Mechanical Engineering Exam > Mechanical Engineering Notes > SSC JE (Technical) > Metal Forming
Metal Forming


Introduction
Four important metal-forming techniques
- Rolling : Plastically deforming metal by passing it between rotating rolls to reduce thickness or change cross-section.
- Forging : Compressing a workpiece between opposing dies so that the die shapes are imparted to the work.
- Extrusion : Forcing the work material to flow through a die opening so that the extruded part has the die's cross-sectional shape.
- Drawing : Reducing the diameter of a wire, rod or tube by pulling it through a die opening (wire drawing or bar drawing).
Terminology - Semi-finished products
- Ingot : The first solid form cast from molten metal (often the starting stock for subsequent rolling or forging).
- Bloom : Product of the first breakdown rolling of an ingot; usually square cross-section about 6 × 6 in or larger.
- Billet : Produced by hot rolling a bloom; typically square with side ≥ 1.5 in (used for bars, rods, wire stock).
- Slab : Hot-rolled rectangular cross-section product from an ingot or bloom; commonly several inches wide and thick (used for plate and sheet production).
Fundamentals of Plastic Deformation
- Plastic deformation is permanent deformation that remains after removal of the applied load; it occurs when stress exceeds the elastic limit or yield strength.
- In crystalline metals plastic flow occurs mainly by slip (dislocation motion), grain deformation and rotation, and atomic lattice distortion; grains may fragment or reorient.
- Strain hardening (work hardening) : As a metal is deformed cold, dislocation density increases and further deformation becomes more difficult, producing higher strength and hardness.
Recrystallisation Temperature (Rx temperature)
- Definition : The minimum temperature at which complete recrystallisation of a cold-worked metal occurs within a specified time (commonly taken as about one hour).
- Recrystallisation restores ductility by forming new, strain-free grains and reduces strength produced by cold work.
- A working operation carried out above the Rx temperature is termed hot working; below Rx temperature it is cold working.
- Typical Rx temperatures are a fraction of the absolute melting point; commonly between about 1/3 and 1/2 of the melting temperature (Kelvin) for many pure metals. For some alloys Rx is approximately 0.5 × melting temperature (K).
- Examples: Rx of lead and tin is below room temperature; Rx of cadmium and zinc is around room temperature.
Malleability and Ductility
- Malleability : Ability of a material to be deformed plastically into thin sheets by hammering or rolling without cracking.
- Ductility : Ability of a material to undergo permanent deformation by elongation (drawing into wire) without fracture.
Cold Working
- Advantages : Better dimensional accuracy and closer tolerances; improved surface finish; increased strength and hardness due to strain hardening; desirable directional properties from controlled grain flow; no heating required so lower total energy consumption for some parts.
- Disadvantages : Requires larger forming forces and stronger equipment; starting surfaces must be clean and scale-free; strain hardening reduces ductility limiting total reduction achievable; intermediate anneals may be necessary; some metals are not sufficiently ductile at room temperature.
Hot Working
- Advantages : Porosity is reduced and grain structure is refined; impurities such as slag may be distributed into fibrous form; mechanical properties such as toughness, elongation and resistance to shock often improve after hot working combined with subsequent heat treatment.
- Disadvantages : Higher tooling and heating costs; surface oxidation and scale formation give poorer surface finish and make tight tolerances difficult; additional cleaning or machining may be required.
Rolling
- Definition : Rolling is a metal forming process in which the thickness of a workpiece is reduced by passing it between a pair (or more) of rotating rolls. It is one of the most widely used metal forming methods for high-volume production.
- Friction between the rolls and the workpiece surface creates compressive stresses which draw the metal into the roll gap and produce plastic flow.
- Rolling can be performed hot (above Rx temperature) or cold (below Rx temperature).
Types of rolling
- Hot rolling : Performed above recrystallisation temperature; results in refined grain structure and easier reductions per pass.
- Cold rolling : Performed below recrystallisation temperature; produces better surface finish and closer tolerances but increases strength by strain hardening.
- Ring rolling : Used to enlarge the diameter and reduce wall thickness of rings or tubes. Rolls squeeze and rotate the ring so diameter increases and wall thickness decreases.
- Pack rolling : Multiple sheets are rolled together (example: aluminium foil manufacture) to increase productivity.
- Thread rolling : Cold forming process where thread blanks are rolled between hardened dies so material flows to form the thread; no material is cut away-produces stronger, smoother threads.
