










All Exams > UPSC > Mechanical Engineering Optional Notes for UPSC > All Questions
All questions of Metal Casting for UPSC CSE Exam

The size of a cylindrical side riser, whose height and diameter are equal, to feed a steel slab casting 30cm 30cm
30cm  30cm is ____________(Use modulus method)
30cm is ____________(Use modulus method)- a)2872
- b)2873
Correct answer is between ' 2872, 2873'. Can you explain this answer?
The size of a cylindrical side riser, whose height and diameter are equal, to feed a steel slab casting 30cm 30cm 30cm is ____________(Use modulus method)
30cm 30cm is ____________(Use modulus method)a)
2872
b)
2873
 | Telecom Tuners answered |
The dimensions of the slab
= 30 cm x 30 cm x 6 cm
This can be considered as a long bar with a cross-section of (30 x 6)cm2

= 2.14

D = 6 x 1.2 x 2.14 = 15.408 cm = H
The riser height, H = D = 15.408 cm
An improper riser may give rise to a defect called- a)Shift
- b)Shrinkage cavity
- c)Penetration
- d)Misrun
Correct answer is option 'B'. Can you explain this answer?
An improper riser may give rise to a defect called
a)
Shift
b)
Shrinkage cavity
c)
Penetration
d)
Misrun
| | Zoya Sharma answered |
An improper riser may give rise to a defect called shrinkage cavity
In pressurized gating system with a gating ratio 2:1.5:1. The sprue area is 200mm2 . The time taken (in sec) to fill the cavity of volume 106mm3 with a 20% metal head of 200 mm assuming a 20% loss of head in gating system is __________- a)5
- b)6
Correct answer is between ' 5, 6'. Can you explain this answer?
In pressurized gating system with a gating ratio 2:1.5:1. The sprue area is 200mm2 . The time taken (in sec) to fill the cavity of volume 106mm3 with a 20% metal head of 200 mm assuming a 20% loss of head in gating system is __________
a)
5
b)
6
 | Naroj Boda answered |
Given Gating Ratio = 2 : 1.5 : 1

Head of metal = 200 mm
loss of head of metal = 20%
net available head = 0.8 x 200
= 160mm
Flow rate of metal = V x A
= 5.645 sec
Chills are used in casting moulds to- a)achieve directional solidification
- b)reduce possibility of blow holes
- c)reduce the freezing time
- d)increase the smoothness of cost surface
Correct answer is option 'A'. Can you explain this answer?
Chills are used in casting moulds to
a)
achieve directional solidification
b)
reduce possibility of blow holes
c)
reduce the freezing time
d)
increase the smoothness of cost surface
| | Jyoti Deshpande answered |
Chills are placed around the core and it is used to achieve directional solidification.
Which of the following gating ratio represents pressurised gating systems?- a)1 : 1 : 2
- b)1 : 2 : 1
- c)1 : 2 : 3
- d)1 : 3 : 3
Correct answer is option 'B'. Can you explain this answer?
Which of the following gating ratio represents pressurised gating systems?
a)
1 : 1 : 2
b)
1 : 2 : 1
c)
1 : 2 : 3
d)
1 : 3 : 3
| | Avinash Sharma answered |
Gating ratio = Sprue area: Runner area: Ingate area
If total ingate area is not greater than the area of sprue, gating systems are known as pressurised gating system.
Option (a), (c) and (d) represents unpressurized gating system.
If total ingate area is not greater than the area of sprue, gating systems are known as pressurised gating system.
Option (a), (c) and (d) represents unpressurized gating system.
Which of the following materials requires highest shrinkage allowance?- a)Aluminium
- b)Gray cast iron
- c)Steel
- d)Brass
Correct answer is option 'C'. Can you explain this answer?
Which of the following materials requires highest shrinkage allowance?
a)
Aluminium
b)
Gray cast iron
c)
Steel
d)
Brass
| | Kalyan Chakraborty answered |
Shrinkage allowance is the difference in dimensions between the pattern and the final casting due to the shrinkage of the metal during solidification. The amount of shrinkage allowance required is dependent on the material being used for casting.
