Limits, Fits & Tolerance | Manufacturing Engineering - Mechanical Engineering PDF Download
Metrology and Inspection
It is the measurement science that includes various aspects like design, manufacture, testing, and applications of various measuring instruments, devices, and techniques. Thus, it facilitates the proper application of the scientific principles in the accurate dimensional control of manufactured components.
Interchangeability
This principle generally used for the mass production of identical parts within the suggested limits of sizes.
Types of Interchangeability
Depending on these factors three types of interchangeabilities can be obtained on the finished components:
- Full or Universal interchangeability
- Selective assembly
- Matched fits.
Limit System
- Nominal Size
It is the size of a part by which it is designated as a matter of convenience.
For example: when we say a 25 mm pipe we actually mean a pipe having a 25 mm diameter bore. - Basic Size
It is the theoretical size that is common to both the parts of a mating pair, usually a hole and a shaft. - Actual Size
It is the measure of the actual dimension a part has attained after it has been finished. - Allowance
(i) It is the difference between the upper limit of the shaft and the lower limit of the hole.
(ii) In other words, it is the minimum clearance or maximum interference.
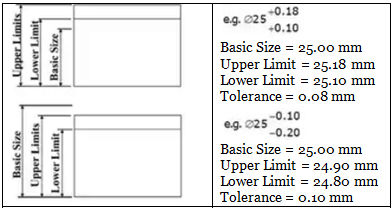
(iii) It is the intentional difference between the basic dimensions of the mating parts. The allowance may be positive or negative. - Tolerance
(i) It is the difference between the lower limit and the upper limit of an assembly.
(ii) It is the maximum permissible variation in a dimension.
(iii) The tolerance may be unilateral or bilateral.
(a) Unilateral Limits
When variation in size is permitted on only one side , it is called unilateral limit system.
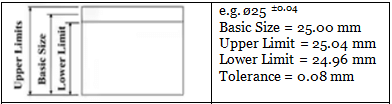
(b) Bilateral Limits
When the variation in size is permitted on both sides, it is called bilateral limit system.
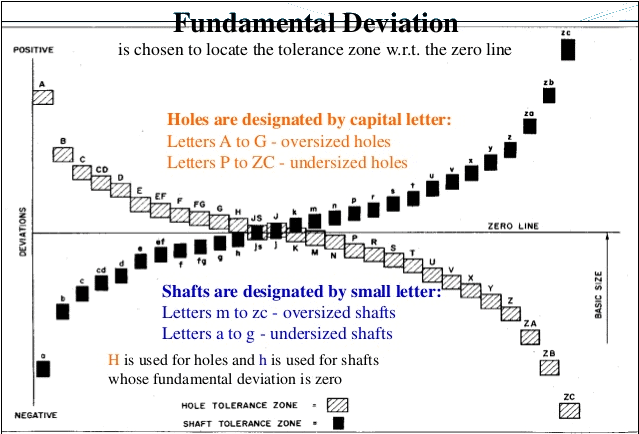
Deviation
- Zero Line: It is the straight line that corresponds to the basic size and from this line, all the deviations are measured.
- Deviation: It is the algebraic difference of a any size and the corresponding basic size.
- Actual deviation: The algebraic difference of the basic size and actual size is referred as actual deviation.
- Upper deviation: The algebraic difference of the maximum size and the basic size is the upper deviation.
- Lower deviation: The algebraic difference of the minimum size and the basic size is referred as Lower deviation.
- Mean deviation: The arithmetical mean of lower and upper deviations is known as mean deviation.
- Fundamental deviation: Either the upper or the lower deviation, which is the nearest one to zero line for either a hole or shaft is the fundamental deviation.
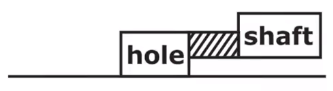
Fits
The condition which denotes the relationship between two mating parts with respect to the degree of clearance or interference appearing on the assembly is known as fit.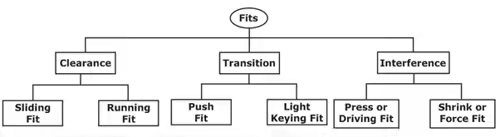
Hole Basis System
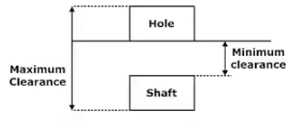
- Clearance Fit: When lower limit of hole is greater than upper limit of shaft.
- Interference Fit: When lower limit of shaft is greater than upper limit of hole.
- Transition Fit: When a part is selected randomly from hole lot and randomly from shaft lot, some of the assembly have clearance fit, some are having interference fit.

