Styrene and Phthalic Anhydride Production | Chemical Technology - Chemical Engineering PDF Download
24.1 Introduction
- In this lecture we present the process technology for the production of styrene and pthalic anhydride
- Styrene is produced from benzene via the ethylbenzene route followed by dehydrogenation
- Pthalic anhydride is produced from Napthalene and o-Xylene
- We first present the process technology associated to styrene production
24.2 Styrene
24.2.1 Reactions
Alkylation of Benzene
- Benzene + ethylene → Ethyl benzene
- Catalyst: AlCl3 granules
- C2H5Cl provides hydrogen and chlorine free radicals
- Operating conditions: 95oC and 1 atm pressure
- Reaction is exothermic
Dehydrogenation of ethylbenzene
- Ethylbenzene→Styrene + Hydrogen
- Reaction is endothermic
- Catalyst: SnO or FeO
- Operating conditions: 800oC
24.2.2 Process technology (Figure 24.1)
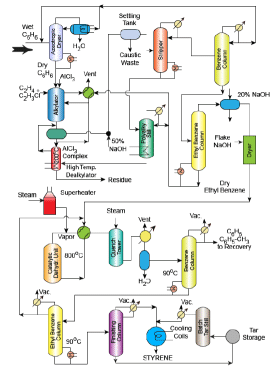
Figure 24.1 Flow sheet of manufacture of styrene
- The process consists of two separate reactor-separator-recycle networks in which one corresponds to the ethylbenzene flow sheet and the other corresponds to styrene flowsheet.
- We first present the flowsheet for ethylbenzene production
- Benzene (wet) is sent first to an azeotropic distillation unit that separates water and produces dry Benzene. Dry Benzene is required so as to avoid unnecessary reactions in the alkylation reactor as well as damage to the catalyst as alumina can get formed.
- Dry Benzene + Ethylene + Ethyl chloride + AlCl3 enter the alkylator catalyst
- The reactor could be a jacketed tower where water is used as a cooling fluid in the jacket to control the reactor temperature.
- The reactor produces two products namely uncondensible gases and the liquid product in which AlCl3 complex is available. This complex needs to be regenerated and sent back to the alkylator.
- The alkylator product is sent to a cooler which upon cooling to 40oC separates the aluminium chloride complex stream from the product stream. The other stream from the cooler is the ethylbenzene rich product stream.
- The aluminium chloride stream is partially recycled to the alkylator so as to maintain the required catalyst requirements. The other portion of the AlCl3 complex is sent to a dealkylator unit in which the feed is heated to 200 oC. By doing so, the polyethylbenzenes formed in the alkylator are converted to benzene and ethylbenzene (cracking reaction). - The benzene and ethylbenzene are returned to the cooler.
- The delkylator produces a residue product consisting of tar + AlCl3 mixture.
- From this mixture, AlCl3 is recovered using water extraction as AlCl3 is soluble in water. From there AlCl3 is recovered from the water and returned back to the alkylation reactor.
- The product stream from the cooler consisting of ethylbenzene is mixed with 50 % NaOH to remove acidic impurities. Eventually, after settling waste is eliminated.
- The purified ethylbenzene then enters a stripper that separates ethylbenzene + benzene from the polyalkylbenzenes. The polyalkylbenzenes are sent to a polyalkyl still that separates the benzene + ethylbenzenes from the polyalkylbenzenes (bottom product). The polyalkyl still is operated under vacuum. The polyalkylbenzenes are fed to the dealkylator and the benzene + ethylbenzene rich stream is sent to a heat integrated exchanger that extracts heat from the vent gases and then eventually enters the alkylation reactor.
- The top product from the stripper is ethylbenzene + benzene and it enters a benzene column that separates wet benzene from crude ethylbenzene. The wet benzene is recycled to the azeotropic dryer where it is mixed with fresh wet benzene to enter the azeotropic dryer.
- The crude ethylbenzene is further purified in a fractionator where the bottom product (with benzene) is mixed with the top product of the polyalkyl still. Thereby, the stream enters the heat integrated exchanger.