Explanation:
Steel has the highest shrinkage allowance among the given materials. This is due to the following reasons:
1. High melting point: Steel has a high melting point compared to other materials. This means that it takes longer for the metal to cool and solidify, resulting in more shrinkage.
2. High carbon content: Steel has a higher carbon content than other materials. Carbon is a strong carbide former, which can lead to a reduction in the solidification range of steel, resulting in more shrinkage.
3. Low thermal conductivity: Steel has a lower thermal conductivity than other materials. This means that heat is retained for a longer time, resulting in a longer solidification time and more shrinkage.
4. High density: Steel has a higher density than other materials. This means that it will shrink more during solidification.
Therefore, steel requires the highest shrinkage allowance among the given materials.
Explanation:
Steel has the highest shrinkage allowance among the given materials. This is due to the following reasons:
1. High melting point: Steel has a high melting point compared to other materials. This means that it takes longer for the metal to cool and solidify, resulting in more shrinkage.
2. High carbon content: Steel has a higher carbon content than other materials. Carbon is a strong carbide former, which can lead to a reduction in the solidification range of steel, resulting in more shrinkage.
3. Low thermal conductivity: Steel has a lower thermal conductivity than other materials. This means that heat is retained for a longer time, resulting in a longer solidification time and more shrinkage.
4. High density: Steel has a higher density than other materials. This means that it will shrink more during solidification.
Therefore, steel requires the highest shrinkage allowance among the given materials.
A job shown in the figure is to be made from steel by casting process. The mould for this job is made from wooden pattern. Dimensions of the wooden pattern assuming machining allowance of 3 mm on each side, shaking allowance of 1 mm on length & width & shrinkage allowance of 3%.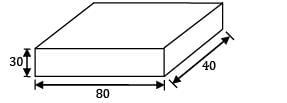
- a)86 x 46 x 36
- b)88.58 x 47.38 x 37.08
- c)87.58 x 46.38 x 36.08
- d)87.58 x 46.38 x 37.08
Correct answer is option 'D'. Can you explain this answer?
A job shown in the figure is to be made from steel by casting process. The mould for this job is made from wooden pattern. Dimensions of the wooden pattern assuming machining allowance of 3 mm on each side, shaking allowance of 1 mm on length & width & shrinkage allowance of 3%.
a)
86 x 46 x 36
b)
88.58 x 47.38 x 37.08
c)
87.58 x 46.38 x 36.08
d)
87.58 x 46.38 x 37.08
| | Telecom Tuners answered |
Since given machining allowance is 3 mm on each side, add 3 mm on each side of the part shown in figure. The dimensions of pattern after machining will be

L = 80 + 2 x 3 = 86 mm
W = 40 + 2 x 3 =46 mm
H = 30 + 2 x 3 = 36 mm
The shrinkage allowance of 3% is added to all the dimensions of pattern. Dimension of pattern after providing shrinkage allowance of 3% will be
Given shaking allowance is 1 mm on length and width. Recall that shaking allowance is a negative allowance. Hence 1 mm has to be reduced from the calculated values of length and width side.
L = 88.58 - 1 = 87.58 mm
W = 47.38 - 1 = 46.38 mm
H = 37.08 mm
Sprue in casting refers to.......- a)Gate
- b)Runner
- c)Riser
- d)Vertical passage
Correct answer is option 'D'. Can you explain this answer?
Sprue in casting refers to.......
a)
Gate
b)
Runner
c)
Riser
d)
Vertical passage
 | Vertex Academy answered |
Concept:
A sprue feeds metal to the runner which in turn reaches the casting through gates.
A sprue is tapered with its bigger end at the top to receive the liquid metal. The smaller end is connected to the runner.
In many cases, it controls the flow of material into the mould. During casting or moulding, the material in the sprue will solidify and need to be removed from the finished part.