Geometry and basic formulas of the rolling process
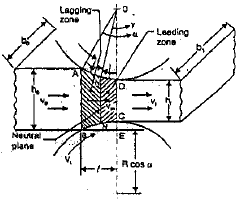
The key geometric quantities and relations used in analysing the rolling bite are:
- Draft (Δh) : Total thickness reduction in a single pass:
Δh = h0 - hf. - For rolls of radius R and half-bite angle α (in radians), the geometric relation gives:
Δh = 2R(1 - cos α) = D(1 - cos α), where D = 2R is the roll diameter. - Entry (bite) condition : For the strip to be drawn into the rolls without slipping back (unaided entry) the friction coefficient μ must satisfy
μ ≥ tan(α/2). - Maximum draft per pass : Based on friction and roll radius, an approximate expression for maximum safe draft is
Δhmax = μ²R. - Minimum possible exit thickness : hfmin = h0 - μ²R.
Forging
- Definition : Forging is a metal forming process where metal is plastically deformed by compressive forces applied using dies, hammers or presses to obtain a desired shape and improved internal structure.
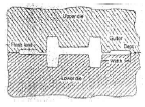
Open-die and closed-die forging
- Open-die forging : The workpiece is compressed between flat or simple dies and shaped by successive blows or presses; operator manipulation and multiple operations are used to achieve geometry.
- Closed-die (impression) forging : The workpiece is squeezed between two shaped die halves which contain a cavity in the final shape; flash and gutters are commonly provided to ensure complete die filling.
Advantages and disadvantages of forging
- Advantages : Improved mechanical properties (strength, toughness, fatigue resistance) due to refined grain flow and reduced porosity; directional grain flow can be aligned with load paths.
- Disadvantages : Higher tooling and die costs; lower dimensional accuracy and poorer surface finish relative to some machining operations; trimming and finishing often required.
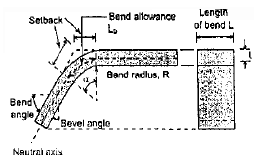
Draft and draft angles
- Draft : The taper or clearance angle provided on die surfaces to permit withdrawal of the forging from the die.
- Adequate draft should be provided-typical values: about 3° for aluminium and about 5°-7° for steel. Internal surfaces, corners or deep cavities often require larger draft angles.
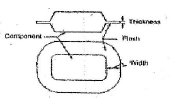
Flash and gutter
- Flash : Excess metal that is forced out between the die halves to ensure complete filling of the cavity; it helps to distribute metal and to raise internal pressure inside the die.
- Gutter : Additional recesses or channels in the die design to accommodate flash and excess metal so that the dies can fully close; proper gutter dimensions prevent excessively thick flash that would prevent die closure.
Typical sequence of operations in closed-die forging
| Operation | Purpose |
|---|---|
| Fullering or swaging | Reduce cross-section and elongate the workpiece. |
| Edging or rolling | Gather material and shape it for subsequent impressions. |
| Bending | Produce parts with curved or bent geometries. |
| Drawing (cogging) | Similar to fullering but reduces only one end or specific section. |
| Flattening | Flatten stock so it fits properly into the finishing impression. |
| Blocking | Semi-finishing impression that imparts a general shape prior to final finishing. |
| Finishing | Final impression; flash lands and gutters provided on dies. |
| Trimming or cut-off | Removal of flash and excess material around the forging. |
Drop forging, press forging and other methods
- Drop forging : The heated workpiece is placed in the lower die and the hammer or ram delivers rapid blows causing the metal to spread and fill the cavity. Typically used for many small to medium components.
- Press forging : A hydraulic or mechanical press applies gradual compressive load to fully form the part in a single press stroke; produces better dimensional accuracy and less flash than high-energy hammering.
- Upset forging : Increasing cross-sectional area (diameter) of a localized region by compressing the length; common in forming bolt heads or flange features. Split or multi-cavity dies may be used for batch production.
- Skew rolling : A cold or warm rolling process using skewed rolls to form near-spherical parts such as balls for bearings.
- Smith forging : Traditional blacksmith hammer forging; not commonly used for industrial mass production but useful for repairs, small jobs and teaching fundamental forging operations.
Common forging defects
- Scale pits : Surface depressions from improper cleaning or presence of scale on the stock.
- Die shift : Misalignment of die halves causing part geometry errors.
- Flakes : Internal planar defects due to improper cooling or trapped non-metallics causing internal separations.
- Improper grain flow : Poor die design or forging sequence causes metal flow not to follow intended load paths, reducing strength.
- Hot tears and thermal cracking : Surface cracking due to non-uniform cooling or thermal stresses during forging or heat treatment.
