Design For Dynamic Loading - 1 | Design of Machine Elements - Mechanical Engineering PDF Download
Introduction
Conditions often arise in machines and mechanisms when stresses fluctuate between a upper and a lower limit. For example in figure-3.3.1.1, the fiber on the surface of a rotating shaft subjected to a bending load, undergoes both tension and compression for each revolution of the shaft.
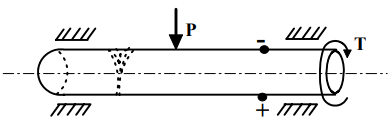
3.3.1.1F- Stresses developed in a rotating shaft subjected to a bending load.
Any fiber on the shaft is therefore subjected to fluctuating stresses. Machine elements subjected to fluctuating stresses usually fail at stress levels much below their ultimate strength and in many cases below the yield point of the material too. These failures occur due to very large number of stress cycle and are known as fatigue failure. These failures usually begin with a small crack which may develop at the points of discontinuity, an existing subsurface crack or surface faults. Once a crack is developed it propagates with the increase in stress cycle finally leading to failure of the component by fracture.
There are mainly two characteristics of this kind of failures:
(a) Progressive development of crack.
(b) Sudden fracture without any warning since yielding is practically absent.
Fatigue failures are influenced by
(i) Nature and magnitude of the stress cycle.
(ii) Endurance limit.
(iii) Stress concentration.
(iv) Surface characteristics.
These factors are therefore interdependent. For example, by grinding and polishing, case hardening or coating a surface, the endurance limit may be improved. For machined steel endurance limit is approximately half the ultimate tensile stress. The influence of such parameters on fatigue failures will now be discussed in sequence.
Stress cycle
A typical stress cycle is shown in figure- 3.3.2.1 where the maximum, minimum, mean and variable stresses are indicated. The mean and variable stresses are given by
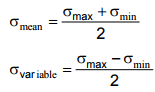
3.3.2.1F- A typical stress cycle showing maximum, mean and variable stresses.
Endurance limit
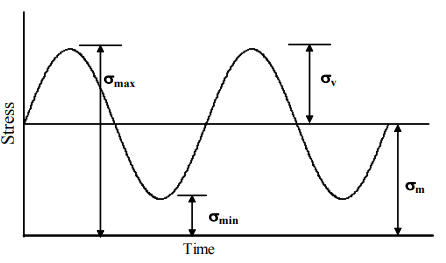
Figure- 3.3.3.1 shows the rotating beam arrangement along with the specimen.
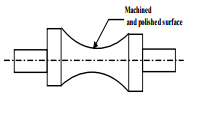
(a) Beam specimen
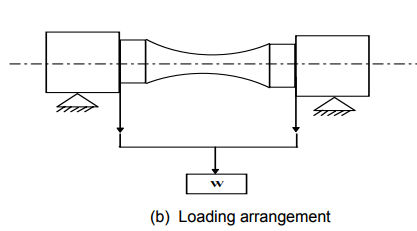
3.3.3.1F- A typical rotating beam arrangement.
The loading is such that there is a constant bending moment over the specimen length and the bending stress is greatest at the center where the section is smallest. The arrangement gives pure bending and avoids transverse shear since bending moment is constant over the length. Large number of tests with varying bending loads are carried out to find the number of cycles to fail. A typical plot of reversed stress (S) against number of cycles to fail (N) is shown in figure3.3.3.2. The zone below 103 cycles is considered as low cycle fatigue, zone between 103 and 106 cycles is high cycle fatigue with finite life and beyond 106 cycles, the zone is considered to be high cycle fatigue with infinite life.
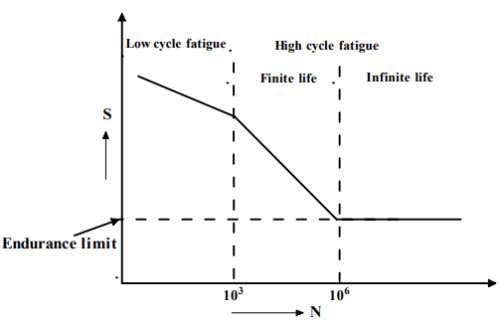
3.3.3.2F- A schematic plot of reversed stress (S) against number of cycles to fail (N) for steel.
The above test is for reversed bending. Tests for reversed axial, torsional or combined stresses are also carried out. For aerospace applications and nonmetals axial fatigue testing is preferred. For non-ferrous metals there is no knee in the curve as shown in figure- 3.3.3.3 indicating that there is no specified transition from finite to infinite life.
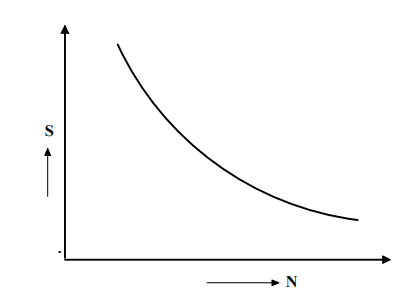