A disk of diameter 40 cm and 5 cm thick is to be casted out of pure aluminium is an open mold operation. Melting temperature of Al , pouring temperature 800
, pouring temperature 800 . Assume that the amount of aluminium heated will be 5% more than that needed to fill the mould cavity. The amount of heat (MJ) added to aluminium starting from room temperature of 25
. Assume that the amount of aluminium heated will be 5% more than that needed to fill the mould cavity. The amount of heat (MJ) added to aluminium starting from room temperature of 25 is__________. (Specific heat of Al (both cold and heated)= 0.88 J/g
is__________. (Specific heat of Al (both cold and heated)= 0.88 J/g . Heat of fusion= 389 J/g. Density Al = 2.70 g/cm3 ).
. Heat of fusion= 389 J/g. Density Al = 2.70 g/cm3 ).- a)18.5
- b)19.5
Correct answer is between ' 18.5, 19.5'. Can you explain this answer?
A disk of diameter 40 cm and 5 cm thick is to be casted out of pure aluminium is an open mold operation. Melting temperature of Al , pouring temperature 800 . Assume that the amount of aluminium heated will be 5% more than that needed to fill the mould cavity. The amount of heat (MJ) added to aluminium starting from room temperature of 25 is__________. (Specific heat of Al (both cold and heated)= 0.88 J/g . Heat of fusion= 389 J/g. Density Al = 2.70 g/cm3 ).
, pouring temperature 800 . Assume that the amount of aluminium heated will be 5% more than that needed to fill the mould cavity. The amount of heat (MJ) added to aluminium starting from room temperature of 25 is__________. (Specific heat of Al (both cold and heated)= 0.88 J/g . Heat of fusion= 389 J/g. Density Al = 2.70 g/cm3 ).a)
18.5
b)
19.5
 | Pathways Academy answered |
Volume of molten metal = 5% more than volume of mould
⇒ Volume of molten metal
Mass of molten metal

heat supplied = m(cp(Tm - TR) +L.H + Cp(TP -Tm))
Tm = melting temperature
TR = room temperature
Tp = pouring temperature


= 19 MJ
The ratio of surface area to volume for a unit volume of riser is minimum in case of:- a)cylindrical riser
- b)spherical riser
- c)hemispherical riser
- d)cuboidal riser
Correct answer is option 'B'. Can you explain this answer?
The ratio of surface area to volume for a unit volume of riser is minimum in case of:
a)
cylindrical riser
b)
spherical riser
c)
hemispherical riser
d)
cuboidal riser
| | Lavanya Menon answered |
For same volume the ratio of surface areas of sphere : cylinder : cube: is 4.84 : 5.54 : 6
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , is- a)2
- b)4
- c)8
- d)15
Correct answer is option 'C'. Can you explain this answer?
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , is
a)
2
b)
4
c)
8
d)
15
 | Diya Patel answered |
To determine the time taken to fill the casting cavity, we need to consider the volume of the cavity and the flow rate of the metal.
1. Calculating the volume of the casting cavity:
The volume of a cylinder is given by the formula V = πr^2h, where r is the radius and h is the height. In this case, the diameter is given as 150 mm, so the radius is 75 mm (or 0.075 m). The height of the cylinder is 200 mm (or 0.2 m). Therefore, the volume of the casting cavity is:
V_cavity = π(0.075)^2(0.2) = 0.00707 m^3
2. Calculating the flow rate of the metal:
The flow rate of the metal depends on the gating ratio and the in-gate area. The gating ratio is not provided in the question, so let's assume it to be 2.
The in-gate area is given as 10 cm^2 (or 0.001 m^2). Therefore, the total gating area is:
A_gating = gating ratio * in-gate area = 2 * 0.001 = 0.002 m^2
3. Calculating the flow rate:
The flow rate of the metal can be calculated using the formula Q = A_gating * V_flow, where Q is the flow rate and V_flow is the velocity of the metal.
Since the height of the metal during pouring is 50 mm above the cope, the total height of the metal column is 200 mm + 50 mm = 250 mm (or 0.25 m).