- Other defects include irregular contours, laps, under-fill and excessive flash when process parameters or tooling are incorrect.
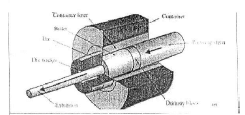
Extrusion
- Concept : Extrusion forces metal to flow through a die opening so the extruded product has the die cross-section (analogy: squeezing toothpaste from a tube).
- The deformation in extrusion subjects the material to a tri-axial compressive state in many regions of the deformation zone.
- Extrusion is commonly performed hot for many metals; typical materials that extrude readily include aluminium, copper, magnesium and their alloys. Low-strength metals extrude easily in cold conditions.
- High strength materials (steels, stainless steels, nickel alloys) are more difficult to extrude because of high flow stress; special lubricants (e.g., phosphate coatings or glassy lubricants) and higher temperatures/pressures are used.
Advantages and limitations of extrusion
- Advantages : Any uniform cross-sectional shape can be produced (especially with non-ferrous metals); complex shapes (including hollow profiles) are possible; very large reductions in cross section can be achieved; no draft is required as in die forming.
- Limitations : The cross section must be constant over the entire length; die design and press capacity limit maximum extrusion ratio and length; tooling and equipment costs can be significant for large steel extrusions.
Hot and cold extrusion
- Hot extrusion : Performed at elevated temperatures to reduce flow stress. Example: Aluminium hot extrusion typically uses temperatures in the range 430-480 °C for many alloys.
- Cold extrusion : Performed at or near room temperature for low-strength metals (lead, tin, zinc, aluminium) to produce collapsible tubes, small cans, closures and precision parts.
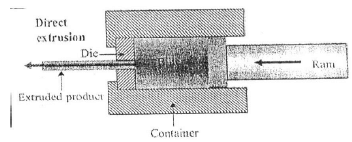
Direct (forward) and indirect (backward) extrusion
- Direct (forward) extrusion : A solid ram pushes the billet through a stationary die. Friction exists between the billet surface and container walls, increasing the required force.
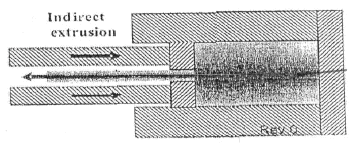
- Indirect (backward) extrusion : The die is attached to a hollow ram which moves into a stationary billet; the billet remains stationary relative to the container so friction between billet and container is greatly reduced.
Other extrusion types
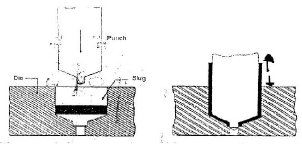
- Backward cold extrusion : Metal flows opposite to the punch movement through the annular gap; used for making collapsible tubes and cans in softer metals such as aluminium alloys.
- Impact extrusion : High-speed impact forming where parts tend to adhere to the punch and are removed by a stripper plate; widely used for thin-walled containers and closures.
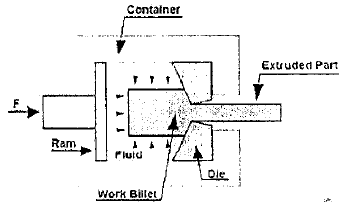
- Hydrostatic extrusion : The billet is surrounded by a pressurised fluid and a die is forced through or against it; the hydrostatic pressure prevents barreling and upset, improving uniformity-this is a cold extrusion variant used for difficult-to-extrude materials.
Common extrusion defects
- Surface cracking : Caused by excessive temperature, high speed, insufficient lubrication or poor die design.
- Sticking in die land : At low temperatures or with poor lubrication the metal may adhere to the die land causing rough surface or tearing.
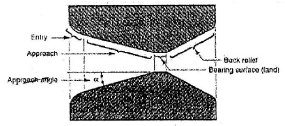
- Centre burst (chevron) : Internal longitudinal cracks at the centreline caused by a hydrostatic tensile state in the die deformation zone; tendency increases with larger die angle and impurities, and decreases with higher extrusion ratio and friction control.
Drawing
- Wire drawing : A cold working process where wire is produced by pulling rod stock through a sequence of dies to progressively reduce diameter.
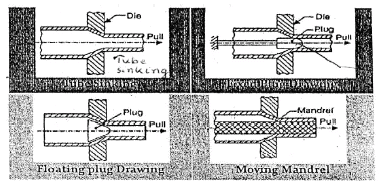
- Bar/tube drawing : Similar to wire drawing but applied to larger rods or tubes; dies and mandrels may be used to control inner and outer diameters.
