Desulphurisation Processes And Recovery Of Sulphur | Chemical Technology - Chemical Engineering PDF Download

Desulphurisation Processes And Recovery Of Sulphur
The level of sulphur in the past two decades has steadily increased due to use of more and more heavier crude, use of cheaper high sulphur crude which has forced the refining industry to go for additional facilities like ultra-desulphuristion for gasoline and diesel to meet the requirement of the stringent sulphur emission standards. Requirement of sulphur content for MS and HSD is given in Table M-VI 8.1.Sulphur is one of the major impurities in heavy crude resulting higher concentration of sulphur compounds in the un-desulphurised product stream. Sulphur content in the crude varies widely depending on the origin. Table M-VI 8.2 shows sulphur content in crude oil.
The variation is considerable and this impacts the processing scheme as well as the product slate. Sulphur content of commonly used sweet and sour crudes. Due to increasing environmental concerns, stringent limits on sulphur levels in fuel are being implemented world over to achieve target of sulphur below 100 ppm, deep hydrodesulphurization is required which is an additional capital cost as well as an energy intensive step. Table M-VI 8.3 given the details of reactivity of sulphur compounds present in crude oil
Table M-VI 8.1: Sulphur Requirement in Different Gasoline & Diesel in PPM
| BIS 2000 | Bharat | Euro-III | Euro-IV |
|
| stage-II | equivalent | equivalent |
MS | 1000 | 500 | 150 | 50 |
HSD | 2500 | 500 | 350 | 50 |
Table M-VI 8.2: Sulphur Content in Crude Oil
Crude Name | ‘S’ Content, (wt%) |
Bombay High | 0.17 |
Bonny Light | 0.14 |
| Arab Heavy | 2.87 |
| Arab Light | 1.09 |
| Doba | 016 |
| Ratawi | 3.88 |
| Miri light | 0.078 |
| Tapis Blend | 0.028 |
Table M-VI 8.3: Reactivity of Sulphur Compounds Present in Crude Oil
Sulphur compound | Relative reaction rate | Boiling pounts |
Thiophene | 100 | 185 |
Benzothiphene | 50 | 430 |
Dib enzothi ophene | 30 | 590 |
Di methyl dib enzothi ophene | 5 | 600-620 |
trimethy l dib enzothi ophene |
| 630-680 |
- Sulphur content in finished product
- Sulphur emission into atmosphere in the form of SO2
- Sulphur recovery in sulphur recovery unit
Sulphur distribution in typical refinery is given in below
- Sulphur in various products 58%
- Product sulphur 41%
- Sulphur emission 1%
Future Demand in Indian Refineries
Process Used to Remove Sulphur from Different Products
- LPG - LPG treating unit
- Gasoline - Hydrotreating Unit
- ATF - Merox / Hydrotreating
- Diesel - Hydrotreating
- Sulfur lands up in the fuel gas as H2S during Hydrotreating
- H2S in fuel gas produces SOx while burning in the fired heater
- Environmental Norm for SOx : 50 ppm while burning fuel gas
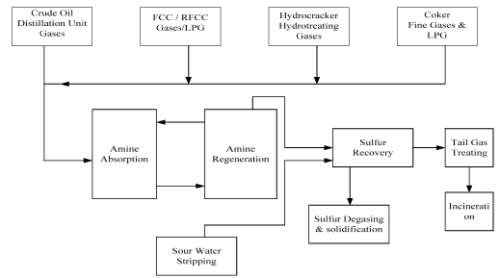
Figure M-VI 8.1: Major sources of Sulphur & Recovery Processes in Refinery
Sulphur Recovery Units Characteristics – Refineries
- Small to Medium Size Sulphur Recovery Units
- From a few tons to a few hundred tons/day
- Guwahati Refinery, IOCL : 5 TPD
- Reliance Refinery, Jamnagar : 2025 (3 x 675) TPD
- Feed composition varies, linked to Refinery operating mode and Crude feedstock
- High flexibility required, multiple trains
- Acid Gas always rich (high H2S content)
- Ammonia (from Sour Water Stripper) always present, sometimes in relatively high quantities
Source: Tarapdar, T., Sulphur recovery technologies- Present and future development June 2011 Petrotech
Sulphur Recovery Unit
Sulphur recovery unit consist of recovery of sulphur from H2S present in acid gas from Amine Treating/ Regeneration unit and H2S from sour water stripper section Hydrogen sulphide content of the feed gas is converted to elemental sulphur. Typical sulphur recovery unit is shown in Figure M-VI 8.2.
Amine absorption and Regeneration: Absorption of H2S bearing stream and regeneration of amine. H2S rich stream from amine regeneration is sent to sulphur recovery unit.
Sour Water Stripping: Sour water is tripped off its sulphur and recycled. H2S is sent to sulphur recovery unit.
Amine Absorption Unit: Various hydro desuplhurisation processes in the refinery and hydrocracker unit generate large quantity of H2S. H2S bearing gases from various unit is sent to Amine treating unit which uses amine as a solvent for absorbing H2S and subsequently releasing H2S as H2S Rich stream in the amine generator.
Merox (Mercaptan Oxidation Unit)
Merox process is used in the refinery for controlling the mercaptan sulphur in gases, LPG, naphtha and other petroleum fractions. The Process is used for the chemical treatment of LPG, gasoline and distillates from FCCU, OHCU etc to remove mercaptans.
Mercaptans are either extracted from the stream or sweetened to acceptable disulphides. For treatment of light feed stocks such as LPG, no sweetening is required as mercaptans are nearly removed by extraction. However, feed containing higher molecular weight mercaptans and may require a combination of Merox extraction and sweetening using catalyst. Catalysts promote the oxidation of mercaptans to disulphide using air as the source of oxygen. Merox treatment can in general be used in following ways
- To improve lead susceptibility of light gasoline
- To improve the response of gasoline stocks to oxidation inhibitors added to prevent gum formation during storage
- To improve odor on all stocks
- To reduce the mercaptans content to meet product specifications
- To reduce the sulphur content of LPG and light naphtha products
- To reduce sulphur content of coker FCC olefins to save acid consumption in alkylation
Process