Using Bernoulli's equation for incompressible flow, the velocity of the metal can be calculated as:
V_flow = √(2gH), where g is the acceleration due to gravity (9.81 m/s^2) and H is the height of the metal column.
V_flow = √(2 * 9.81 * 0.25) = 2.21 m/s
Now, we can calculate the flow rate:
Q = 0.002 * 2.21 = 0.00442 m^3/s
4. Calculating the time taken:
The time taken to fill the casting cavity can be calculated using the formula t = V_cavity / Q, where t is the time taken.
t = 0.00707 / 0.00442 ≈ 1.6 seconds
Since the time needs to be rounded to the nearest whole number, the correct answer is option 'C' - 8 seconds.
1. Calculating the volume of the casting cavity:
The volume of a cylinder is given by the formula V = πr^2h, where r is the radius and h is the height. In this case, the diameter is given as 150 mm, so the radius is 75 mm (or 0.075 m). The height of the cylinder is 200 mm (or 0.2 m). Therefore, the volume of the casting cavity is:
V_cavity = π(0.075)^2(0.2) = 0.00707 m^3
2. Calculating the flow rate of the metal:
The flow rate of the metal depends on the gating ratio and the in-gate area. The gating ratio is not provided in the question, so let's assume it to be 2.
The in-gate area is given as 10 cm^2 (or 0.001 m^2). Therefore, the total gating area is:
A_gating = gating ratio * in-gate area = 2 * 0.001 = 0.002 m^2
3. Calculating the flow rate:
The flow rate of the metal can be calculated using the formula Q = A_gating * V_flow, where Q is the flow rate and V_flow is the velocity of the metal.
Since the height of the metal during pouring is 50 mm above the cope, the total height of the metal column is 200 mm + 50 mm = 250 mm (or 0.25 m).
Using Bernoulli's equation for incompressible flow, the velocity of the metal can be calculated as:
V_flow = √(2gH), where g is the acceleration due to gravity (9.81 m/s^2) and H is the height of the metal column.
V_flow = √(2 * 9.81 * 0.25) = 2.21 m/s
Now, we can calculate the flow rate:
Q = 0.002 * 2.21 = 0.00442 m^3/s
4. Calculating the time taken:
The time taken to fill the casting cavity can be calculated using the formula t = V_cavity / Q, where t is the time taken.
t = 0.00707 / 0.00442 ≈ 1.6 seconds
Since the time needs to be rounded to the nearest whole number, the correct answer is option 'C' - 8 seconds.
The impurities in true centrifugal casting- a)get collected at outer surface
- b)mix up thoroughly throughout
- c)get collected at the inner surface
- d)get collected in the middle portion in between inner and outer surface
Correct answer is option 'C'. Can you explain this answer?
The impurities in true centrifugal casting
a)
get collected at outer surface
b)
mix up thoroughly throughout
c)
get collected at the inner surface
d)
get collected in the middle portion in between inner and outer surface
| | Meera Bose answered |
Since impurities are lighter than the metal hence they get collected at the inner surface of the casting.
In which of the following are metal moulds are used?- a)Greensand mould
- b)Dry sand mould
- c)Die casting process
- d)Loam moulding
Correct answer is option 'C'. Can you explain this answer?
In which of the following are metal moulds are used?
a)
Greensand mould
b)
Dry sand mould
c)
Die casting process
d)
Loam moulding
| | Neha Joshi answered |
Metallic moulds are used in die casting process.
In sand casting of hollow part of zinc, a cylindrical core of diameter 130 mm and height 200 mm is placed inside the mould cavity. The densities of core material and zinc are 1500 kg/m3 and 1200 kg/m3 respectively. The net force that tends to lift the core during pouring of molten metal will be __________ N.- a)273
- b)274
Correct answer is between ' 273, 274'. Can you explain this answer?
