GATE Past Year Questions: Casting | Manufacturing Engineering - Mechanical Engineering PDF Download
Q1: Aluminium is casted in a cube-shaped mold having dimensions as 20 mm×20 mm×20 mm. Another mold of the same mold material is used to cast a sphere of aluminium having a diameter of 20 mm. The pouring temperature for both cases is the same. The ratio of the solidification times of the cube-shaped mold to the spherical mold is ______ (answer in integer). (2024)
(a) 0.5
(b) 0.25
(c) 0
(d)1
Ans:(d)
Sol:
Given, D=20 mm for sphere
Volume of cube =20×20×20 mm 2
According chvorinov 's rule

Q2: The allowance provided to a pattern for easy withdrawal from a sand mold is (2024)
(a) Finishing allowance
(b) Shrinkage allowance
(c) Distortion allowance
(d) Shake allowance
Ans: (d)
Sol:
Types of allowances:
Draft/taper allowances.
Machining allowance/finishing allowance.
Distortion allowances/camber allowance
Shrinkage allowance/contraction allowances.
Shake allowance/rapping allowance.
Shake allowance
Before withdrawal from the sand mould, the pattern is wrapped all around the vertical faces to enlarge the mould cavity slightly, which facilitates its removal. Since it enlarge the final casting made, it is desirable that the original pattern dimensions should be reduced to account for this increase. There is no sure way of quantifying this allowance, since it is highly dependent on the foundry personnel and practices involved.
It is negative allowance and is to be applied only to those dimensions, which are parallel to the parting plane. One way of reducing this allowance is to increase the draft, which can be removed during the subsequent matching.
Draft/taper allowances
Once pattern is embedded in the moulding sand now it is required to withdrawing the pattern from moulding sand, for this propose a vertical force is required to lift the pattern. For easy removal of pattern from mould cavity there should be some degree or mm taper in the pattern.
If there is no taper in the pattern then more chance to break the mould cavity wall during withdrawing the pattern. Draft allowance varies with the complexity of job.
Machining or Finishing allowance
In sand casting operation machining/finishing allowances is given in the pattern as on solidification every metal get shrinked up to some extend and the outer surface of object (casting) is rough, therefore, to smoothing the outer surface of casting machining allowance is must.
Distortion allowance/Camber allowance
On just solidification of metal casting is weak, therefore, more chances to distorted casting. Chance of distortion are basically in U,V, then long section or complicated casting. Distortion can be minimized or eliminated by providing an allowance and constructed the pattern initially distorted, i.e. opposite in outer side direction. Among of distortion allowance varies from 1.520 mm.
It is the tendency of all metals that they shrink after cooling except bismuth, Shrinkage is only due to inter atomic vibration which are implified by increasing in temperature. Metal shrink or contract in three ways :
Liquid Contraction
Solidification Contraction
Solid Contraction
Q3: In a metal casting process to manufacture parts, both patterns and mould provide shape by dictating where the material should or should not go. Which of the option(s) given correctly describe(s) the mould and the pattern? (2023)
(a) Mould walls indicate boundaries within which the molten part material is allowed, while pattern walls indicate boundaries of regions where mould material is not allowed.
(b) Mould can be used to make patterns
(c) Pattern walls indicate boundaries within which the molten part material is allowed, while mould walls indicate boundaries of regions where mould material is not allowed.
(d) Patterns can be used to make mould
Ans: (a, b ,d)
Sol:
In some moulding processes like investment and full moulding, permanent moulds can be used for preparing the pattern.
Q4: Consider sand casting of a cube of edge length a. A cylindrical riser is placed at the top of the casting. Assume solidification time ts∝V/A, where V is the volume and A is the total surface area dissipating heat. If the top of the riser is insulated, which of the following radius/radii of riser is/are acceptable? (2022 SET 2)
(a) 
(b) 
(c) 
(d) 
Ans: (a, b)
Sol:
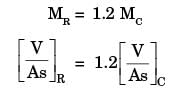
Riser should take more time for solidification than casting 
For top riser bottom area is not cooling surface and it is given that top cross section is also insulated. So only lateral area is cooling area.

