Ethylene oxide and Ethanolamines | Chemical Technology - Chemical Engineering PDF Download

1 Introduction
- In this lecture, we discuss upon the process technology for ethylene oxide and ethanolamines.
- Ethylene oxide is produced by the oxidation of ethylene using air
- Ethanolamines are produced using the series reaction scheme of ethylene oxide with ammonia.
- Ethanolamines are significantly used as absorbents to remove CO2 and H2S from process gas streams.
17.2 Ethylene Oxide
17.2.1 Reactions
- C2H4 + 0.5 O2→CH2O.CH2O
- Ethylene to air ratio: 3 – 10 %
- Side reaction products: CO2, H2O
- Catalyst: Silver oxide on alumina
- Operating temperature and pressure: 250 – 300 oC and 120 – 300 psi
- Supressing agent for side reactions: Ethylene dichloride
- Reaction is exothermic
17.2.2 Process technology (Figure 17.1)
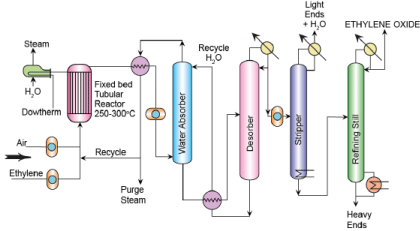
Figure 17.1 Flow sheet of production of ethylene oxide
- Air and ethylene are separate compressed and along with recycle stream are sent to the shell and tube reactor
- The reactor is fed on the shell side with Dowtherm fluid that serves to maintain the reaction temperature. A dowtherm fluid is a heat transfer fluid , which is a mixture of two very stable compounds, biphenyl and diphenyl oxide. The fluid is dyed clear to light yellow to aid in leak detection.
- The hot dowtherm fluid from the reactor is sent to a waste heat recovery boiler to generate steam
- The vapour stream is cooled using a integrated heat exchanger using the unreacted vapour stream generated from an absorber.
- The vapour stream is then sent to the heat integrated exchanger and is then sent back to the reactor and a fraction of that is purged to eliminate the accumulation of inerts such as Nitrogen and Argon.
- The product vapors are compressed and sent to a water absorber which absorbs ethylene oxide from the feed vapors. Eventually, the ethylene oxide rich water stream is sent to a stripper which desorbs the ethylene oxide + water as vapour and generates the regenerated water as bottom product. The regenerated water reaches the absorber through a heat integrated exchanger.
- The ethylene oxide + water vapour mixture is compressed (to about 4 - 5 atms) and then sent to a stripper to generate light ends + H2O as a top product and the bottom product is then sent to another fractionators to produce ethylene oxide as top product. The heavy ends are obtained as bottom product.
17.2.3 Technical questions
1. What is Dowtherm?
Ans: Dowtherm is an organic liquid that can attain to temperatures upto 300 oC. These are special fluids used instead of steam/water. In this example, the operating temperature is about 250 - 300 oC and therefore usage of Dowtherm fluid is perfect.
2. In what way compression is beneficial to the absorption?
Ans: It is a known fact that absorption is most favoured at low temperature and high pressure. Therefore, compression of the cooled product gases will be very beneficial to maximize the dissolution of ethylene oxide in the water. Of course, along with ethylene oxide other light ends and heavy ends also dissolve in water and we have no control over that.
3. Why again another compressor is used before the stripper?
Ans: The second compressor aids to enhance the boiling points of the mixtures. Thereby, water can be used as a cooling fluid in the distillation columns, as the boiling point of the products is enhanced by compression. In this regard, it should be noted that ethylene oxide has a boiling point of 10.7 oC which can be drastically enhanced by compression to 4 – 5 atms.
4. Why ethylene and air are separately compressed?
Ans: This is due to the danger of generating an explosive mixture during compression step of the mixture.
5. What process modifications are possible for the flowsheet?
- Using a fluidized bed instead of packed bed reactor
- Using oxygen instead of air
6. Discuss the energy integration capacity of the process?
Ans: In this process, the heat integration drastically reduced process steam requirements. Steam is only required in the strippers and fractionators. This steam can be generated using waste heat recovery units using dowtherm fluid as the hot fluid to generate the steam. Thus in this process, it is observed that for 1 ton of ethylene oxide produced, only 0.1 ton of steam is required. This is all possible due to significant heat integration in the process.
17.3 Ethanolamines
17.3.1 Reactions
- Ethylene Oxide + Ammonia →Monoethanolamine
- Monoethanolamine + Ammonia →Diethanolamine
- DIethanolamine + Ammonia → Triethanolamine
- The above reactions are series reaction scheme
- Reaction is exothermic
- Ammonia is in aqueous phase and ethylene oxide is in vapour state. Therefore, the reaction will be gas-liquid reaction
