and to create vacuum at outgoing nip, this tends to pull water from the web. Water is also removed by surface tension. Water is removed by gravity flow and micro vacuum.
Suction Boxes: Water which cannot be removed by Table rolls is removed by mild vacuum through series of Suction boxes (3-7 nos.). These boxes are connected with a vacuum pump. The suction boxes remove a good part of the remaining water, at the same time, compact the sheet.
Suction Couch Roll: About 2-3 percent water is removed by suction couch, where high vacuum is applied (12 – 15" Hg). A lump breaker roll is normally used to make the sheet more compact. When web leaves the couch roll, it carries about 18-2 dryness.
Press Part: The next step is to remove moisture from the web by mechanical means, i.e., by process of pressing the web, without affecting the quality of paper and board. Three types of presses are normally used: Plain Press, Suction Press and Reverse Press In plain press, water is removed by mechanical pressing and suction vacuum. Other modern presses are grooved press, unipress, trinip press etc. The felts are used for carrier of water between stonite and rubber rolls. As the paper web leaves the press section, it carries about 35-40% solids.
Dryer part - As we have seen that when web leaves the Press section, it contains 35-40 percent solids. The remaining water from the web is removed by thermal method, which is very expensive.
In the conventional method of drying, the sheet is passed round the cylinders and held in intimate contact with the heated surface by means of dryer felts. The number of cylinders and its arrangement in various sections is determined by the following factors
(a) Basis weight of sheet
(b) Weight of the water to be evaporated
(c) Speed of the machine
(d) Pressure of steam in various sections.
The dryer section is divided in 4 - 5 groups, depending on size of machine. This is adopted due to the followings
(a) In order to allow a degree of shrinkage control.
(b) To reduce the possibility of sheet creasing and breaking.
The Yankee Cylinder
The Yankee Cylinder is a large drying cylinder generally of 12-18 ft diameter. It has a very high polished surface, against which the sheet is pressed by one or more press rolls. The drying cylinder is generally unclothed. The Yankee Cylinder was developed to impart a high smooth finish to one side of sheet. Hence the term “Machine glazed” or MG Paper applied to paper.
Calendaring: After the sheet is dried, it is passed through a stack of heavy metal rolls, where it is calenderised under high pressure. The purpose of calendaring is to smooth down the felt and wire marks, to remove cockle and to level off lumpy formation and to make sheet of uniform caliper.
Reeling: The final paper and board having moisture of 4 - 6percent is reeled on pope reeler. The empty shell on which paper and board of reeled rests on the drum and driven round by virtue of the surface friction between them. The full roll of paper or board is removed by crane for rewinder / cutter.
Cylinder Mould Machine: Cylinder Mould Machine differs from Fourdrinier machine by replacing Fourdrinier wire part by cylinder mould part. Cylinder machine make use of cylinder structure which supports the forming wire mesh. Stock is supplied to the outside of the rolls. This is used for making paper board.
There are two types of mould operation
(a) Uniflow Cylinder Vat: In uniflow cylinder vat movement of stock in direction of mould. When the movement of stock is in the same direction as the mould rotation; a stronger sheet results and good formation can be achieved
(b) Counter flow Cylinder Vat: In counter flow cylinder movement of stock is in opposite direction of direction of mould. In counter flow cylinder mould the movement of stock is in the opposite direction as the mould rotation. This design is mainly used in heavy board machines.
In the mould machine, the stock is picked up on a wire covered cylinder mould and then transferred to a felt which carries it to the next cylinder mould. This process is repeated until a multiply board of several ply’s is obtained. From cylinder mould, the board passes to the same stages as that of fourdrinier machine, i.e., Press section, Dryer section, Calendar and Reeler etc.
Slitter Rewinder & Cutters: On slitter rewinder, the parent paper rolls are rewound and cut as per the market size. Similarly on duplex cutters numbers of paper parent rolls are cut at the same time as per the market size of the sheets. The reels are packed and sheets are sorted for defective portion and then counted and packed.
|
69 videos|121 docs
|
FAQs on Stock Preparation And Paper Making - Chemical Technology - Chemical Engineering
| 1. What is stock preparation in paper making? |  |
| 2. What are the main chemicals used in paper making? | |
| 3. How does refining affect the properties of paper? | |
| 4. What is the role of screening in stock preparation? | |
| 5. How do chemicals contribute to the paper making process? | |

|
4.97/5 Rating |

|
Dec 23, 2024 Last updated |
|
Explore Courses for Chemical Engineering exam
|
|
Semester Notes
,mock tests for examination
,Previous Year Questions with Solutions
,ppt
,Exam
,MCQs
,Stock Preparation And Paper Making | Chemical Technology - Chemical Engineering
,Objective type Questions
,Free
,Summary
,Important questions
,practice quizzes
,video lectures
,Viva Questions
,past year papers
,shortcuts and tricks
,Stock Preparation And Paper Making | Chemical Technology - Chemical Engineering
,Extra Questions
,Stock Preparation And Paper Making | Chemical Technology - Chemical Engineering
,study material
,Sample Paper
;






Stock Preparation And Paper Making Free PDF Download
Importance of Stock Preparation And Paper Making
Stock Preparation And Paper Making Notes
Stock Preparation And Paper Making Chemical Engineering Questions
Study Stock Preparation And Paper Making on the App
|
© EduRev
|
Education Revolution
|



|