Q5: A cast product of a particular material has dimensions 75 mm x 125 mm x 20 mm. The total solidification time for the cast product is found to be 2.0 minutes as calculated using Chvorinov's rule having the index, n = 2. If under the identical casting conditions, the cast product shape is changed to a cylinder having diameter = 50 mm and height = 50 mm, the total solidification time will be __________minutes (round off to two decimal places). (2021 SET2)
(a) 1.25
(b) 2.83
(c) 2.48
(d) 3.12
Ans:( b)
Sol:
Casting dimensions =75 mm×125 mm×20 mm
Total solidification time  =2.0 min.
=2.0 min.
Cylindrical casting =H=D=50 min
Total solidification Time  =? Chvorinov's rule,
=? Chvorinov's rule, 

Q6: A true centrifugal casting operation needs to be performed horizontally to make copper tube sections with outer diameter of 250 mm and inner diameter of 230 mm. The value of acceleration due to gravity, g=10m/ s2 If a G-factor (ratio of centrifugal force to weight) of 60 is used for casting the tube, the rotational speed required is _____rpm (round off to the nearest integer). (2021 SET 1)
(a) 124
(b) 284
(c) 662
(d) 847
Ans: (d)
Sol:




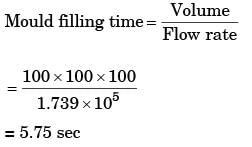
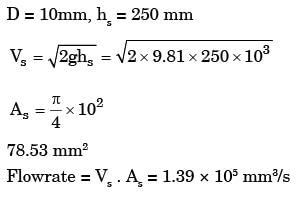
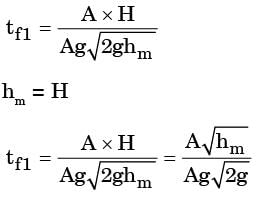
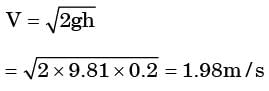
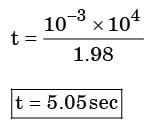
Q7:A mould cavity of 1200 c m 3 volume has to be filled through a sprue of 10 cm length feeding a horizontal runner. Cross-sectional area at the base of the sprue is 2cm 2 Consider acceleration due to gravity as 9.81m/s2 .Neglecting frictional losses due to molten metal flow, the time taken to fill the mould cavity is _______ seconds (round off to 2 decimal places). (2020 SET 2)
(a) 10.6
(b) 2.24
(c) 4.28
(d) 15.3
Ans: (d)
Sol:
Volume of mould cavity (V)=1200cm 3
Height of sprue (hs)=10cm
Area of sprue at the bottom (As)=2cm2
g=9.81m /s2
Sprue is feed a horizontal runner: Filling time required (tt)=?


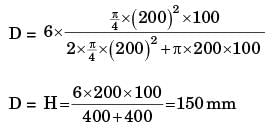
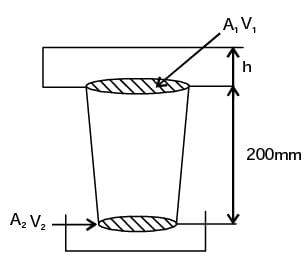
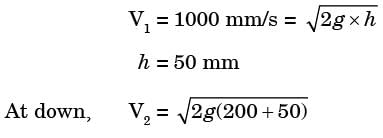
Q8: The figure shows a pouring arrangement for casting of a metal block. Frictional losses are negligible. The acceleration due to gravity is 9.81  (a) 12.55
(a) 12.55
(b) 45.28
(c) 28.92
(d) 36.28
Ans: (c)
Sol: 
At point (3) is open to atmosphere so (3) is the choke. 
Q9: The fluidity of molten metal of cast alloys (without any addition of fluxes) increases with increase in (2019 SET 2)
(a) viscosity
(b) surface tension
(c) freezing range
(d) degree of superheat
Ans: (d)
Sol:
Fluidity increases with increase of degree of super heat
Q10: Match the following sand mold casting defects with their respective causes. (2019 SET 2)

