Metal Cutting - 1 | Mechanical Engineering SSC JE (Technical) PDF Download
Metal Cutting
Actually it is not meant that only tool are useful thing that is produced by using metal for human beneficiary. The tool are made up of high quantity of metal such as high carbon steel, high speed steel, carbide, tungsten etc. They have high resistivity, high strength and fatigue.

A machine tool can be defined as an element device is used to hold cutting tool that remove metal from workpiece in order to generate jobs of given size.
Objective:
• Holding cutting tool
• Metal removal/material removal
• Unlike machine, machine tool is different from source converting unit
• Machine tool-mother machines
Elements of Machine Tool
(a) Work holding device-check
(b) Tool holding device-tool post
(c) Work motion mechanism-head stock
(d) Tool motion mechanism-carriage, saddle
(e) Support structures-bed
it maintains the relative position w.r.t. each other and allow relative movement of various parts.
Common parts and features
Bed:
Important conditions in design of bed are: Rigidity, alignment, accuracy, damping qualities
It is generally made of gray cast iron
Casting process is used to manufacture beds
X, I, H shaped (Free space required)
Lead Screw:
Function: Its used for feeding the cutting tool in a direction parallel to the axis of rotation. This converts rotational movement into translational movement.
Material used: Brass, Stainless steel, Rack and pinion.
Manufacturing process: Thread rolling, thread machining
Shape : Screw threads (for power efficiency) Buttress and Acme
Guide ways:
Function: Used to guide and allow one parts move in their direction relative to other parts
Material used: High carbon steel Brass and stainless steel are not used due to localised hardening
Manufacture process: Flame hardening for localized hardening.
Shape: Rectangle guide ways, V-shape, dove-tail shaped
Turning and Boring
Turning is a machining operation for generating external surfaces of revolution while in boring internal surface of revolution are machined.
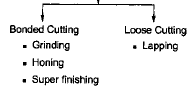
In both these operations, the workpiece or tool is rotated about its axis and is also given a feed in a direction normal to the cutting speed.
When the feed motion of tool is axial (parallel to workpiece axis)-Cylindrical surface is generated.
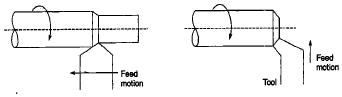
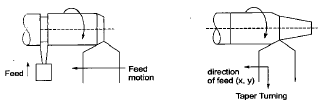
When feed motion is radial (i.e. normal to axis of rotation) an ends face or shoulder is produced. This operation is called facing.
If axial and radial feed motions are both present in a constant proportion, a tapered cylindrical surface is generated.
Metal Cutting
Machining is the process of removing unwanted material from workpiece.
Cutting tools are classified into :
1. Single point cutting tools
2. Multipoint cutting tools
1. Single point cutting tools : The tool terminating in a single point has been turned as single point cutting tools. It is made up of either high carbon steel, high speed steel on carbide bay.
• Its cutting edge is prepared by grinding.
E.g.Parting tool
2. Multipoint cutting tools : They have move than one cutting edge to remove excess material from the work piece.
Milling Cutter, Drills, Reamers etc.
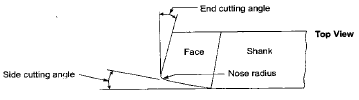
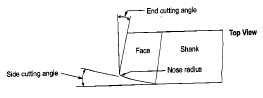
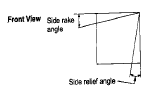
Terminology of Turning Tool
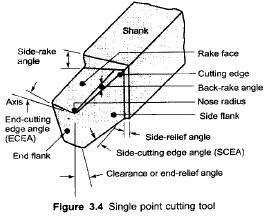
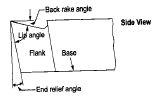
Back Rake Angle ( ab)
It is the angle between the line parallel to the tool axis passing through the tip and the rake face and angle is measured in a plane perpendicular to the base.
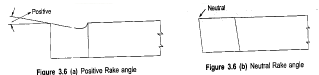
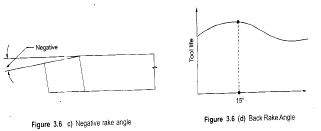
- By increasing the back rake angle, chip flow will be easier, drag will decrease and hence the tool wear. So initially by increasing back rake angle tool life increases.
While machining stronger or brittle materials smaller rake angles are used for example machining brass zero rake angles is chosen.