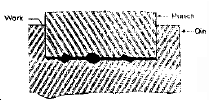
- Sheet/blank drawing (deep drawing) : Forming a flat blank into a cup or box shape by pressing the sheet through a die with a punch; the depth can be several times the sheet thickness if material and process parameters permit.
Wire drawing die materials & tooling
- Dies are commonly made from hardened tool steels, tungsten carbide, or polycrystalline diamond for high life and wear resistance.
Forming stages in deep drawing
- As the punch descends, the blank is drawn into the die cavity and material flows from the flange into the wall of the cup; control of blank holder force and lubrication is critical to avoid defects.
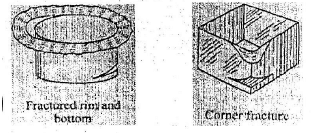
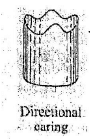
Defects in drawing
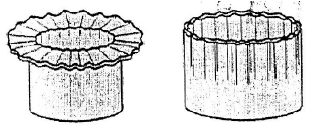
- Wrinkling : Caused by insufficient blank holder pressure or excessive flange material; wrinkles may appear in the flange and extend into the wall.
- Fracture (tearing) : Caused by excessive tensile strain at the flange, small punch radius, or excessive blank holder pressure and friction producing localized thinning.
- Earing : Periodic lobes on the drawn cup rim due to anisotropy (directional properties) of the rolled sheet; controlled by material selection and blank orientation.
Coining and Bending
- Coining : A precision cold-forging operation where high stress at the work surface causes metal flow only in the near-surface layers creating fine detail or impressions. Coining is used for coins, medals and fine features on parts.
- Bending : A basic forming operation performed after shearing or blanking; bending causes compression on the inner radius and tension on the outer radius. The bend behaviour depends on material properties, sheet thickness, and tooling geometry.
Powder Metallurgy (PM)
- Definition : Powder metallurgy is the sequence of operations by which fine metal powders are blended, compacted into the required shape (green compact), and then sintered (heated in a controlled atmosphere) to bond particle surfaces and develop desired mechanical properties.
Manufacture of metal powders
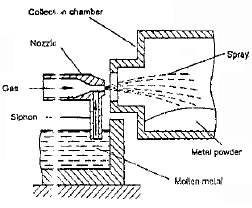
- Atomisation by gas or water : Molten metal is forced through a small orifice and disintegrated by a jet of compressed gas (air, inert gas) or water, producing spherical or near-spherical powders; used for aluminium, copper, bronzes, brass, zinc, tin, lead etc.
- Reduction : Metal oxides are reduced in a suitable gaseous environment producing sponge metal which is then processed into powder; used for iron, copper, tungsten, molybdenum, nickel and cobalt.
- Grinding/milling : Mechanical comminution of alloys or brittle materials using grinders and ball mills to produce powder; used mainly for materials that are brittle when cold.
- Electrolytic deposition : Metal powders are deposited electrolytically (similar to electroplating) and then collected; suited to copper, silver and some speciality powders.
- Shooting/splatting : Drops of molten metal are rapidly cooled (for low melting point metals) to form fine particles.
- Condensation : Evaporation and condensation of metal vapours to form very fine powders (used for zinc, magnesium and cadmium in specialist applications).
Powder processing steps
- Blending : Dry or wet mixing of powders and additives (binders, lubricants). Lubricants such as graphite or stearic acid improve powder flow and compactibility, though they may slightly reduce final strength and must be removed or burned out during sintering.
- Compaction : Pressing powders into a die at high pressure to form the green compact with sufficient handling strength.
- Sintering : Heating the compact in a controlled atmosphere (usually oxygen-free) to a temperature typically around 0.7-0.9 × Tmelt (absolute) depending on material and desired properties. Particle bonding occurs by diffusion, accompanied by recrystallisation and grain growth.
- During sintering the part shrinks and densifies; typical densities up to about 95% of theoretical are achievable for many systems depending on powder characteristics and processing.
- Sintering increases strength and toughness, reduces porosity and brittleness, and improves dimensional stability; some post-sintering operations (impregnation, sizing, heat treatment or machining) may be used to meet final tolerances and properties.
Summary of common defects across forming processes
- Surface oxidation, scale and pits from poor starting stock preparation or high-temperature exposure.
- Cracking (hot or cold) from thermal gradients, excessive strain or improper lubrication.
- Internal voids, centre bursts or flakes from improper die design, impurities or incorrect deformation conditions.
- Dimensional errors from die misalignment, improper springback compensation (in bending) or inadequate die clearance.