In sand casting of hollow part of zinc, a cylindrical core of diameter 130 mm and height 200 mm is placed inside the mould cavity. The densities of core material and zinc are 1500 kg/m3 and 1200 kg/m3 respectively. The net force that tends to lift the core during pouring of molten metal will be __________ N.
a)
273
b)
274
| | Mira Sharma answered |

Upward force buoyancy force weight of molten metal displaced

Downward force weight of core
D = density of core
= dvg

Net force upward force – downward force

= 273.441 N
The purpose of riser is to- a)deliver molten metal into the mould cavity
- b)act as a reservoir for the molten metal
- c)feed the molten metal to the casting in order to compensate for the shrinkage
- d)deliver the molten metal from pouring basin to gate
Correct answer is option 'B'. Can you explain this answer?
The purpose of riser is to
a)
deliver molten metal into the mould cavity
b)
act as a reservoir for the molten metal
c)
feed the molten metal to the casting in order to compensate for the shrinkage
d)
deliver the molten metal from pouring basin to gate
| | Asha Basu answered |
To compensate for metal shrinkage during solidification, extra molten metal is stored in suitable location of the mould, which provides a supply of hot metal as the casting cools, this opening is called riser.
Consider the following ingredients used in moulding
1. Dry silica sand
2. Clay
3. Phenol formaldehyde
4. Sodium silicate
Q. These used for shell moulding include- a)1, 2 and 4
- b)2, 3 and 4
- c)1 and 3
- d)1, 2, 3 and 4
Correct answer is option 'C'. Can you explain this answer?
Consider the following ingredients used in moulding
1. Dry silica sand
2. Clay
3. Phenol formaldehyde
4. Sodium silicate
Q. These used for shell moulding include
1. Dry silica sand
2. Clay
3. Phenol formaldehyde
4. Sodium silicate
Q. These used for shell moulding include
a)
1, 2 and 4
b)
2, 3 and 4
c)
1 and 3
d)
1, 2, 3 and 4
| | Telecom Tuners answered |
- Dry silica sand: This is the primary base material in shell molding. It provides the structure and strength to the mold.
- Phenol formaldehyde: This is a thermosetting resin binder used in shell molding. When mixed with a catalyst, it reacts and cures to form a strong bond between the sand grains, creating the shell.
The following data is observed for a casting process:Mass of casting = 5000 kgDensity of metal = 8000 kg/m3Pouring time = 10 secEfficiency factor = 0.9Effective had = 2 mThe chock area of the casting is ___________mm2- a)11050
- b)11120
Correct answer is between ' 11050, 11120'. Can you explain this answer?
The following data is observed for a casting process:
Mass of casting = 5000 kg
Density of metal = 8000 kg/m3
Pouring time = 10 sec
Efficiency factor = 0.9
Effective had = 2 m
The chock area of the casting is ___________mm2
a)
11050
b)
11120
 | Manish Aggarwal answered |
= 0.01108595 m2
= 11085.95 mm2
While pouring molten metal in the mould of the molten metal does not appear in the riser. It indicates- a)a sound casting will be produced
- b)an obstruction between sprue and riser
- c)insufficient molten metal to fill the cavity
- d)either insufficient molten metal to fill the cavity or an obstruction between sprue and riser
Correct answer is option 'A'. Can you explain this answer?
While pouring molten metal in the mould of the molten metal does not appear in the riser. It indicates
a)
a sound casting will be produced
b)
an obstruction between sprue and riser
c)
insufficient molten metal to fill the cavity
d)
either insufficient molten metal to fill the cavity or an obstruction between sprue and riser
| | Anmol Saini answered |
Explanation:
When pouring molten metal into a mould, it is important to ensure that the metal fills the entire cavity without any defects or voids. The use of risers is a common technique to prevent shrinkage defects in castings. A riser is an additional volume of molten metal that is connected to the casting through a channel, and it serves as a reservoir of molten metal that can compensate for the shrinkage during solidification.
If the molten metal does not appear in the riser during pouring, it indicates that a sound casting will be produced. This is because the molten metal has completely filled the cavity without any defects or voids, and there is no need for additional molten metal from the riser. This is a desirable situation, as it indicates that the casting will have good dimensional accuracy and mechanical properties.