- If tool material is brittle like ceramics and carbides negative rake angle have to be provided because we want tool be stronger.
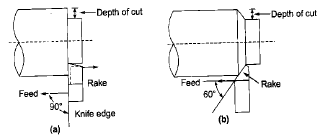
Side Cutting Edge Angle (Cs)
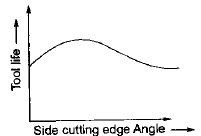
- It is the angle between the side cutting edge and the line extending the shank. The angle is measured in a plane parallel to base.
- Normally the value of side cutting edge angle is 15º–30º.
Side Rake Angle (5-15º) ( as)
It is the angle between the rake face and the line passing through the tip perpendicular to the tool axis and the angle is measured in a plane perpendicular to the base.
Side Relief Angle (5-15º) ( gs)
It is the angle between the side flank and the line passing through the tip perpendicular to the base and the angle measured in a plane perpendicular to the tool axis.
This angle varies in the range of 5º-15º. To avoid rubbing side relief angle is provided.
End Cutting Edge Angle (8-15º) (Ce)
It is the angle between the end cutting edge and the line passing through the tip perpendicular to the load axis and the angle is measured in a plane parallel to the base.
The normal value of this angle is the range 8º-15º.
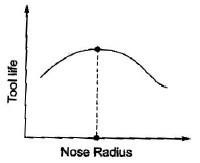
Nose Radius
- Larger nose radius gives better surface finish. Increasing the nose radius improves the tool life, so that higher cutting speed can be employed

- The cutting force and possibility of chatter increases when the nose radius increased excessively.
Tool Signature
(i) ASA Tool Signature
- Side Rake Angle (γX)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine longitudinal plane (πX).
- Back Rake Angle (γY)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine transverse plane (πY).
- Side Clearance Angle (αX)—It is the angle of orientation of tool’s principal flank surface from the cutting velocity vector (Vc) and measured on machine longitudinal plane (πX).
- Back Clearance Angle (αY)—It is the angle of orientation of tool’s principal flank surface from the cutting velocity vector (Vc) and measured on machine transverse plane (πY).
- Approach Angle (Φs)—It is the angle between principal cutting edge and the machine transverse plane (πY), measured on reference plane (πR).
- End Cutting Edge Angle (Φe)—It is the angle between auxiliary cutting edge and the machine longitudinal plane (πX), measured on reference plane (πR).
- Nose Radius (r)—This is nothing but the curvature at the tool tip. It is to be noted that in ASA system, nose radius value is expressed in inch.
(ii) Orthogonal Rake System (ORS)
- Inclination Angle (λ)—It is the angle of inclination of tool’s principal cutting edge from the reference plane (πR) and measured on cutting plane (πC).
- Orthogonal Rake Angle (γO)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on orthogonal plane (πO).
- Orthogonal Clearance Angle (αO)—It is the angle of orientation of tool’s principal flank surface from the cutting plane (πC) and measured on orthogonal plane (πO).
- Auxiliary Orthogonal Clearance Angle (αo’)—It is the angle of orientation of tool’s auxiliary flank surface from the auxiliary cutting plane (πC’) and measured on auxiliary orthogonal plane (πO’).
- Principal Cutting Edge Angle (Φ)—It is the angle between cutting plane (πC) (which contains principal cutting edge) and the longitudinal feed direction, measured on reference plane (πR).
- Auxiliary Cutting Edge Angle (Φ1)—It is the angle between auxiliary cutting plane (πC’) (which contains auxiliary cutting edge) and the longitudinal feed line, measured on reference plane (πR).
- Nose Radius (r)—This is nothing but the curvature at the tool tip. It is to be noted that in ORS system, nose radius value is expressed in mm.
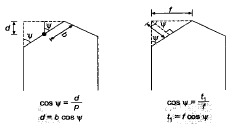
(iii) Surface Roughness (Turning)
- Ideal Surface (Zero nose radius)
- Peak to valley roughness (h)
Centre average value
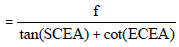
- Practical surface (with nose radius=R)
Peak to valley (h)
=
where,
f-feed
R-Nose radius
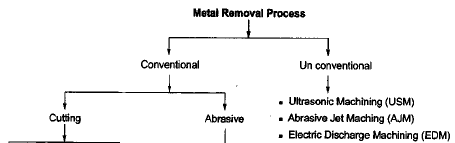
Metal Cutting Process
There are two type of metal cutting process:
1. Orthogonal Cutting Process
- It is also known as two dimensional cutting process.
