Question for GATE Past Year Questions: Finishing Process
Try yourself:The cutting portion of a drill is to be welded to its shank. The process best suited for this is
[PI 2004]
Explanation
Friction welding solid state welding softness due to rubbing action.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:The purpose of helical grooves in a twist drill is to
1. Improve the stiffness
2. Save a tool material
3. Provide space for chip removal
4. Provide rake angle for the cutting edge
Select the correct answer suing the codes given below:
[PI 2003]
Explanation
Flutes gives the chip removal space & also provide rake angle which is minimum at centre & equal to helix angle at periphery.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:The flanks of teeth of rack-type gear cutter used for cutting involute gear profiles are
Question for GATE Past Year Questions: Finishing Process
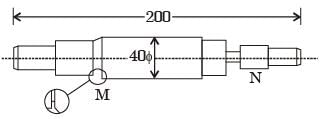
Try yourself: The drawing shows a machined shaft. The purpose of providing rounded grooves at M and N is to

[PI 2003]
Question for GATE Past Year Questions: Finishing Process
Try yourself:Which one of the following is not a synthetic abrasive material?
[PI 2003]
Question for GATE Past Year Questions: Finishing Process
Try yourself:In whitworth quick return mechanism (used in shapers) the velocity of the ram is maximum at
[PI 2001]
Question for GATE Past Year Questions: Finishing Process
Try yourself:Assertion (A): Grinding needs higher specific cutting energy than milling.
Reason (R): Milling cutter material is harder than abrasive grains.
[PI 1993]
Question for GATE Past Year Questions: Finishing Process
Try yourself:In metal cutting with a carbide tool, at the maximum recommended speed, the largest % of heat generated goes to be
[PI 1992]
Explanation
Chip takes away maximum heat otherwise surface finish of work piece would get spoiled and tool life decreases.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:A blind hole is better tapped with a tap having
[PI 1992]
Question for GATE Past Year Questions: Finishing Process
Try yourself:The teeth of both external and internal spur gears can be cut of
[PI 1991]
Question for GATE Past Year Questions: Finishing Process
Try yourself:Reamer is designed to have even number of flutes to
[PI 1990]
Explanation
Reamer always have even number of flutes to balance the cutting forces.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:In turning operation the surface finish can be improved by decreasing
[PI 1989]
Explanation
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Abrasives are not used in
[PI 1989]
Explanation
It is a rubbing process not a cutting process by abrasive particles.
Report a problem
Question for GATE Past Year Questions: Finishing Process
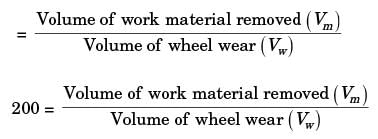
Try yourself:A grinding ratio of 200 implies that the
[ME 2018,Set-1]
Explanation
Grinding ratio is defined as
Grinding wheel wears 0.005 times the volume of material removed.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Using the Taylor's tool life equation with exponent n = 0.5, if the cutting speed is reduced by 50%, the ratio of new tool life to original tool life is
[ME 2018,Set-1]
Explanation
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:During the turning of a 20 mm diameter steel bar at a spindle speed of 400 rpm, a tool life of 20 minute is obtained. When the same bar is turned at 200 rpm, the tool life becomes 60 minute. Assume that Taylor's tool life equation is valid. When the bar is turned at 300 rpm, the tool life (in minute) is approximately ____ .
[ME 2017,Set-2]
Question for GATE Past Year Questions: Finishing Process
Try yourself:For an orthogonal cutting operation, tool material is HSS, rake angle is 22°, chip thickness is 0.8 mm, speed is 48 m/min and feed is 0.4 mm/rev. The shear plane angle (in degrees) is
[ME 2016,Set-3]
Explanation
α = 22°
Chip thickness (t2) = 0.8 mm
feed = 0.4 mm/rev speed = 48 m/mm
For orthogonal cutting
feed= thickness of uncut chip (t1)
θ = tan-1 (0.57)
θ = 29.7
Taper angle = tan–1(0.27) = 15.10
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:The tool life equation for HSS tool is VT0.14f0.7d0.4 = Constant. The tool life (T) of 30 min is obtained using the following cutting conditions: V = 45 m/min, f = 0.35 mm, d = 2.0mm. If speed (V), feed (f) and depth of cut (d) are increased individually by 25%, the tool life (in min) is
[ME 2016,Set-1]
Explanation
VT0.14 f0.7 d0.4 = C
⇒ T1 = 30 min,
V1 = 45 m/min,
f1 = 0.35 min,
d1 = 2.0 mm,
⇒ C = V1(T1)0.14 (f1)0.7 (d1)0.4
C = 45(30)0.14 (0.35)0.7 (2)0.4
C = 45.8425
V2(T2)0.14 (f2)0.7 (d2)0.4 = 45.8425
(1.25 x 45)(T2)0.14 (1.25 x 0.35)0.7 (1.25 x 2)0.4
= 45.8425
⇒ T2 = 1.06 min
Report a problem
Question for GATE Past Year Questions: Finishing Process
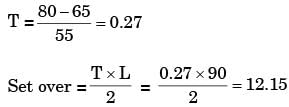
Try yourself:A shaft of length 90 mm has a tapered portion of length 55 mm. The diameter of the taper is 80 mm at one end and 65 mm at the other. If the taper is made by tailstock set over method, the taper angle and the set over respectively are
[ME 2015,Set-3]
Explanation
Rate of taper,
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Orthogonal turning of a mild steel tube with a tool of rake angle 10° carried out at a feed of 0.14 mm/rev. If the thickness of the chip produced is 0.28 mm, the values of shear angle and shear strain will be respectively
[ME 2015,Set-3]
Explanation
or 28º 20'
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:In a machining operation, if the generatrix and directrix both are straight lines, the surface obtained is
[ME 2015,Set-3]
Question for GATE Past Year Questions: Finishing Process
Try yourself:Which pair of following statements is correct for orthogonal cutting using a single-point cutting tool?
P. Reduction in friction angle increases cutting force
Q. Reduction in friction angle decreases cutting force
R. Reduction in friction angle increases chip thickness
S. Reduction in friction angle decreases chip thickness
[ME 2014,Set-3]
Explanation
so less force is required for cutting.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Internal gear cutting operation can be performed by
[ME 2008]
Explanation
Internal gear cutting is performed by shaping with a pinion cutter.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Strong screw threads are produced by
[ME 2003]
Explanation
Thread rolling is forming process so work hardening takes place.
Report a problem
Question for GATE Past Year Questions: Finishing Process
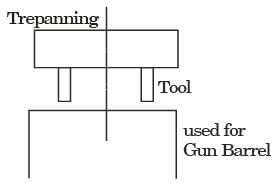
Try yourself:Trepanning is performed for
[ME 2003]
Explanation
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:In small lot production for machining T-slots on machine tables, it is expected to use
[ME 1990]
Question for GATE Past Year Questions: Finishing Process
Try yourself:Minimum dimensional and form accuracy can be obtained in the cylinder bores of automobile engines if the bores are finished by
[ME 1989]
Explanation
Honing is an abrasive process per formed by a set of banded abrasive sticks. surface finish 0.12 um.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Teeth of internal spur gears can be accurately cut in a
[ME 1989]
Explanation
Gear hobbing produces most accurate external gear but cannot generate internal gear.
Report a problem
Question for GATE Past Year Questions: Finishing Process
Try yourself:Gear hobbing produces more accurate gears than milling because in hobbing
[ME 1989]
Explanation
Gear hobbing is generating process and gear milling is gear cutting process.
Report a problem



 so less force is required for cutting.
so less force is required for cutting.