- The ethylbenzene is further subjected to caustic wash and finally it is sent to a dryer to produce dry ethylbenzene.
- We now move to the dehydrogenation flow sheet.
- The ethylbenzene (dry) is heated with superheated steam to enter the catalytic dehydrogenator. Excess steam is used in this process. The feed pre-heating is carried out using the product vapour stream. The reaction is gas phase catalytic reaction.
- The vapour stream after cooling with the feed stream in a heat integrated exchanger is fed to a quench tower using steam quenching.
- After quenching, partial condensation of the quenched vapors produces three streams one being the vapour vent, the other being water and the third being the organic phase rich with styrene.
- The styrene rich stream is sent first to a benzene column to recover the benzene + toluene and this is sent to a benzene-toluene distillation column to recover benzene. The benzene is sent to the azeotropic distillation unit as a raw-material.
- The bottom product from the benzene column enters an ethylbenzene column which separates ethylbenzene from the styrene stream. The ethylbenzene stream is mixed with the dry ethylbenzene to enter the catalytic dehydrogenator.
- The bottom product from the ethylbenzene column is the styrene enriched stream and this is sent to the finishing column where styrene is further purified from unwanted impurities such as tar. The tar is further batch distilled to recover styrene from the tar. The styrene finishing column also produces styrene product. Both styrene products from batch still and styrene finishing column are mixed and cooled to store as styrene product.
- All three columns namely benzene, ethylbenzene and finishing columns are operated under vacuum.
24.2.3 Uses :
Styrene is mainly used for making plastic toys and model kits. Moreover, housing for machines as well as refrigerator doors and air conditioner cases are made of styrene.
24.2.4 Technical questions
1. Explain how azeotropic distillation unit functions to convert wet benzene to dry benzene?
Ans: Wet benzene upon heating produces a heterogenous azeotrope at the top and dry benzene at the bottom. Therefore, the unit upon condensation of the top vapors produces two streams namely water and benzene rich wet stream which is recycled back as the reflux stream.
2. Why is the benzene + ethylbenzene stream returned back to the cooler but not the alkylation reactor?
Ans: The alkylation reactor should be fed with very important chemicals only. It is possible that the temperatures prevailing in the dealkylator could enable the loss of polyalkylbenzenes to the vapour. Therefore, there is no point in feeding this stream to the alkylator. Instead the stream is sent to the cooler so that any polyalkylbenzenes could be condensed back and sent to the dealkylator again.
3. Why the AlCl3 complex is partially returned to the reactor?
Ans: To maintain the required catalyst conditions. If not, then AlCl3 fresh has to be provided to the reactor as AlCl3 forms a complex with the hydrocarbons and would leave the alkylator along with the product streams.
4. Why do polyalkylbenzenes enter the ethylbenzene rich product?
Ans: This is the basic problem of the equilibrium separation factors of polyalkylbenzenes between the AlCl3 complex rich product and the ethylbenzene rich product. Since sharp distribution of these compounds is not possible, polyalkylbenzenes get distributed between both these organic phases.
5. Why there are ethylbenzene + benzenes still available in the bottom product of the stripper?
Ans: The answer is same as that of question 3 i.e., the phase equilibrium limitations enable the availability of both benzene + ethylbenzene in the polyalkylbenzene stream.
6. Why the benzene is wet from the benzene column?
Ans: This is because caustic wash operation enabled the contact with water and some water will enter the organic phase due to phase equilibrium of water with the organic phase. This water therefore enters the benzene stream from the benzene column.
7. Why caustic wash followed by drying is carried out is carried out for the ethylbenzene stream?
Ans: Caustic wash removes any undesired impurities where as dryer removes the water. Both water and acid are important compouds which if not eliminated contribute significantly to side reactions during the heating process with superheated steam. Therefore, totally dry and acid free conditions are targeted for ethylbenzene.