- The chip generated flows on the rake face of tool with chip velocity will be perpendicular to the cutting edge.
2. Oblique Cutting Process
- It is also known as three dimensional cutting.
- This form of cutting occurs when the major cutting edge of the tool is presented to the work piece at angle acute to the direction of feed motion.
The majority of cutting operations involve tool shapes that are three dimensional (oblique).
Difference between Orthogonal and Oblique Cutting
Orthogonal Cutting
1. Chip flow in a direction perpendicular to the cutting edge.
2. Chip get coiled in a spiral fasion.
3. Tool life is less
4. There are two component of forces (no radial force)
5. Surface finish is poor
6. It is used in slotting, parting, groouing, pipe cutting
7. Chip flow angle is zero
Oblique Cutting
1. Chip flow at an angle to cutting edge.
2. Chip flow in side ay direction in a widey area thus less concentration of heat.
3. Tool life is more.
4. There are three component of force.
5. Surface finish is good
6. It is used in turning, milling, drilling, grinding
7. Chip flow angle is more than zero.
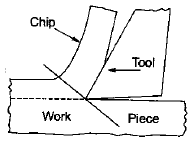
Types of Chips
1. Continuous Chips
Favorable condition for the continuous chips to form are
- Ductile material
- High speed
- Low feed and depth of cut
- High back rake angle
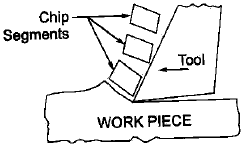
Discontinuous Chips
The condition in which discontinuous chip forms are
- Brittle material
- Low speed
- High Feed and depth of cut
- Low back rake angle.
Chip with Build up Edges
Favorable condition for these types of chips are
- Ductile material
- Medium Speed
- Medium feed and Depth or Cut
- The embryo like shape is called BUE.
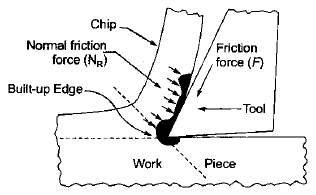
Elimination of Built Up Error (BUE)
- High Cutting Speed
- High Rake Angle
- Low feed
- Low depth of cut
Merchant's Analysis for Chip Formation 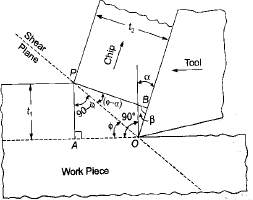
t1 = chip thickness before cutting (uncut chip thickness)
t2 = chip thickness after cutting
f = shear plane angle
a = rake angle
In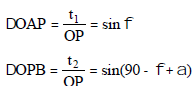
dividing equation (ii) and (i)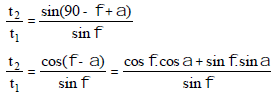
Determination of Cutting Forces
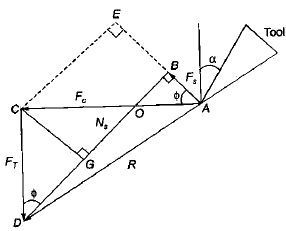
FT = Thrust force
FC = Cutting force
from figure we can say
FS = AE – AB = AE – CG
AE = FC cos f
CG = FT sinf
FS = FC cos f–FTsinf
NS = DG + GH; DG + CE
DG = FTcos f
CE = FC sinf
NS = FT cos f+FCsinf
Determination of Area of Shear and Shear Strength
Area of shear plane

[w=width of shear plane]
Assumptions of Merchant's Circle
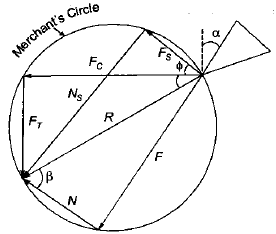
1. Cutting edge is straight and sharp
2. Material is homogeneous
3. Cutting is orthogonal
4. Material is perfectly plastic
5. Shear zone extends in a very narrow region which can be approximated by a straight line.
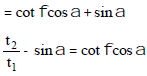
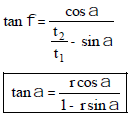
Determination of Shear angle
Shear Strain=tan(f- a) +cot f
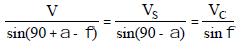
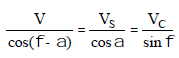
Velocity Triangle
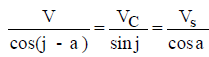
Let us assume that the work material is moving against the cutting tool with a velocity V. The chip velocity VC and shear velocity VS.