Indian Standard System
The magnitudes of standard tolerances corresponding to grades IT01, IT0 and IT1 are as follows:
IT01 = 0.3 + 0.008D
IT0 = 0.5 + 0.012D
IT1 0.8 + 0.020D
Fundamental tolerance unit i,
D being the size or geometric mean diameter in mm. The two limits for calculating D are taken from below table.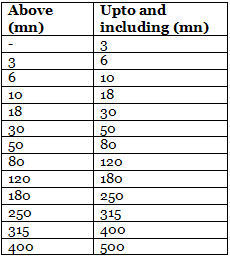
Limit Gauges
Gauges are scaleless inspection tools that serves to check the dimension of the manufactured part.
The main forms of these gauges are:
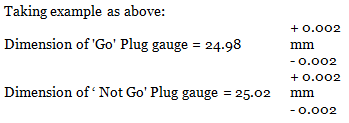
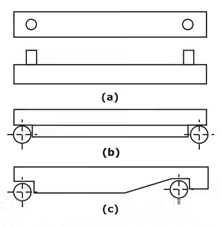
- Plug Gauge
The GO plug gauge has the size of the lower limit of the hole while the NO GO plug gauge corresponds to the high limit of the hole.Plug gauge - Ring Gauge
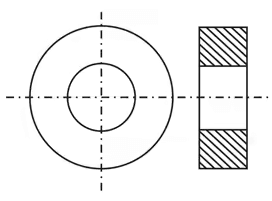
It is used for testing the accuracy of the external features of a component such as the external diameter of a shaft.
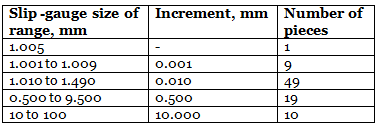
Snap, Gap or Ring gauge are used for gauging the shaft and male components.Ring gauge - Slip Gauges
(i) They are in the form of rectangular prisms, very accurately made in varying lengths.
(ii) They are made of hardened steel having flat parallel surfaces.
Gauge Design
- Inspection Gauge
- Workshop Gauge
- Iso/General Purpose
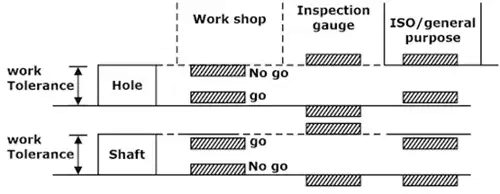
Unilateral System
- Gauge tolerance zone is entirely under the work tolerance zone.
- Work tolerance zone becomes lesser than the sum of the gauge tolerance.Allocation of manufacturing tolerance
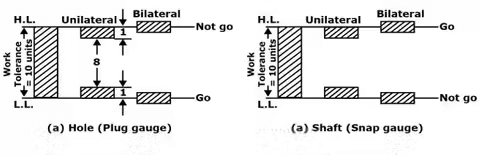
Bilateral System
The NO-GO and GO gauge tolerance zones are bisected by the high and low limits of the work tolerance zone in this system.
Linear Measurements
- Rules
- Vernier
- Micrometre
- Height gauge
- Bore gauge
- Dial indicator
- Slip gauges or gauge blocks
Angular Measurements
The angular measurement is sued to measure the angles of tapers and similar surfaces. The tools used for angular measurement are as follows:
- Bevel protractor
- Sine bar
- Bevel Protractor
(i) Is part of the machinist's combination square.
(ii) The flat base of the protractor helps in setting it properly on the workpiece and then by rotation of the rule, it is possible to measure the angle. It generally has a discrimination of one degree. - Sine Bar
The distance between centres of the plugs is fixed for a particular sine bar and the same is always written over the bar.Different forms of sine bar
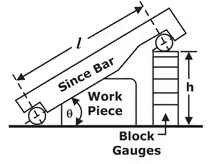 Use of sine barNow, if ‘θ’ be the angle subtended by the lower face of the sine bar with the datum surface (i.e., top of the surface plate), then:
Use of sine barNow, if ‘θ’ be the angle subtended by the lower face of the sine bar with the datum surface (i.e., top of the surface plate), then:
Measurement Over Wires
Pitch diameter, DP = M + P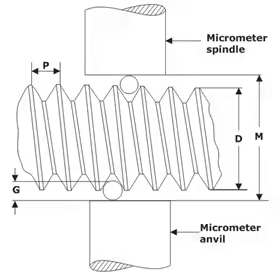 Thread measuring using micrometer
Thread measuring using micrometer
Three-Wire System
Pitch diameter(Dp):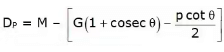