Pretreatment(Remove H2S and Naphthenic Acids by dilute Alkali Solution)
Extraction (Remove Caustic soluble Mercaptans)
Sweetening(Oxidation of mercaptans to disulphides)

Post Treatment (Remove Caustic Haze)
(Caustic Settler, Wash Water, Sand, Clay Filters
Sulphur Recovery from H2S
Sulphur recovery now has become one of the most critical aspects of sulphur management and affects emission sulphur dioxides significantly in the refinery. There are two sulphur recovery processes are
- Claus process(used earlier)
- Supr Claus process
Conventional Claus process has only 99% sulphur recovery. In order to meet the sulphur emission standards now Claus process has been improved substantially to meet the standards. Modern claus process is shown in Figure M-VI 8.3. New processes are characterized by
- New Catalysts
- COS and CS2 hydrolysis (increased recovery)
- Direct conversion of H2S to Sulphur by oxidation (Super Claus Process)
- Direct conversion of H2S to Sulphur by reduction (Pro Claus Process)
- High efficiency burners (NH3, BTEX destruction)
- Analysers based control
- Enriched air or Oxygen blown thermal reactors
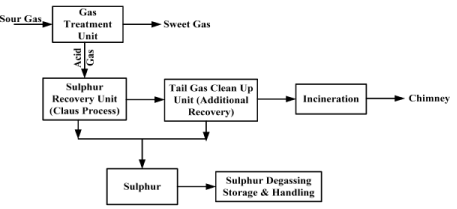
Figure M-VI 8.2: Typical Sulphur Recovery Unit
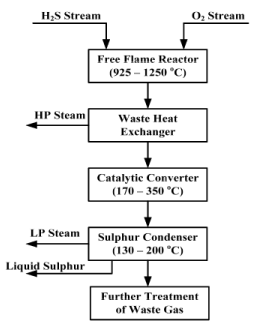
Figure M-VI 8.3: Modified Claus Process
Super Claus Process
The SUPER CLAUS process was developed to catalytically recover elemental sulphur from H2S containing Claus tail gas to improve the overall sulphur recovery level. The SUPERCLAUS process was commercially demonstrated in 1998, and today now more than 160 units are under license and over 140 are in operation. SUPERCLAUS process achieves high sulphur recover levels by suppressing SO2 formation in claus stages and selectively oxidizing H2S in presence of oxygen using proprietary catalyst .
A typical SUPER CLAUS sulphur recovery unit consist of following sections:
- Combustion Chamber
- Claus reactor
- Super claus Reactor
- Incinerator
- Degassing Section
Function of Claus reactors:
- Claus reaction at catalytic region
 (Where x= 6 and 8 mainly)
(Where x= 6 and 8 mainly)
- Hydrolysis of COS and CS2 at temperatures above 300oC
Function of Super Claus reactor
H2S + 0.5O2 → l/8S8 + H20 + 208kJ
SUPER CLAUS Process use selective oxidation catalyst minimizes side reactions & increase sulphur recovery
Claus Process Limitations:
- Thermodynamically limited conversion:
 the ‘air to clean gas’ ratio’s is maintained to produce an H2S SO 2 ratio of exactly 2/1 (optimum ratio) in the burner effluent gases.
the ‘air to clean gas’ ratio’s is maintained to produce an H2S SO 2 ratio of exactly 2/1 (optimum ratio) in the burner effluent gases. - Increases H2O content to 30 vol% decreasing H2S and SO2 concentrations. Formation of non-recoverable S-compounds due to side reactions
The big difference between SUPER CLAUS catalyst and Claus Catalyst is that the reaction is not equilibrium based. Therefore, the conversion efficiency is much higher than the equilibrium limited Claus reaction. SUPER CLAUS is a non-cyclic process that has repeatedly shown simplicity in operation, high online reliability and sulphur guarantees up to 99.3percent