p=π
VS=Shear velocity
VC=Chip velocity
Applying sine rule
Cutting power=FC × V
Shear power=FS × VS
Friction power=F × VC
Cutting power=Shear Power+Friction Power
Specific Cutting Energy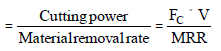
MRR = w×t1×Vm3/sec
[w=width; t1=thickness;V=velocity]
Specific cutting energy =
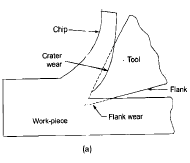
Type of Tool Wear
Flank Wear And Crater Wear
1. Flank Wear
Flank wear is more at the corner .
• It is due to work hardening.
• Main reason for flank wear is abrasion and adhesion.
2. Crater Wear
• The crater is formed on the surface of the tool by the action of chip particles flowing over it because of very high temperature.
• This is generally observed while machining ductile materials, which produces continuous chips. Its main reason is diffusion along with abrasion.
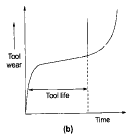
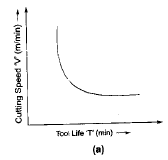
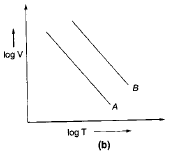
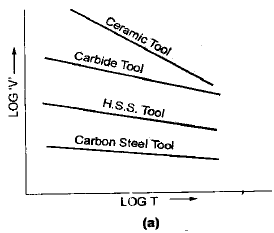
Taylor's Tool Life Equation
The tool life is mainly affected by cutting speed, means higher the cutting speed the smaller the tool life. Taylor gave the relation between cutting speed and tool life that is
VTn=C
V=cutting speed
T=tool life
C=machining constant
n=Toll life exponent (depends only on tool material)
NOTE:
Value of "n"
For HSS, n=0.08–0.2
For carbides, n=0.2–0.6
For ceramics, n=0.5–0.8
Graphical Representation of Taylor's Theorem
Effect of Parameters on Tool Life
1. Cutting Speed
- Higher the cutting speed more will be the temperature over the rake face and will create more impact over the edge. So tool life will decrease.
2. Feed and Depth of Cut
- By increasing the feed depth of cut, tool life will decrease because it increases the cutting force.
3. Size and Structure
- When the work piece has coarse grain structure tool life will decrease and when the tool material has fine grain structure, tool life will increase.
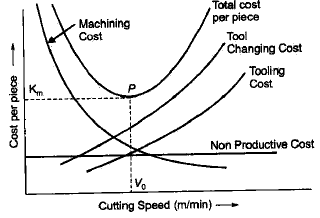
Economics of Machining
Optimum cutting speed is choosen to optimize tool life, minimize production cost, maximize production rate. To achieve the object in metal cutting such as optimizing the tool life in order to minimize the production cost, maximizing the production rate to reduce the production cost etc.
Measurement of Cutting Forces
Dynamometer
In metal cutting operation the device used for determination of cutting forces is known as Dynamometer.
Shaping and Planning
Shaping is a machining operation for generating flat surface by means of single point cutting tool. The workpiece is kept stationary and cutting tool is given a reciprocating motion. Feed motions is important to workpiece at the end of each stroke.
Grinding
It is used to get desired surface finish, correct size and accurate shape or product. Grinding wheel consist of abrasive particles, bonding material and voids.
- A properly selected grinding wheel exhibits self sharpening action.
- The distance between the two cutting edges of grinding wheel is called structure.
ISO Designation of Grinding Wheel
51 – C – 30 – M – 5 – V – 20
¯ ¯ ¯ ¯ ¯
(1),(7)- Manufacturer symbol
(2)- Abrasive
(3)- Grain size(no. of particles/inch2)
(4)- Hardness
(5)- Structure
(6)- Type of bond
First and Last Number
Manufacture has to give special information about the grinding wheel.