If the molten metal does not appear in the riser, it rules out the possibility of the other three options:
- An obstruction between sprue and riser: If there was an obstruction, the molten metal would not have been able to flow freely into the cavity, and there would be defects or voids in the casting.
- Insufficient molten metal to fill the cavity: If there was insufficient molten metal, the cavity would not have been completely filled, and there would be defects or voids in the casting.
- Either insufficient molten metal to fill the cavity or an obstruction between sprue and riser: This is a combination of the previous two options, and it is also ruled out by the absence of molten metal in the riser.
Thus, the absence of molten metal in the riser during pouring is a good sign that a sound casting will be produced.
When pouring molten metal into a mould, it is important to ensure that the metal fills the entire cavity without any defects or voids. The use of risers is a common technique to prevent shrinkage defects in castings. A riser is an additional volume of molten metal that is connected to the casting through a channel, and it serves as a reservoir of molten metal that can compensate for the shrinkage during solidification.
If the molten metal does not appear in the riser during pouring, it indicates that a sound casting will be produced. This is because the molten metal has completely filled the cavity without any defects or voids, and there is no need for additional molten metal from the riser. This is a desirable situation, as it indicates that the casting will have good dimensional accuracy and mechanical properties.
If the molten metal does not appear in the riser, it rules out the possibility of the other three options:
- An obstruction between sprue and riser: If there was an obstruction, the molten metal would not have been able to flow freely into the cavity, and there would be defects or voids in the casting.
- Insufficient molten metal to fill the cavity: If there was insufficient molten metal, the cavity would not have been completely filled, and there would be defects or voids in the casting.
- Either insufficient molten metal to fill the cavity or an obstruction between sprue and riser: This is a combination of the previous two options, and it is also ruled out by the absence of molten metal in the riser.
Thus, the absence of molten metal in the riser during pouring is a good sign that a sound casting will be produced.
Which of the following materials has more shrinkage allowances- a)Cl
- b)Lead
- c)Brass
- d)Aluminium alloy
Correct answer is option 'C'. Can you explain this answer?
Which of the following materials has more shrinkage allowances
a)
Cl
b)
Lead
c)
Brass
d)
Aluminium alloy
| | Amrita Chauhan answered |
Shrinkage Allowance in Materials
Introduction
Shrinkage allowance is the amount of additional material that needs to be added to a casting pattern to compensate for the shrinkage that occurs during the solidification and cooling process. The shrinkage allowance ensures that the final casting dimensions are accurate and match the desired specifications. Different materials have different shrinkage rates, which is why different shrinkage allowances are required for different materials.
Explanation
Among the materials mentioned in the options (Cl, Lead, Brass, and Aluminium alloy), the material with the highest shrinkage allowance is Brass.
Shrinkage Allowance Factors
Several factors influence the shrinkage allowance in a material, including:
1. Cooling rate: Faster cooling rates tend to increase shrinkage.
2. Solidification time: Longer solidification times lead to higher shrinkage.
3. Alloy composition: Different alloy compositions can result in varying shrinkage rates.
Shrinkage Allowance Comparison
Let's analyze the shrinkage allowances for each material:
1. Cl (Chlorine)
Chlorine is not a casting material but a chemical element. Therefore, it does not have a shrinkage allowance.
2. Lead
Lead is a soft and malleable material with a relatively low melting point. It exhibits minimal shrinkage during the cooling process. Therefore, the shrinkage allowance for lead is relatively low compared to other materials.
3. Brass
Brass is an alloy composed of copper and zinc. It has a higher melting point compared to lead. Due to the different thermal properties of copper and zinc, brass experiences a significant amount of shrinkage during cooling. Consequently, a larger shrinkage allowance is required for brass castings.
4. Aluminium Alloy
Aluminium alloys are widely used in various industries due to their lightweight and excellent mechanical properties. They have a relatively low shrinkage rate compared to materials like brass. Therefore, the shrinkage allowance for aluminium alloy castings is lower compared to brass.
