Coke Production, Hydrogenation of Coal | Chemical Technology - Chemical Engineering PDF Download

32.1 Introduction
Coal is used as fuel for electric power generation, industrial heating and steam generation, domestic heating, rail roads and for coal processing.
Coal composition is denoted by rank. Rank increases with the carbon content and decreases with increasing oxygen content.
Many of the products made by hydrogenation, oxidation, hydrolysis or fluorination are important for industrial use. Stable, low cost, petroleum and natural gas supplies has arose interest in some of the coal products as upgraded fuels to reduce air pollution as well as to take advantage of greater ease of handling of the liquid or gaseous material and to utilize existing facilities such as pipelines and furnaces.
32.2 Coking of coal
Raw material is Bituminous coal. It appears to have specific internal surfaces in the range of 30 to 100m2/g.
Generally one ton of bituminous coal produces
1400 lb of coke.
10 gallons of tar.
Chemical reaction:-

Process flow sheet: Illustrated in Figure.
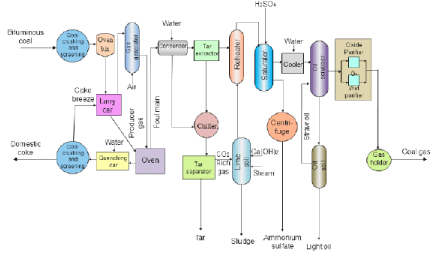
Figure 32.1 Flow sheet of coking of coal
32.3 Functional role of each unit (Figure 32.1):
(a) Coal crusher and screening:
- At first Bituminous coal is crushed and screened to a certain size.
- Preheating of coal (at 150-250˚C) is done to reduce coking time without loss of coal quality.
- Briquetting increases strength of coke produced and to make non -coking or poorly coking coals to be used as metallurgical coke.
- Blending prevents damage to oven when high pressure develops.
(b) Coke oven:
- Oven has usually 0.3 to 0.6m width.
- Here coal is kept for 17 hrs, heat is supplied completely from the flues on the sides.
- The oven temperature is usually 1100˚C.
- As temperature is increased, the fluidity of mass reaches maximum and begins to solidify to form coke.
- Indirect heat transfer is done to prevent burning of coke and formation of carbon dioxide.
- Air is prevented so that no burning takes place inside the oven.
- After carbonization, the oven doors are opened and the red hot coke is pushed to quenching car.
- Heat recovery systems and vertical flues are attached to supply process heat to the coking chamber.
- The by-product vapors and gases like light-oil, NH3, tar, coke oven gas which are combinedly known as foul main stream are collected and passed through condenser.
(c) Gas generator:
- Coke breeze comes to generator and is heated with air.
- Producer gas produced is sent back to the oven for maintaining high temperatures.
- The air supply for the furnaces is preheated by the hot exit gas.
(d) Quenching car:
- The red hot coke from oven is pushed to quenching car.
- On quenching the fluid coke gets crystallized.
- It is then dumped on a sloping wharf for cooling and drying.
(e) Coke crusher and screening:
- After draining off the water from coke, coke is crushed and screened to be used as a fuel.
- The screened coke is then sent to loading units.
- Coke breeze (or fines) is generated while crushing of coke.
(f) Condenser:
- The foul main is cooled by indirect heat transfer with water for condensation of tar.
- The lighter components are sent to tar extractor for further removal of tar.
(g) Tar extractor:
- The tar along with some lighter components is sent to tar separator.
(h) Reheater:
- The tar free aromatics and NH3 are heated and sent to saturator.
(i) Tar separator:
- Tar is completely separated and sent to tar storage.
- The lighter components are sent to lime still.
(j) Lime still:
- The lighter components from the tar separator are treated with Ca(OH2) and steam.
- Phosphates are collected as sludge from the bottom and the aromatics and NH3 are sent to saturator.
(k) Saturator:
- The input stream is scrubbed with H2SO4.
- The ammonia is separated out from aromatics.
- The aromatics are sent to final cooler.
(l) Centrifuge:
- NH3 + H2SO4→(NH4)2SO4
- Ammonium sulfate which is solid and is collected in a centrifuge.
(m)Cooler:
- The aromatics along with sulfur are cooled up for better scrubbing.
(n) Oil scrubber:
- The straw oil is used as scrubber and this will remove aromatics, which are then sent to light oil still.
(o) Oil still:
- The straw oil is recycled back to scrubber.
(p) Oxide purifier or wet purifier:
- Aromatic free gas ie. Coal gas from the scrubber comes in this unit.
- The coal gas is made H2S free by oxide purifier or wet purifier.
- The sulfur free gas is collected in gas holder and is used as fuel gas in furnaces
32.4 Technical Questions
1. What are the by-products obtained from coking of coal?
Ans: Coal tar, Ammonia, light oils, Benzene and Coal gas.
2. Why two Tar separators are there in the process flow sheet?
Ans: The coke oven gases entering the condenser separate as two separate streams namely a liquid phase and a gaseous phase. Due to phase equilibrium limitations, tar gets distributed to both these streams. Therefore, tar separation is carried out for both these streams.Such processing steps are very common in many chemical processing unit. The complexity of the process flow sheet is governed by the difficulty in achieving perfect separation of components such as tar in either liquid or gaseous streams. These components which distributed evenly between liquid and gaseous streams require additional processing such as utilization of two separators.
3. What is the prime function of Larry and Quenching car ?
Ans: Since large quantities of coke enter and leave the oven, Larry and Quenching Car carry out these operations of automated entry and exit of the raw material and product respectively. While Larry car operation is relatively easy, it is not the case of quenching car, as water quenching is additionally required along with the removal of the product from the coke oven.
33.1 Introduction to Hydrogenation of Coal
Coal or hydrogenation of coal involves raising the atomic hydrogen to carbon ratio. Coal can be converted to liquid and gaseous fuels by direct and indirect processing. Hydrogenation of coal is also called liquefaction of coal. The source of coal is from various coal mines.
33.2 Hydrogenation reaction:

This is highly exothermic reaction.
Process flow sheet: Illustrated in Figure.
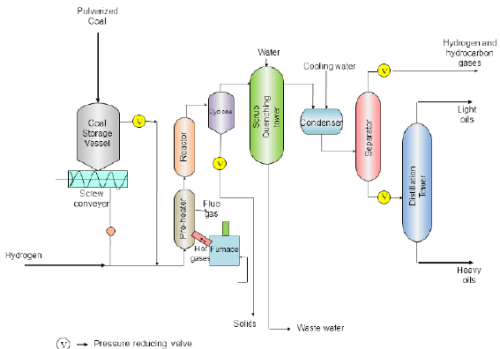
Figure 33.1 Flow sheet of hydrogenation of coal
33.3 Functional role of each unit (Figure 33.1):
(a) Coal storage vessel:
- Here pulverized coal is stored.
- Produced coal is fed to the preheater by a screw conveyor.
- Hydrogen gas stream is added to the fed.
- Hydrogen is obtained from any dehydrogenation process or any other hydrogen synthesis process.
- Pressure equalizing line is used to maintain pressure of reaction mixture stream with the help of valve.
(b) Preheater:
- Powdered coal and hydrogen are the raw material fed to the preheater.
- Optimum temperature is required for reaction so reaction mixture is preheated instead of feeding it in reactor directly.
- Heat required for preheating is supplied by furnace.
- In furnace, combustion of fuel gases is occurring and all hot gases from furnace are passed from preheater.
(c) Reactor:
- Temperature is maintained at 400-1000˚C and pressure of about 500 to 3000psi.
- The residence time is about 1 to 10 minutes. · Since reaction is highly exothermic, so cooling jackets are used to control temperature of reactor.
- Catalyst used is 1% tungsten or molybdenum oxide.
- Catalyst solution is made for reaction.
- The products from the reactor then pass to cyclone.
- There will be liquid aromatics along with unreacted coal and hydrogen in stream leaving the reactor.
(d) Cyclone:
- Solids as bottom product are removed.
- Hot reaction mixture from the reactor is fed to the cyclone for separation of solids and gases.
- Gaseous mixture leaving cyclone contain aromatics, unused hydrogen and small amounts of light hydrocarbon and carbon dust.
- Temperature of the leaving stream is about 700˚C.
(e) Scrub quenching tower:
- The gases from cyclone are at very high temperature.
- Sudden cooling of gases or quenching of gases is done in this tower.
- Quenching and absorption both are done simultaneously.
- Water scrub carbon dust from gaseous mixture.
- Stream leaving mainly contain aromatics, hydrogen and other hydrocarbons.
(f) Condenser:
- All the gaseous mixture from the scrubber is fed to the condenser to condense aromatic liquids.
- The stream leaving the condenser, the aromatics are in liquid form, whereas, hydrogen and other hydrocarbons are in gaseous form.
(g) Separator:
- This unit separate aromatic liquids from other gaseous impurities.
- Hydrogen and other lighter hydrocarbons (gaseous form) are obtained as top product and aromatic liquids are obtained as bottom product.
(h) Distillation tower:
- Light oil and heavy oils are separated by distillation tower as top and bottom product respectively.
- The process occurs at high pressure. So at first, pressure is reduced before distillation by pressure reducing valve.