1. Types of Abrasive
C- Carbide
A- Aluminium oxide (Al2O3)
D- Diamond
2. Grain size
10-24- Roughening
30-60- Medium
70-180- Finishing
220-600- Super-finishing operations
3. Hardness
A-H - Soft wheels
I-P - Medium wheels
Q-Z - Hard wheels
4. Structure
0- Dense
16- Open
5. Type of Bond
V- Vitrified bond
S- Silicate
B- Resinoid
R- Rubber
M- Metal bond
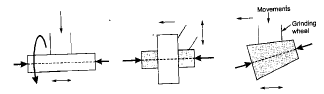
Grinding Operations And Machines
The basic type of grinding operations Surface, Cyclinderical, Internal and Central less grinding-are described in this workpiece. The relative movement of the wheel may be along the surface of the work or it may be radially into the workpiece (Plunge Grinding).
(a) Surface Grinding: Surface grinding involves grinding flat surfaces and is one of the most common grinding operations. Typically the workpiece is secured on a magnetic chuck attached to the work table of the grinder. Nonmagnetic material generally are need by vises, special fixtures, vaccum chucks.
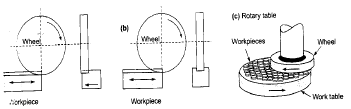
(b) Cylindrical Grinding: The rotating cyclinderical workpiece reciprocates laterally along its axis. Cyclinderical grinders are identified by the maximum diameter and length of the workpiece that can be ground similar to engine lathes. The typical applications include crank shaft bearing spandles, pins, bearing rings and rolls for rolling mills.
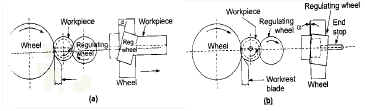
Centerless Grinding
Centerless Grinding is a high production process for continuously grinding.
Cyclindrical surfaces in which the workpiece is supported not by central (hence the term centerless) or chucks but by a blade.
Typical parts made by centrerless grinding are roller bearings, piston pins, engine values, camshaft and similar components. This continuous production process require little operator skill.
Finishing Operations
Honing
Honing is an operation used primarily to give holes as fine surface finish. The honing tool consists of a set of aluminum oxide or silicon carbide bonded abrasives called stones. They are mounted on a mandrel that rotates in the hole. Honing is also done on external cyclindrical or flat surfaces and to remove sharp edges on cutting tool and inserts.
Lapping
Lapping is a finishing operation used on flat or cyclinderical surfaces. The lap is usually made of cast iron, copper leather or cloth. The abrasive particles are embedded in Lap. Surface finish can be as smooth as 0.025 to 0.1 mm.
Polishing
Polishing is a process that produces a smooth surface finish. Two basic mechanism are involved in the polishing process:
(i) fine scale abrasive removal
(ii) softening and shearing of surface layer by frictional heating during polishing.
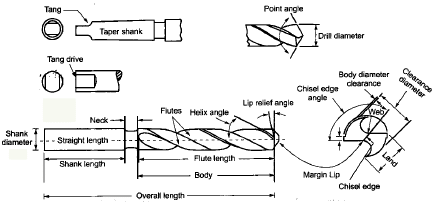
Drilling
• Drilling is an oblique cutting and it is a process of creating a hole.
• Drills are made by forging operation and the material used is HSS steel.
• Drills are also tapered along its length so that it doesn't hit the finished part of the hole.
• The drills are made slightly smaller in size so that there is some margin for reaming.
Drill Geometry
Following are major actions taking place at the point of a drill.
1. A small hole is pierced by the rotating web
2. Chips are formed by rotating cutting edges.
Boring
• Enlarging already existing hole to bring it to the required size and have a better finish.
• The accuracy expected is 0.125 mm.
Reaming and Reamers
• It is a process of exacting the hole and finishing it and has a fine surface finish of + 0.005 mm.
Reaming is an important operation used to make an existing hole move dimensionally accurate than can be obtain by drilling alone and improves its surface finish. The most accurate holes are produced by following sequences of operation:
1. Centering
2. Drilling
3. Boring
4. Reaming
Trepanning
• Drill is in the form of a tube at the periphery of which there are cutting edges. Complete material is not removed.
• Initially this process was used in Gun barrel manufacturing process.
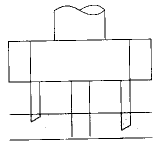
Counter Boring
• Counter boring is making the hole little larger.
• Counter boring is done by end milling.
• It is seating place for bolt heads.
• This is necessary in some cases to accommodate the heads of bolts, studs and pins.