Conclusion
Among the materials mentioned in the options, brass has the highest shrinkage allowance. This is because brass, being an alloy of copper and zinc, experiences significant shrinkage during the cooling process. It is important to consider the shrinkage allowance when designing casting patterns to ensure accurate final dimensions in the castings.
Introduction
Shrinkage allowance is the amount of additional material that needs to be added to a casting pattern to compensate for the shrinkage that occurs during the solidification and cooling process. The shrinkage allowance ensures that the final casting dimensions are accurate and match the desired specifications. Different materials have different shrinkage rates, which is why different shrinkage allowances are required for different materials.
Explanation
Among the materials mentioned in the options (Cl, Lead, Brass, and Aluminium alloy), the material with the highest shrinkage allowance is Brass.
Shrinkage Allowance Factors
Several factors influence the shrinkage allowance in a material, including:
1. Cooling rate: Faster cooling rates tend to increase shrinkage.
2. Solidification time: Longer solidification times lead to higher shrinkage.
3. Alloy composition: Different alloy compositions can result in varying shrinkage rates.
Shrinkage Allowance Comparison
Let's analyze the shrinkage allowances for each material:
1. Cl (Chlorine)
Chlorine is not a casting material but a chemical element. Therefore, it does not have a shrinkage allowance.
2. Lead
Lead is a soft and malleable material with a relatively low melting point. It exhibits minimal shrinkage during the cooling process. Therefore, the shrinkage allowance for lead is relatively low compared to other materials.
3. Brass
Brass is an alloy composed of copper and zinc. It has a higher melting point compared to lead. Due to the different thermal properties of copper and zinc, brass experiences a significant amount of shrinkage during cooling. Consequently, a larger shrinkage allowance is required for brass castings.
4. Aluminium Alloy
Aluminium alloys are widely used in various industries due to their lightweight and excellent mechanical properties. They have a relatively low shrinkage rate compared to materials like brass. Therefore, the shrinkage allowance for aluminium alloy castings is lower compared to brass.
Conclusion
Among the materials mentioned in the options, brass has the highest shrinkage allowance. This is because brass, being an alloy of copper and zinc, experiences significant shrinkage during the cooling process. It is important to consider the shrinkage allowance when designing casting patterns to ensure accurate final dimensions in the castings.
The pouring basin in a sand mould is 200 mm diameter & 100 mm height. The mould cavity is a cube of 125 mm side and must be filled in 25 second. The maximum velocity must ensure laminar flow into the mould cavity and in the gates of circular cross section.Assume:(A) Constant temperature,(B) No loss in the velocity head and(C) Diameter of gate 8 times diameter of the sprue base. Properties of the molten metal are v=0.9mm2 per second,p= 700kg/m3 and cp=33.6 J/mol-k.The diameter of sprue to avoid aspiration effect is ____________.- a)55
- b)56
Correct answer is between ' 55, 56'. Can you explain this answer?
The pouring basin in a sand mould is 200 mm diameter & 100 mm height. The mould cavity is a cube of 125 mm side and must be filled in 25 second. The maximum velocity must ensure laminar flow into the mould cavity and in the gates of circular cross section.
Assume:
(A) Constant temperature,
(B) No loss in the velocity head and
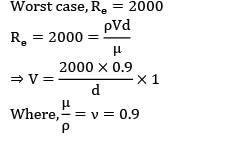
(C) Diameter of gate 8 times diameter of the sprue base. Properties of the molten metal are v=0.9mm2 per second,p= 700kg/m3 and cp=33.6 J/mol-k.