- Reduction in pressure increases relative volatility of heavy oils and light oils.
- Lower temperature and less residence time reduces thermal degradation of aromatic oils.
33.4 Technical Questions
1. What are the various ways for coal to be fed to hydrogenation process?.
Ans: The following are the various alternatives:
- Solvent extraction of powdered coal followed with hydrogenation of the extract.
- Treatment of a paste formed with pulverized coal and heavy oil in a hydrogenation reactor.
- Hydrogenation of powdered coal + hydrogen in a reactor.
2. Why is a cyclone separator required in the process?
Ans: A cyclone separator enables the separation of finer solids that are entrained in the gaseous mixture. If the cyclone separator is not used, then eventually the coal enters the waste stream and would also pose more environmental risks in addition to the loss of valuable raw material.
3. In the changing energy scenarios of the world, in what way hydrogenation of coal is beneficial ?
Ans: Coal hydrogenation is a potential route to transform coal into other usable compounds such as methane, benzene and aromatics. Methane otherwise can be converted to an equivalent liquefied natural gas (LNG) for fuel usage in various automobiles. Therefore, the hydrogenation of coal if carried out in a cost effective way can be a very important technology to explore when world petroleum reserves reduce drastically.
|
69 videos|121 docs
|
FAQs on Coke Production, Hydrogenation of Coal - Chemical Technology - Chemical Engineering
| 1. What is coke production and how is it related to coal hydrogenation? |  |
| 2. How is hydrogenation of coal carried out in the chemical engineering field? | |
| 3. What are the main advantages of coal hydrogenation in comparison to traditional coal combustion? | |
| 4. How does the hydrogenation of coal contribute to the production of hydrogen gas? | |
| 5. What are the challenges and limitations associated with coal hydrogenation in terms of environmental impact? | |



Coke Production
,Viva Questions
,Objective type Questions
,Coke Production
,shortcuts and tricks
,Hydrogenation of Coal | Chemical Technology - Chemical Engineering
,Important questions
,Exam
,ppt
,Coke Production
,practice quizzes
,Hydrogenation of Coal | Chemical Technology - Chemical Engineering
,mock tests for examination
,video lectures
,Summary
,past year papers
,Free
,MCQs
,Semester Notes
,study material
,Extra Questions
,Previous Year Questions with Solutions
,Sample Paper
,Hydrogenation of Coal | Chemical Technology - Chemical Engineering
;






Coke Production, Hydrogenation of Coal Free PDF Download
Importance of Coke Production, Hydrogenation of Coal
Coke Production, Hydrogenation of Coal Notes
Coke Production, Hydrogenation of Coal Chemical Engineering Questions
Study Coke Production, Hydrogenation of Coal on the App
|
© EduRev
|
Education Revolution
|



|