3.3.3.3F- A schematic plot of reversed stress (S) against number of cycles to fail (N) for non-metals, showing the absence of a knee in the plot. A schematic plot of endurance limit for different materials against the ultimate tensile strengths (UTS) is shown in figure- 3.3.3.4. The points lie within a narrow band and the following data is useful:
Steel Endurance limit ~ 35-60 % UTS
Cast Iron Endurance limit ~ 23-63 % UTS
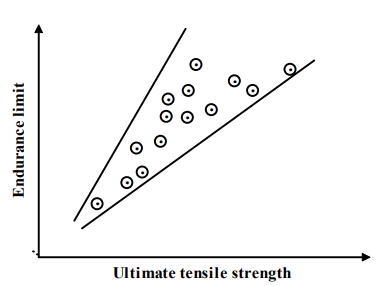
3.3.3.4F- A schematic representation of the limits of variation of endurance limit with ultimate tensile strength.
The endurance limits are obtained from standard rotating beam experiments carried out under certain specific conditions. They need be corrected using a number of factors. In general the modified endurance limit σe′ is given by
σe′ = σe C1C2C3C4C5/ Kf C1
C1is the size factor and the values may roughly be taken as
C1 = 1, d 7 ≤ .6 mm
= 0.85, 7.6 ≤ d 50 ≤ mm
= 0.75, d ≤ 50 mm
For large size C1= 0.6. Then data applies mainly to cylindrical steel parts. Some authors consider ‘d’ to represent the section depths for non-circular parts in bending.
C2 is the loading factor and the values are given as
C2 = 1, for reversed bending load.
= 0.85, for reversed axial loading for steel parts
= 0.78, for reversed torsional loading for steel parts.
C3 is the surface factor and since the rotating beam specimen is given a mirror polish the factor is used to suit the condition of a machine part. Since machining process rolling and forging contribute to the surface quality the plots of C3 versus tensile strength or Brinnel hardness number for different production process, in figure- 3.3.3.5, is useful in selecting the value of C3.
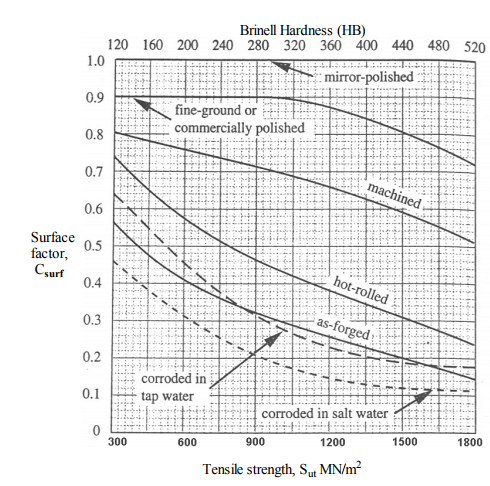
3.3.3.5F- Variation of surface factor with tensile strength and Brinnel hardness for steels with different surface conditions .
C4 is the temperature factor and the values may be taken as follows:
C4 = 1, for T≤ 450o C.
= 1-0.0058(T-450) for 450o C < T≤ 550o C
C5 is the reliability factor and this is related to reliability percentage as follows:
Reliability % C5
50 1
90 0.897
99.99 0.702
Kf is the fatigue stress concentration factor, discussed in the next section.
|
49 videos|70 docs|77 tests
|
FAQs on Design For Dynamic Loading - 1 - Design of Machine Elements - Mechanical Engineering
| 1. What is dynamic loading in mechanical engineering? |  |
| 2. Why is dynamic loading important in mechanical engineering? | |
| 3. What are some examples of dynamic loading in mechanical engineering? | |
| 4. How is dynamic loading analyzed and accounted for in mechanical engineering design? | |
| 5. What are some challenges in designing for dynamic loading in mechanical engineering? | |

|
4.76/5 Rating |

|
Dec 22, 2024 Last updated |

|
Explore Courses for Mechanical Engineering exam
|
|
Previous Year Questions with Solutions
,mock tests for examination
,Objective type Questions
,past year papers
,study material
,Viva Questions
,Important questions
,Sample Paper
,MCQs
,Free
,Exam
,video lectures
,Summary
,shortcuts and tricks
,Semester Notes
,Design For Dynamic Loading - 1 | Design of Machine Elements - Mechanical Engineering
,practice quizzes
,Design For Dynamic Loading - 1 | Design of Machine Elements - Mechanical Engineering
,ppt
,Design For Dynamic Loading - 1 | Design of Machine Elements - Mechanical Engineering
,Extra Questions
;






Design For Dynamic Loading - 1 Free PDF Download
Importance of Design For Dynamic Loading - 1
Design For Dynamic Loading - 1 Notes
Design For Dynamic Loading - 1 Mechanical Engineering Questions
Study Design For Dynamic Loading - 1 on the App
|
© EduRev
|
Education Revolution
|



|




