Manufacture of Ethanol from Molasses | Chemical Technology - Chemical Engineering PDF Download

29.1 Introduction
Ethanol is a volatile, flammable, clear, colourless liquid. Ethanol is a good solvent. It is also used as a germicide, beverage, antifreeze, fuel, depressant and chemical intermediate. It can be made by the fermentation process of material that contains sugar or from the compound which can be converted to sugar. Yeast enzyme readily ferment sucrose to ethanol.
Molecular formula- C2H5OH
Molecular weight- 46.07
Density- 0.791 at 20˚C
Boiling Point- 78.3˚C
Chemical Reactions:
(a) Main Reaction
(b)Side reaction
2 C6H12O6 + H2O→ROH + R’CHO
Fusel oil
Ethanol is raw material for many downstream organic chemical industries in India.
Raw Material: Molasses
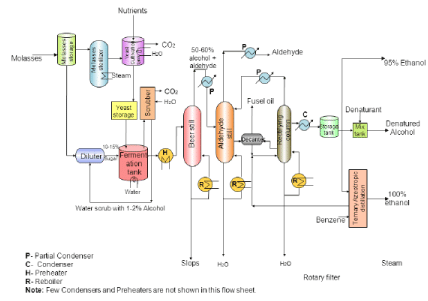
29.2 Functional role of various units
(a) Molasses storage tank:
Molasses is liquor obtained as by product of sugar industries.
Molasses is a heavy viscous material ,which contains sucrose, fructose and glucose (invert sugar) at a concentration of 50-60(wt/vol).
(b)Sterlization tank:
Yeast is sterilized under pressure and then cooled.
(c)Yeast cultivation tank:
Yeast grows in the presence of oxygen by budding.
Yeast is cultivated in advance.
(d)Yeast storage tank:
Yeast are unicellular, oval and 0.004 to 0.010mm in diameter.
PH is adjusted to 4.8 to 5 and temperature up to 32˚C
(e)Fermentation tank:
Chemical changes are brought by the action of enzymes invertase and zymase secreted by yeast in molasses.
Fermentation is anaerobic, Heat is evolved which is removed by cooling coils.
Residence time is 30-70 hours and temperature is maintained at 20-30˚C 8-10%alcohol by volume(beer) is produced by fermentation process.
HCl or sulfuric acid is added to obtain 4.5 PH.
(f)Diluter:
Here molasses is diluted to 10 to 15% sugar solution.
(g)Scrubber:
Carbondioxide is released and utilized as by product.
By-product CO2 contains some ethanol due to Vapor liquid evaporation and can be recovered by water scrubbing.
Water is sent back to continuous diluter stream.
(h)Beer still:
50-60% concentration alcohol and aldehyde is produced.
Slops are removed as bottom product.
Slop is concentrated by evaporation for cattle feed or discharged as waste.
Slop contains proteins, sugar and vitamins.
(i)Aldehyde still:
Undesirable volatile liquid; aldehyde is taken off from the top of the still.
From the side stream alcohol is feed to the decanter.
It is extractive distillation column, and operates at a pressure of around 0.6-0.7 MPa.
(j)Decanter :
Fusel oil which is high molecular weight alcohol is recovered by decantation.
Fusel oil is fractionated to produce amyl alcohol or are sold directly.
The principle behind extraction of fusel oil from ethanol is that higher alcohols are more volatile than ethanol in solution containing a high concentration of water.
(k)Rectifying column:
In the column, azeotropic alcohol- water mixture of 95% ethanol is withdrawn as side product.
This 95% ethanol is condensed in condenser and stored in storage tank.
Side stream is withdrawn and sent to decanter.
At the bottom, water is discharged.
Here, alcohol – water mixtures are rectified to increase the strength of alcohol.
(l)Storage tank:
From storage tank, three streams are evolved: Direct sale as portable.
For industrial use.
To anhydrous still to produce 100% ethanol.
(m)Mix tank:
For producing denatured alcohol, denaturant is mixed with the 95% ethanol produced from rectifying column.
Denaturant is normally methanol (10vol%)
(n)Ternary Azeotropic distillation:
The product from rectifying column is a ternary minimum boiling azeotrope of ethanol, water and benzene.
Benzene is an azeotropic agent.
Here mainly two units are present; anhydrous still, decanter, stripper and few heat exchangers.
Anhydrous motor fuel grade ethanol (100% ethanol) is produced as product.
Heat integration and energy recovery plays a vital role in reducing energy requirements.
29.3 Technical Questions
1. Explain Azeotropic distillation process for manufacturing 100% ethanol?
Ans1: The separation process of ethanol and water is energy intensive. Complete separation of ethanol and water is not possible by simple distillation. This is due to the fact that ethanol forms a minimum boiling azeotrope with water at 89 mole % (96.4 vol%) ethanol concentration at atmospheric pressure and 351 K. Therefore, a third component benzene is added as azeotropic agent. With addition of benzene, unfortunately, a ternary azeotrope containing benzene (53.9 mol%), water (23.3mol%) and ethanol (22.8mol%) is formed with a boiling point of 338K which is lower than the boiling point of ethanol. Eventually, the anhydrous still produces 100% pure ethanol as bottom product and ternary azeotrope at the top. The ternary azeotrope on cooling separates into two phases in the decantation unit in which two phases are formed:
(a) Benzene rich organic phase.
(b)Aqueous phase of benzene and ethanol.
While the benzene rich organic phase is recycled as reflux to the anhydrous still, the aqueous phase of benzene and ethanol is sent to a second column (stripper) which separates the ethanol/water from benzene. It is interesting to note here that cooling enabled the phase separation of the azeotrope which eventually was further separated using stripping.
2. Why yeast storage is required?
Ans2: In due course of the fermentation process, it is possible that due to variations in the addition of nutrients, flow rates and conditions of the fermenter, there could be a possibility in the variation of solution concentration of microorganisms. In addition, prolonged biological activity could also encourage genetic modification. Therefore, yeast is always stored after the yeast culture tank so that always a reference stock is available and can be used for further growth of the microorganisms as a base cell culture.
3. What is the function of scrubber?
Ans3: In natural mass transfer processes, it is inevitable that 100 % separative distribution of compounds such as ethanol is not possible. Ethanol having a boiling point of 78.3 oC at atmospheric pressure due to existing vapor pressure circumstances enters the air leaving the fermentation tank. Therefore, the ethanol produced could get lost if left to the atmosphere as a vent stream. Henceforth,
4. Why molasses is sterilized?
Ans4: The molasses consist of other types of microorganisms which contribute to the production of other types of alcohols other than ethanol. Therefore, to allow the larger production of ethanol in comparison to other alcohols and ketones, the molasses is sterilized for the removal of other types of microorganisms.
5. What is denatured alcohol?
Ans5: Denatured Alcohol is ethanol which has been rendered toxic or otherwise undrinkable, and in some cases dyed. It is used for purposes such as fuel for spirit burners and camping stoves, and as a solvent. Some agents such as denatonium benzoate, methanol, naphtha, pridine are added to the ethanol.
6. Why alcohol obtained from rectifying column can’t be more than 95% strength?
Ans6: Water form a binary constant boiling mixture which has higher boiling point than alcohol, anhydrous and absolute alcohol.
7. Why are partial condensers used in the process
Ans.7: A partial condenser is typically used in a distillation column when the product desired is send for further processing and the vapors are only cooled to obtain the desired reflux stream flow rates. In this way, in a sequence of distillation columns, it will lead to energy savings. The ethanol process flow sheet consists of complex column stream interactions in terms of reflux streams. For instance, for the reflux for aldehyde column is supplied from both distillate vapors emanating from aldehyde and rectifying columns. It is also further interesting to note that the pressures of these two distillation columns are bound to be different. On the other hand, heat integration using the concept of pre-heat exchangers is encouraged for maximizing energy savings. All these have been factually encouraged by the presence of partial condensers. The development of better processes from base case scenarios is of course based on rigorous process design studies followed by pilot plant studies of the most encouraging options. Therefore, the utility of partial condensers is in fact a rigorous process design and systems engineering exercise.
|
69 videos|121 docs
|
FAQs on Manufacture of Ethanol from Molasses - Chemical Technology - Chemical Engineering
| 1. What is the process of manufacturing ethanol from molasses? |  |
| 2. What are the advantages of using molasses as a feedstock for ethanol production? | |
| 3. What are the challenges in manufacturing ethanol from molasses? | |
| 4. What are the applications of ethanol produced from molasses? | |
| 5. What are the environmental benefits of manufacturing ethanol from molasses? | |



ppt
,Sample Paper
,study material
,Summary
,practice quizzes
,past year papers
,Free
,mock tests for examination
,Semester Notes
,Objective type Questions
,Manufacture of Ethanol from Molasses | Chemical Technology - Chemical Engineering
,Previous Year Questions with Solutions
,Important questions
,Viva Questions
,Extra Questions
,Manufacture of Ethanol from Molasses | Chemical Technology - Chemical Engineering
,Exam
,video lectures
,MCQs
,shortcuts and tricks
,Manufacture of Ethanol from Molasses | Chemical Technology - Chemical Engineering
;


Manufacture of Ethanol from Molasses Free PDF Download
Importance of Manufacture of Ethanol from Molasses
Manufacture of Ethanol from Molasses Notes
Manufacture of Ethanol from Molasses Chemical Engineering Questions
Study Manufacture of Ethanol from Molasses on the App
|
© EduRev
|
Education Revolution
|



|






within 7 days!