8. Why vacuum is used in the polyalkyl still unit?
a) To enhance relative volatility of components that can be easily removed
b) To reduce dissociation of polyalkyl components in the column
9. Why steam quenching but not water quenching is adopted?
Ans: Water quenching can give rise to additional reactions. Steam quenching does not allow condensation and hence is safe in that sense not to trigger any unwanted reactions of the styrene and ethylbenzene.
10. What gases are removed in the vent following quenching tower?
Ans: Gases such as hydrocarbons that are resultant of undesired cracking are removed as non-condensibles in the partial condenser. These are vented out.
11. Why tar consist of styrene?
Ans: Styrene being organic compound has affinity to get dissolved in the tar. Therefore, the batch still is used to extract styrene from the tar.
12. Why vacuum is used for the separation of benzene, toluene, ethylbenzene and styrene?
Ans: All these compounds are closely boiling systems. By going for vacuum distillation, we are able to enhance the relative volatility of the components and hence better separation. The increasing order of higher vacuum levels is applied for these three columns in series i.e., benzene column, ethylbenzene column and finishing column.
24.3 Pthalic Anhydride
24.3.1 Reactions
- Basic raw material is Naphthalene or o-xylene
- Naphthalene + O2→ Pthalic anhydride + H2O + CO2
- O-Xylene + O2→Pthalic anhydride + Water
- Side reaction products: Maliec anhydride, Complete combustion products: CO2 and water
- Catalyst: Vanadium pentoxide
- Operating conditions: 340 - 385 oC
- Reaction is highly exothermic
24.3.2Process technology (Figure 24.2)
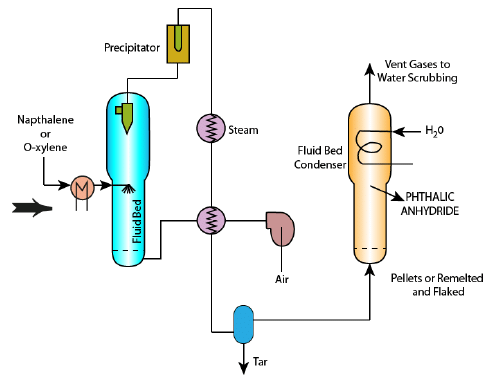
- In this lecture, we present the usage of both multitubular reactor or fluidized bed reactor for the production of pthalic anhydride.
- While multitubular reactor is demonstrated for o-xylene, the fluidized bed reactor is demonstrated for naphthalene
- Ortho xylene to Pthalic anhydride (Fixed bed reactor)
- Air is filtered and compressed to enter a air pre-heater
- O-xylene is also separately vaporized to generate the o-xylene vapour
- The o-xylene and compressed air enter a multitubular reactor. The reactor design is essentially a shell and tube set up where the catalyst is held in the tubes.
- Salt solution is circulated to cool the reactor in the shell side. The salt solution that gets heated up is sent to a waste heat recovery boiler to generate process steam.
- Napthalene to Pthalic anhydride (Fludized bed reactor)
- Napthalene and air are allowed to enter the fluidized bed. Napthalene in molten form is sprayed on to the fluidized bed of catalyst in air.
- The operating temperature is about 600 oC in this case.
- Eventually, the vapors (+ catalyst dust) enter a cyclone unit to separate the catalyst particles and the vapors from the cyclone separator.
- The fluidized bed is supplemented with cooling tubes in which salt solution is circulated to eventually obtain steam from the waste heat recovery boiler.
- The fluidiized bed reactor does not provide higher yields of maleic acid
- Separation network (common for both fluidized bed reactor and packed bed reactor technologies)
- The reactor effluent (vapour) is sent to a steam generator where the vapors are cooled to condense the pthalic anhydride and the boiler feed water is converted to steam. Here, pthalic anhydride is just cooled to a temperature slightly above its dew point.
- After cooling the pthalic anhydride, the condensed pthalic anhydride is sent to switch condensers that enable the generation of crude product. The switch condensers enable the generation of pthalic anhydride solid product.
- The condensers generate maleic anhydride and fumaric acid as the non-condensibles from the switch condensers.