Super Sour Process: Stringent environmental regulations have necessitated higher recovery of H2S from sour water stripper unit design. Super Sour process ensures minimum H2S loss. the process employ additional hot feed flash drum upstream of cold feed surge drum. The H2S rich vapours from hot feed flash drum upstream of cold feed surge drum is routed to a small amine scrubber to absorb liberated H2S. The H2S lean gas containing primarily hydrocarbons is then routed to incinerator of the sulphur recovery unit. The absorbed H2S rich amine is recovered in the amine regenerator and is fed to the sulphur unit for converting it to sulphur.
INDE Treat and INDE Sweet Technology [Indian oil Technologies 2001]: INDE Treat and INDE Sweet Technology is based on the Continuous Film contactor(CFC) for effective removal of undesirable compounds at lower cost. It can remove H2S from LPG, Mercaptans from LPG, naphtha, gasoline and ATF/Kero, naphthenic acid from diesel, acid gases from natural gases, fuel gases and can regenerate spent caustic if required. CFC technology which is the heart of process.Salient features of CFC are
- Non-dispersive contacting
- Enormous surface are
- High mass transfer efficiency
- Based on caustic/amine
- Efficient removal of contaminants
- No aqueous phase entrainment
- Low caustic/amine consumption
- Low cost
- Can be easily retrofitted in existing mixer settler units
Merichem Fibre film Contactor Technology: The process is based on Continuous Film contactor (CFC) Fibre film Contactor technology for removal of impurities from hydrocarbon streams. The process achieves non-dispersive phase contact without problem inherent in conventional dispersive mixing devices.
|
69 videos|121 docs
|
FAQs on Desulphurisation Processes And Recovery Of Sulphur - Chemical Technology - Chemical Engineering
| 1. What is desulphurisation and why is it important in chemical engineering? |  |
| 2. What are the common desulphurisation processes used in chemical engineering? | |
| 3. How is sulphur recovered during desulphurisation processes? | |
| 4. What are some challenges in desulphurisation processes in chemical engineering? | |
| 5. What are the environmental benefits of desulphurisation processes in chemical engineering? | |


Free
,Viva Questions
,Desulphurisation Processes And Recovery Of Sulphur | Chemical Technology - Chemical Engineering
,practice quizzes
,MCQs
,Sample Paper
,Objective type Questions
,Important questions
,Desulphurisation Processes And Recovery Of Sulphur | Chemical Technology - Chemical Engineering
,video lectures
,mock tests for examination
,past year papers
,Extra Questions
,shortcuts and tricks
,Exam
,Desulphurisation Processes And Recovery Of Sulphur | Chemical Technology - Chemical Engineering
,study material
,ppt
,Summary
,Previous Year Questions with Solutions
,Semester Notes
;






Desulphurisation Processes And Recovery Of Sulphur Free PDF Download
Importance of Desulphurisation Processes And Recovery Of Sulphur
Desulphurisation Processes And Recovery Of Sulphur Notes
Desulphurisation Processes And Recovery Of Sulphur Chemical Engineering Questions
Study Desulphurisation Processes And Recovery Of Sulphur on the App
|
© EduRev
|
Education Revolution
|



|