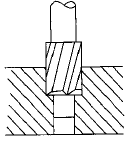
Counter Sinking
• It is process of making the hole slightly tapered in the beginning. It is seating place for screws.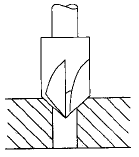
MILLING
Milling Operation: Milling includes a number of highly machining operation capable of producing a variety of configuration with the use of
Milling Cutter.
• Milling is one of the machining processes of flat surfaces as well as formed surfaces like those of the gears, splines, slots and key ways etc.
Milling is one of the machining processes of flat surfaces as well as formed surfaces like those of the gears, splines, slots and key ways etc.
There are two types of milling processes
• Peripheral milling (or slab milling)
• Face milling
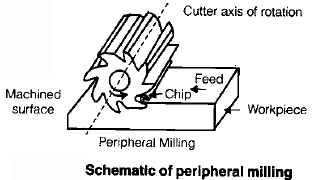
Peripheral or slab milling operation
In the peripheral milling cutting teeth are on the periphery of the cutter. Movement of the tool or cutter is generatrix and movement of the work piece is directrix. In the slab millling operation, the axis of rotation of milling cutter is parallel to the work.
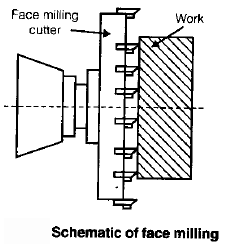
Face Milling
In the face milling operation, axis of rotation of cutter is perpendicular to the work. Because of the relative motion between the cutting teeth and work piece a face milling cutter leaves feeds marks on machine surface.
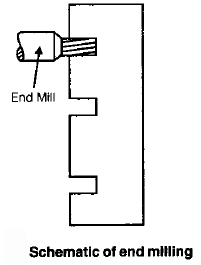
End milling
End milling cutter are combination of both slab milling and face milling operation. An end mill cutter is used to machine and produce a flat surface or a pair of parallel flat surfaces.
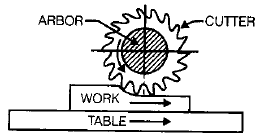
Gang Milling
When a number of cutters are mounted on the arbor and a number of steps have been cut in the work piece, it is called Gang Milling.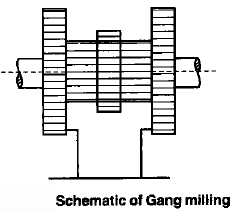
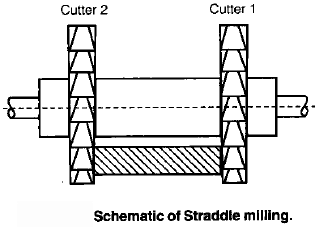
Straddle Milling
When miling is performed on two surfaces simultaneously, it is called STARDDLE MILLING. T-Slot milling is a unique example of straddle milling by a single milling cutter.
|
5 videos|103 docs|59 tests
|
FAQs on Metal Cutting - 1 - Mechanical Engineering SSC JE (Technical)
| 1. What are the different methods used for metal cutting? |  |
| 2. What factors should be considered when selecting a cutting method for metal? | |
| 3. How does sawing work in metal cutting? | |
| 4. What is the difference between milling and turning in metal cutting? | |
| 5. What safety precautions should be taken during metal cutting operations? | |

|
2.1K Views |

|
4.72/5 Rating |

|
Dec 22, 2024 Last updated |
|
5 videos|103 docs|59 tests
|

|
Explore Courses for Mechanical Engineering exam
|
|
study material
,Semester Notes
,Previous Year Questions with Solutions
,shortcuts and tricks
,Important questions
,past year papers
,Metal Cutting - 1 | Mechanical Engineering SSC JE (Technical)
,mock tests for examination
,Sample Paper
,Extra Questions
,MCQs
,Exam
,ppt
,Free
,Metal Cutting - 1 | Mechanical Engineering SSC JE (Technical)
,video lectures
,Objective type Questions
,practice quizzes
,Viva Questions
,Metal Cutting - 1 | Mechanical Engineering SSC JE (Technical)
,Summary
;






Metal Cutting - 1 Free PDF Download
Importance of Metal Cutting - 1
Metal Cutting - 1 Notes
Metal Cutting - 1 Mechanical Engineering Questions
Study Metal Cutting - 1 on the App
|
© EduRev
|
Education Revolution
|



|