- Ethylene oxide is the limiting reactant
17.3.2 Process technology (Figure 17.2)
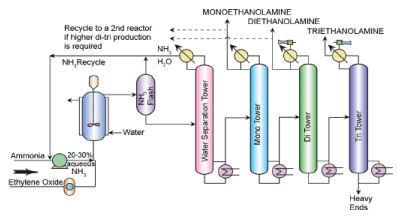
Figure 17.2 Flow sheet of production of ethanolamines
- Ammonia is mixed with ammonia recycle stream from the process and pumped to the CSTR where liquid phase ammonolysis takes place.
- Ethylene oxide is compressed and fed to the CSTR.
- The CSTR operating pressure will be such that the feed (and product) mixtures do not vaporize and good liquid phase reaction can occur.
- The reactor is cooled using water in the cooling jacket as the reactions are mildly exothermic
- The product stream is then sent to a flash unit that separates NH3 + H2O as a vapour stream and water + ethanolamines as a liquid stream.
- The ammonia + water stream is recycled to mix with the fresh ammonia and enter the reactor.
- The bottom product from ammonia flash unit is sent to a water separation tower that again removes dissolved ammonia in the ethanolamine rich solution. Once again ammonia + water are generated and this stream is also recycled to mix with fresh ammonia feed.
- The bottom product consisting of crude mixture of ethanolamines and heavy ends.
- This mixture is fed to a monoethanolamine tower first to separate the monoethanol amine from the other two and heavy ends
- The bottom product from the first distillation tower then enters the second and third distillation towers which are operated under vacuum to produce diethanolamine and triethanolamine as top products. The bottom product from the last distillation tower is the heavy ends product.
17.3.3 Technical questions
1. In what way operating the CSTR In liquid phase is beneficial?
Ans: Liquids have higher mass transfer coefficients than solids. Therefore, if the reaction needs be facilitated with two components, if they are in liquid phases, then reactions could be faster. Therefore, pressure can play an important role in both altering the selectivity as well as conversion of the series reactions scheme.
2. Why ammonia + water needs to be separated from the second tower i.e., water separation tower?
Ans: Ammonia dissolves instantaneously in water to form ammonia solution. This chemical affinity of ammonia is very difficult to get it through. On the other hand, despite using flash unit, some ammonia will remain the water consisting of ethanolamines and heavy ends. Therefore, the second water separation tower is required to remove once again ammonia + water from the solution.
3. Why vacuum is used in the second and third distillation towers?
Ans: The diethanol and triethanolamines dissociate at high operating temperatures. Therefore, vacuum is used to reduce the operating temperature of the distillation columns (second and third).
4. What process modifications you can suggest for better operation?
Ans: When higher quantitites of di or triethanolamine is desired, then the monoethanolamine can be sent to another reactor in which ethylene oxide is added. It’s not advisable to recycle it the CSTR shown in the process flow sheet as it can form amino-ethers but not diethanolamine.
5. Can solvents (extraction) be used instead of vacuum distillation for the separation of di and triethanolamines?
Ans: No, this is due to the reason that solvents tend to have similar solubility factors for both di and triethanolamines.
|
69 videos|121 docs
|
FAQs on Ethylene oxide and Ethanolamines - Chemical Technology - Chemical Engineering
| 1. What is ethylene oxide used for in chemical engineering? |  |
| 2. How is ethylene oxide produced in chemical engineering? | |
| 3. What are ethanolamines and their applications in chemical engineering? | |
| 4. What are the safety considerations when working with ethylene oxide in chemical engineering? | |
| 5. How is ethylene oxide converted to ethanolamines in chemical engineering? | |



Ethylene oxide and Ethanolamines | Chemical Technology - Chemical Engineering
,video lectures
,Semester Notes
,Extra Questions
,Free
,Ethylene oxide and Ethanolamines | Chemical Technology - Chemical Engineering
,Important questions
,ppt
,practice quizzes
,shortcuts and tricks
,Viva Questions
,Summary
,past year papers
,MCQs
,Objective type Questions
,Previous Year Questions with Solutions
,Exam
,Ethylene oxide and Ethanolamines | Chemical Technology - Chemical Engineering
,mock tests for examination
,study material
,Sample Paper
;


Ethylene oxide and Ethanolamines Free PDF Download
Importance of Ethylene oxide and Ethanolamines
Ethylene oxide and Ethanolamines Notes
Ethylene oxide and Ethanolamines Chemical Engineering Questions
Study Ethylene oxide and Ethanolamines on the App
|
© EduRev
|
Education Revolution
|



|






within 7 days!