- Surface and form irregularities (wrinkles, ears, laps) from incorrect blanking, feed, blank holder pressure, or anisotropy of material.
The processes described - rolling, forging, extrusion and drawing - are fundamental metal forming operations used across industry. Selection of hot or cold processing, tooling materials, lubrication and process parameters is chosen to achieve desired mechanical properties, dimensional accuracy and cost efficiency. Understanding the mechanisms of plastic deformation, strain hardening, recrystallisation and defects is essential for designing robust forming operations and tooling.
The document Metal Forming is a part of the Mechanical Engineering Course Mechanical Engineering SSC JE (Technical).
All you need of Mechanical Engineering at this link: Mechanical Engineering
FAQs on Metal Forming
| 1. What is metal forming in mechanical engineering? |  |
Ans. Metal forming in mechanical engineering refers to the process of shaping metal into desired forms and sizes using various techniques such as bending, stretching, rolling, forging, and extrusion. It is a crucial manufacturing process used to create a wide range of components and products in industries like automotive, aerospace, and construction.
| 2. What are the advantages of metal forming compared to other manufacturing processes? | |
Ans. Metal forming offers several advantages over other manufacturing processes. Firstly, it allows for the production of complex shapes and intricate designs that are difficult to achieve using other methods. Secondly, it enhances the mechanical properties of the metal, such as improved strength and durability. Additionally, metal forming processes are often more cost-effective than other techniques, especially for high-volume production. Lastly, it offers better material utilization and generates less waste, making it a more sustainable option.
| 3. What are the different types of metal forming processes? | |
Ans. There are several types of metal forming processes used in mechanical engineering. Some common ones include: - Bending: It involves deforming a metal sheet or plate by applying force to create a desired angle or shape. - Stretching: This process elongates the metal by applying tensile forces, usually done through hydraulic or mechanical presses. - Rolling: Metal is passed through a set of rollers to reduce its thickness or shape it into specific profiles. - Forging: It involves shaping metal by heating it and applying compressive forces using a hammer or press. - Extrusion: A metal billet is forced through a die to form a continuous profile with a constant cross-section.
| 4. What factors should be considered in metal forming design? | |
Ans. Several factors need to be considered in metal forming design to ensure successful and efficient production. These factors include the type of material being formed, the desired shape and dimensions, the complexity of the design, the required tolerances, and the production volume. Additionally, factors such as the selection of appropriate forming equipment, tooling design, and process parameters like temperature and speed should also be taken into account.
| 5. What are the limitations of metal forming processes? | |
Ans. While metal forming processes offer many advantages, they also have some limitations. One limitation is the inability to create highly intricate or detailed designs compared to processes like machining or additive manufacturing. Additionally, certain materials may not be suitable for certain forming processes due to their brittleness or low ductility. Moreover, the equipment and tooling required for metal forming can be expensive to set up and maintain. Lastly, metal forming processes may result in residual stresses or dimensional variations, requiring additional post-processing steps.
About this Document

4.74/5 Rating

Apr 21, 2026 Last updated
Related Exams
Document Description: Metal Forming for Mechanical Engineering 2026 is part of Mechanical Engineering SSC JE (Technical) preparation. The notes and questions for Metal Forming have been prepared according to the Mechanical Engineering exam syllabus. Information about Metal Forming covers topics like and Metal Forming Example, for Mechanical Engineering 2026 Exam. Find important definitions, questions, notes, meanings, examples, exercises and tests below for Metal Forming.
Introduction of Metal Forming in English is available as part of our Mechanical Engineering SSC JE (Technical) for Mechanical Engineering & Metal Forming in Hindi for Mechanical Engineering SSC JE (Technical) course. Download more important topics related with notes, lectures and mock test series for Mechanical Engineering Exam by signing up for free. Mechanical Engineering: Metal Forming
Description
Metal Forming of Mechanical Engineering SSC JE covers all the important topics, helping you prepare for the Mechanical Engineering exam on EduRev. Start for free!
Information about Metal Forming
In this doc you can find the meaning of Metal Forming defined & explained in the simplest way possible. Besides explaining types of Metal Forming theory, EduRev gives you an ample number of questions to practice Metal Forming tests, examples and also practice Mechanical Engineering tests


Related Searches
past year papers, shortcuts and tricks, Metal Forming, MCQs, study material, Semester Notes, Objective type Questions, Extra Questions, Previous Year Questions with Solutions, Summary, Important questions, Viva Questions, mock tests for examination, Free, Exam, pdf , Metal Forming, Sample Paper, ppt, Metal Forming, practice quizzes, video lectures;