Design of Adhesive Joints | Design of Machine Elements - Mechanical Engineering PDF Download
Adhesive joints and their advantages
If the load is not very large adhesive joints become very useful in joining metallic or non–metallic dissimilar materials. No special device is needed. But the disadvantage of this joint is that the joint gets weakened by moisture or heat and some adhesive needs meticulous surface preparation. In an adhesive joint, adhesive are applied between two plates known as adherend. The strength of the bond between the adhesive and adherend arise become of various reasons given below.
• The adhesive materials may penetrate into the adherend material and locks the two bodies.
• Long polymeric chain from the adhesive diffuse into the adherend body to form a strong bond.
• Electrostatic force may cause bonding of two surfaces.
The advantages of the adhesive joints are given below:
• The mechanism of adhesion helps to reduce stress concentration found in bolted, riveted and welded joints.
• Shock and impact characteristics of the joints are improved
• Dissimilar materials, such as metals, plastics, wood, ceramics can be joined.
• Adhesive joints allow sufficient mechanical compliance in parts subjected to thermal distortion.
• Adhesives can be contoured and formed in various fabrication processes.
Types of Adhesive Joints :
Common types of adhesive joints are shown in figure 10.5.1(a) – 1(d)
(a) Single lap (unsupported) joint.
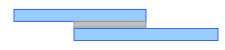
(b) Balanced double lap adhesive joint

(c) Unbalanced double lap joint
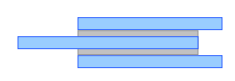
(d) Scarf Joint
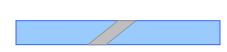
Figure 10.5.1. Different types of adhesive joints
Stresses within adhesive :
Experimental evidence clearly indicates that the stress and strain in adhesive layer are nonlinear in nature. Consider a single lap joint pulled by a force such that the joint does not bend. If the force is too large the joint bends and the adherend gets separated from adhesive by a mechanism known as peeling. However, when bending does not take place, the adhesive deforms by shear (see figure 10.5.2). Consider a small section of adhesive after deformation. The following relation is at once obvious from the geometry (figure 10.5.3)
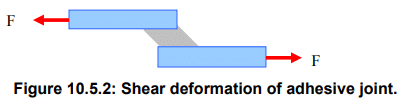
Figure 10.5.3: Deformation of an element of length Δx. (In the figure:
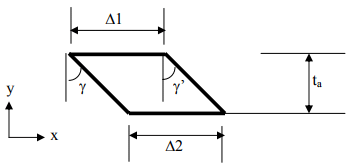
Figure 10.5.3: Deformation of an element of length Δx. (In the figure:

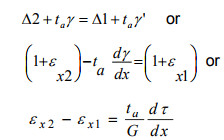
Where
εx1 = longitudinal strain of the top fiber
εx2 = longitudinal strain of bottom fiber.
τ = shear stress
G = Rigidity Modulus of adhesive 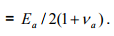
ta = thickness of adhesive
Assuming no slip (perfect bonding) between the adhered and adhesive εxt “s are then the longitudinal strains of the i-th plate i.e.
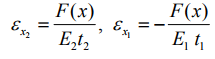
Where, A = bti ti = thickness of the i-th plate
b = width assumed as unity
In general F is a function of x, distance from the angle of the plate. Considering a small section of upper plate the following relation is obtained from equilibrium condition.

Since τ′ =τ (continuity of stress), one gets ultimately
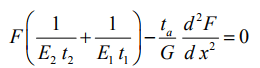
or 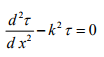
where 
solution τ = A Cosh kx + B Sinh kx . Noting that the shear stress is symmetric about the mid-section, τ = A Cosh kx , which attains minimum value at x= 0,
Further 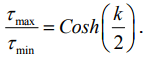
If the force F is increased the stresses within adhesive go to plastic region and the joint fails as soon as entire adhesive becomes plastic. The analysis done above is very crude. The adhesive joint may fail by peeling. The design procedure for this case is very complicated and not yet finalized. In the following a simple design procedure for a very common type of adhesive joint, namely, scarf joint is outlined.
Design of a scarf joint: As explained earlier an adhesive joint fails by shear, though a complicated peeling phenomenon may sometimes appear. The design of a scarf joint is very simple. The joint is based on shear failure theory assuming the shear to have uniform value along the adhesive-adherend interface. The effect of non-uniformity in the stress distribution is taken care by introducing a stress concentration factor. The shear stress experienced within the adhesive is very easily found out for a joint subjected to axial load (see figure 10.5.4a) and bending moment (Figure 10.5.4b) as shown below.
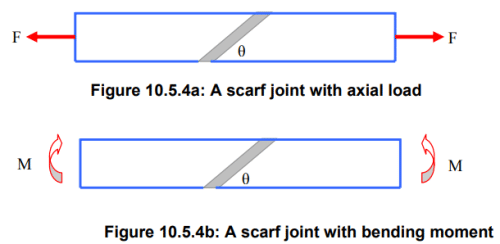
A simple analysis shows that the shear stress in the adhesive is
where A = area of cross section of the bars θ = angle of inclination of the adhesive with horizontal.
The joint is safe when allow  where K is the stress concentration factor,
where K is the stress concentration factor,
usually 1.5 – 2. If the joint is subjected to bending moment M the maximum shear stress developed within adhesive is given by

where h = depth of the adherend bar. Again, for a safe design this shear stress should not exceed a limiting value 
Adhesive materials
In order to increase the joint efficiency the rheological properties of adhesive material should be quite similar to that of the adherends. When the adherends are dissimilar the elastic modulus of the adhesive should be equal to arithmetic average of the elastic moduli of the adherends. Common types of adhesives are epoxies, polyester resins, nitric rubber phenolics. Epoxies are extensively used for mechanical purposes because of their high internal strength in cohesion, low shrinkage stresses, low temperature cure and creep, insensitivity to moisture etc. Often fillers like aluminum oxides, boron fibers are used to improve mechanical strength. Polyester resins are widely used in commercial fields for various structural applications involving plastics operating at moderate temperature.
|
49 videos|70 docs|77 tests
|
FAQs on Design of Adhesive Joints - Design of Machine Elements - Mechanical Engineering
| 1. What are the advantages of using adhesive joints in mechanical engineering? |  |
| 2. How do adhesive joints work in mechanical engineering? | |
| 3. What factors should be considered when designing adhesive joints in mechanical engineering? | |
| 4. How can the strength of adhesive joints be optimized in mechanical engineering? | |
| 5. What are some common challenges or limitations of adhesive joints in mechanical engineering? | |

|
4.68/5 Rating |

|
Dec 22, 2024 Last updated |

|
Explore Courses for Mechanical Engineering exam
|
|
Objective type Questions
,Viva Questions
,Previous Year Questions with Solutions
,Semester Notes
,Free
,mock tests for examination
,Summary
,Design of Adhesive Joints | Design of Machine Elements - Mechanical Engineering
,Exam
,video lectures
,Sample Paper
,ppt
,Important questions
,Design of Adhesive Joints | Design of Machine Elements - Mechanical Engineering
,study material
,past year papers
,Design of Adhesive Joints | Design of Machine Elements - Mechanical Engineering
,MCQs
,shortcuts and tricks
,practice quizzes
,Extra Questions
;






Design of Adhesive Joints Free PDF Download
Importance of Design of Adhesive Joints
Design of Adhesive Joints Notes
Design of Adhesive Joints Mechanical Engineering Questions
Study Design of Adhesive Joints on the App
|
© EduRev
|
Education Revolution
|



|