(a) P-4, Q-3, R-1, S-2
(b) P-3, Q-4, R-2, S-1
(c) P-2, Q-4, R-1, S-3
(d) P-3, Q-4, R-1, S-2
Ans: (d)
Sol:
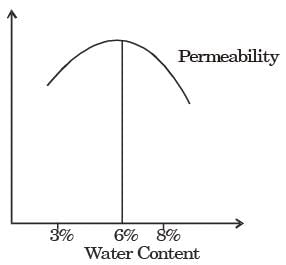
Blow hole ⇒ ⇒ Poor Permeability
Misrun ⇒ ⇒ Insufficient Fluidity
Hot tearing ⇒ ⇒ Poor Collapsibility
Wash ⇒ ⇒ Mold erosion
[ME 2019,Set-2]
[ME 2015:Set-3]
[ME 2014,Set-3]
Group-A Group-B [ME 2014,Set-3]
P. Hot tears
Q. Shrinkage
R. Blow holes
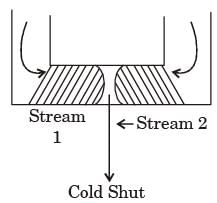
S. Cold shunt
1. Improper fusion of two streams of liquid metal
2. Low permeability of the sand mould
3. Volumetric contraction both in liquid and solid stage
4. Differential cooling rate
[ME 2013 :Set-2]
[ME 2011]
[ME 2009]
[ME 2008]
[ME 2007]
[ME 2006]
[ME 2004]
[ME 2002]
[ME 2002]
[ME 2001]
[ME 2000]
[ME 1993]
[ME 1992]
[ME 1989]
[PI 2011]
[PI 2011]
[PI 2009]
[PI 2008]
[PI 2003]
[PI 1992]
[PI 1991]
[PI 1990]
[PI 1989]
[PI 1989]
[PI 1989]
[PI 1989]
[PI 2008]

[PI 2007]
[PI 2007]
[PI 2006]
[PI 2005]

[PI 2004]
[PI 2003]
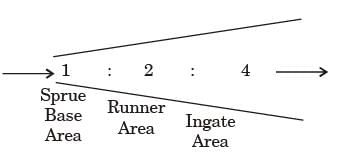
The sequence of the above elements in the ratio 1 : 2 : 4 is [PI 2003 : 2 Marks]
1. Down sprue
2. Runner
3. Ingates
[PI 2002]
P. Influences the freezing range of the melt [PI 2002]
Q. Compensates the loss of fluidity of the melt
R. Facilitates top feeding of the melt S. Avoids misrun
[PI 2002]
[PI 2002]
[PI 1992]
[PI 1992]
[PI 1991]
[ME 2016,Sat-1]
[ME 2016,Set-1]
[ME 2010]
[ME 2007]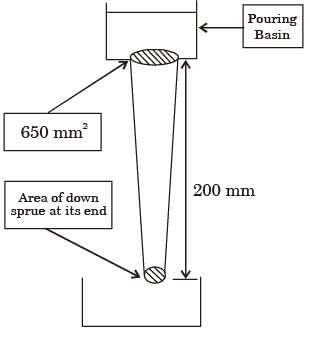
[ME 2006]

[ME 2006]
[ME 2004]
[ME 2003]
[ME 1996]
[ME 1991]
[ME 1990]
[ME 1987]
|
53 videos|53 docs|29 tests
|
FAQs on GATE Past Year Questions: Casting - Manufacturing Engineering - Mechanical Engineering
| 1. What is the purpose of casting in mechanical engineering? |  |
| 2. What are the advantages of casting in mechanical engineering? | |
| 3. What are the different types of casting processes used in mechanical engineering? | |
| 4. What are some of the challenges associated with casting in mechanical engineering? | |
| 5. How is the quality of a cast part evaluated in mechanical engineering? | |

|
4.68/5 Rating |

|
Dec 31, 2024 Last updated |

|
Explore Courses for Mechanical Engineering exam
|
|
Important questions
,shortcuts and tricks
,video lectures
,GATE Past Year Questions: Casting | Manufacturing Engineering - Mechanical Engineering
,MCQs
,practice quizzes
,Previous Year Questions with Solutions
,mock tests for examination
,Free
,study material
,GATE Past Year Questions: Casting | Manufacturing Engineering - Mechanical Engineering
,Objective type Questions
,Exam
,Sample Paper
,Viva Questions
,Summary
,ppt
,GATE Past Year Questions: Casting | Manufacturing Engineering - Mechanical Engineering
,Extra Questions
,Semester Notes
,past year papers
;






GATE Past Year Questions: Casting Free PDF Download
Importance of GATE Past Year Questions: Casting
GATE Past Year Questions: Casting Notes
GATE Past Year Questions: Casting Mechanical Engineering
Study GATE Past Year Questions: Casting on the App
|
© EduRev
|
Education Revolution
|



|