Best wire diameter,
Optical Flat As Comparator
Using optical flat difference is the size of slip gauge can be calculated from a master reference. Suppose the difference ∆h has to be calculated:
From the similar triangles,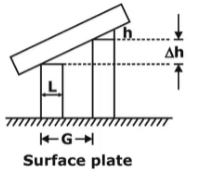
⇒ ∆h = (hλ/2)(G/L)
Surface Finish
It is a well-known fact that the actual surface after machining may look smooth but in reality it is not.
Most of the surfaces have some kind of roughness and inaccuracy up to a certain degree. The surface of a part seem a series of jagged peaks and valleys on magnification.
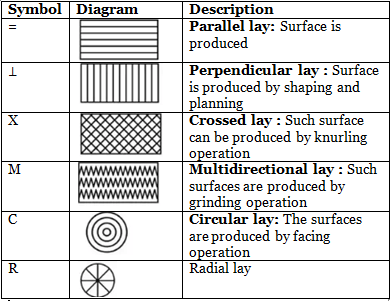
Lay direction
The predominant surface pattern produced on the workpiece by the tool marks show the lay directions. The different types of lay directions produced are shown below:
Evaluation of Surface Roughness
Arithmetical Average Or Center Line Average Value (CLA, RA):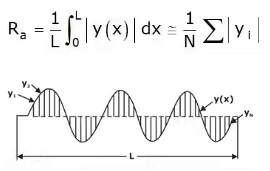 Surface roughness parameters
Surface roughness parameters
Root mean square value: The root-mean-square value of the deviation is used sometimes in place of the arithmetic average, Rrms. This in expression form is written as: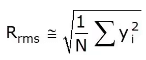
Peak To Valley Height (RT OR RMAX)
It is the difference between highest peak and deepest valley.
The approximate value of Ra is,
Ra = Hamx/4·
Maximum height of unevenness can also be expressed as,
Hmax = f2/8R
If complete tool signature is given, the peak to valley height can also be calculated as,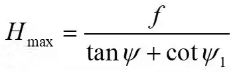
Where,
f = feed rate
Ψ = side cutting edge angle
Ψ1 = end cutting edge angle
|
53 videos|53 docs|29 tests
|
FAQs on Limits, Fits & Tolerance - Manufacturing Engineering - Mechanical Engineering
| 1. What is metrology and why is it important in mechanical engineering? |  |
| 2. What are limits, fits, and tolerance in mechanical engineering? | |
| 3. How are limits and fits classified in mechanical engineering? | |
| 4. What are the common measurement techniques used in metrology and inspection? | |
| 5. What are the challenges in metrology and inspection in mechanical engineering? | |

|
4.63/5 Rating |

|
Dec 22, 2024 Last updated |

|
Explore Courses for Mechanical Engineering exam
|
|
Fits & Tolerance | Manufacturing Engineering - Mechanical Engineering
,Previous Year Questions with Solutions
,Limits
,Sample Paper
,practice quizzes
,Extra Questions
,Semester Notes
,ppt
,Viva Questions
,Fits & Tolerance | Manufacturing Engineering - Mechanical Engineering
,study material
,shortcuts and tricks
,mock tests for examination
,Exam
,MCQs
,Important questions
,Limits
,Fits & Tolerance | Manufacturing Engineering - Mechanical Engineering
,Limits
,Free
,past year papers
,Summary
,video lectures
,Objective type Questions
;






Limits, Fits & Tolerance Free PDF Download
Importance of Limits, Fits & Tolerance
Limits, Fits & Tolerance Notes
Limits, Fits & Tolerance Mechanical Engineering Questions
Study Limits, Fits & Tolerance on the App
|
© EduRev
|
Education Revolution
|



|