- The crude product is subsequently melted, distilled and sent to a crystallization process or pellization process to obtain high purity product.
24.3.3 Uses :
Phthalic anhydride is used as a versatile intermediate in organic chemical reactions, mainly because it is bifunctional and is cheaply available. It may also be used in the manufacture of phathalate plasticizers like DOP, DEP etc.
24.3.4 Technical questions
1. Why is the fluidized bed operated at a higher temperature?
Ans: The advantage of fluidized bed reactor is to achieve maximum mass transfer and if this principle is better exploited then it is also possible to alter the selectivity of the process. Therefore, fluidization bed is operated at 600oC so that no maleic anhydride is produced and a higher yield of pthalic anhydride is obtained.
2. Is it justified to use spray of the feed in the case of fluidized bed reactor where as packed bed reactor received the vaporized feed stream?
Ans: Well, since fludization involves better mass and heat transfer effects when compared to packed bed reactor and since fludized bed reactor is operating at a far higher temperature than the packed bed reactor, it is easy for us to understand that the sprayed feed (i.e., naphthalene) will vaporize instantaneously and will undergo the desired reaction. Also, it is worthy to note that for better facilitating these variations, the gas hour space velocity and air to feed ratio of the fluidized reactor is chosen totally different from those existing in the packed bed reactor.
3. How do switch condensers assist in generating the crude pthalic anhydride solid product?
Ans: The switch condensers operate like an on and off switch involving the crystallization of pthalic anhydride and once these crystals are formed they are allowed for partially melting the same (by offing the condensation process) and this way, the flakes melt from the condenser tubes to obtain as a crude pthalic anhydride.
When the crystallization is on, it implies that cooling fluid is circulated and when crystallization is off, then hot fluid is circulated. These are circulated in an on and off mode and hence we got the name as switch condensers.
4. Why are the switch condensers not called as switch crystallizers but switch condensers?
Ans: Here, the vapors are received above the dew point of the pthalic anhydride and they are subjected to cooling. Since phthalic anhydride is sublime (solid generating vapour), the crystallization process is called as switch condensation.
5. In the flowsheet shown, the non-condensible gases such as CO2 are not shown to be vented out. Where do you think they will be vented out and why?
Ans: CO2 is vented out along with non-condensible gases from the switch condensers. Other than this, there is no other place to remove the same as the product gases are sent to these units only. In case of packed bed reactor technology, the vent also consists of maleic anhydride and fumaric acid which are absorbed in a scrubber using water as a solvent.
|
69 videos|121 docs
|
FAQs on Styrene and Phthalic Anhydride Production - Chemical Technology - Chemical Engineering
| 1. How is styrene produced? |  |
| 2. What is the role of phthalic anhydride in the production process? | |
| 3. What are the major challenges in styrene production? | |
| 4. Are there any environmental concerns related to styrene and phthalic anhydride production? | |
| 5. What are the main applications of styrene and phthalic anhydride? | |

|
4.81/5 Rating |

|
Dec 23, 2024 Last updated |

|
Explore Courses for Chemical Engineering exam
|
|
Styrene and Phthalic Anhydride Production | Chemical Technology - Chemical Engineering
,ppt
,Objective type Questions
,study material
,Styrene and Phthalic Anhydride Production | Chemical Technology - Chemical Engineering
,Previous Year Questions with Solutions
,practice quizzes
,Summary
,MCQs
,Viva Questions
,shortcuts and tricks
,Sample Paper
,mock tests for examination
,Semester Notes
,Free
,Styrene and Phthalic Anhydride Production | Chemical Technology - Chemical Engineering
,video lectures
,Extra Questions
,Exam
,past year papers
,Important questions
;






Styrene and Phthalic Anhydride Production Free PDF Download
Importance of Styrene and Phthalic Anhydride Production
Styrene and Phthalic Anhydride Production Notes
Styrene and Phthalic Anhydride Production Chemical Engineering Questions
Study Styrene and Phthalic Anhydride Production on the App
|
© EduRev
|
Education Revolution
|



|