The diameter of sprue to avoid aspiration effect is ____________.
a)
55
b)
56
| | Neha Joshi answered |
The dimension of pouring basin will not affect the pouring time
Let V = maximum velocity of molten metal in the gating system
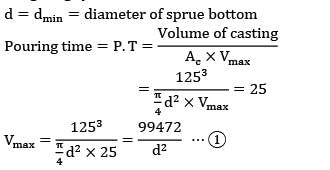
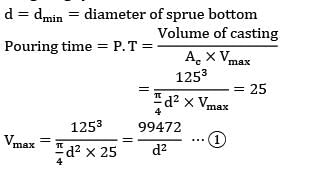
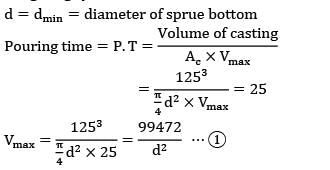
To ensure the laminar flow in the gating system Re 2000
2000
2000Worst case, Re = 2000
A cylindrical riser is attached to the side of a steel plate casting having dimensions 25cm x 12.5cm x 5cm. The volume shrinkage of steel during solidification is 3% and the volume of riser is 3 times that of dictated by the shrinkage consideration alone. The dimension of the riser in optimum conditions is ____________.- a)5
- b)6
Correct answer is between ' 5, 6'. Can you explain this answer?
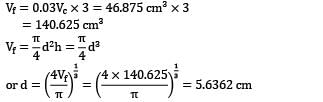
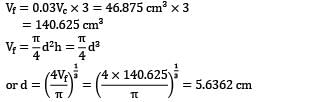
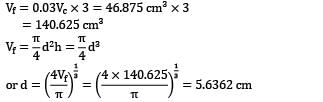
A cylindrical riser is attached to the side of a steel plate casting having dimensions 25cm x 12.5cm x 5cm. The volume shrinkage of steel during solidification is 3% and the volume of riser is 3 times that of dictated by the shrinkage consideration alone. The dimension of the riser in optimum conditions is ____________.
a)
5
b)
6
| | Zoya Sharma answered |
For optimum cylindrical side riser,h = d
Volume of casting, Vc = 25 x 12.5 x 5
Shrinkage of steel during solidification = 3%
Minimum volume of the riser necessary is,
Fluidity is greatly influenced by- a)Carbon content in molten metal
- b)Pouring temperature of molten metal
- c)Inoculation added
- d)None of these
Correct answer is option 'B'. Can you explain this answer?
Fluidity is greatly influenced by
a)
Carbon content in molten metal
b)
Pouring temperature of molten metal
c)
Inoculation added
d)
None of these
| | Anshu Patel answered |
Fluidity can be defined as the length of spiral covered by the molten metal before it get solidifies.
Fluidity is the function of temperature, higher the temperature, more will be the fluidity.
Fluidity is the function of temperature, higher the temperature, more will be the fluidity.
The purpose of gate is to- a)feed the casting at a rate consistent with the rate of solidification
- b)act as reservoir for molten metal
- c)help feed the casting until all solidification takes place
- d)feed molten metal from the pouring basin to gate
Correct answer is option 'A'. Can you explain this answer?
The purpose of gate is to
a)
feed the casting at a rate consistent with the rate of solidification
b)
act as reservoir for molten metal
c)
help feed the casting until all solidification takes place
d)
feed molten metal from the pouring basin to gate
| | Shreya Kulkarni answered |
Gate is the opening through which the molten metal enters the mould cavity. The shape and the cross section of the ingot should be such that it can readily be broken off after casting solidification and also allow the molten metal to enter quietly into the mould cavity.
The success of a casting process depends mainly on the following properties of the moulding sand:
1. Permeability
2. Strength.
3. Deformation
4. Flowability
5. Refractoriness
Which of the these are valid?- a)1,2, 3 and 4
- b)all of these
- c)1, 2, 4 and 5
- d)1 and 2
Correct answer is option 'B'. Can you explain this answer?
The success of a casting process depends mainly on the following properties of the moulding sand:
1. Permeability
2. Strength.
3. Deformation
4. Flowability
5. Refractoriness
Which of the these are valid?
1. Permeability
2. Strength.
3. Deformation
4. Flowability
5. Refractoriness
Which of the these are valid?
a)
1,2, 3 and 4
b)
all of these
c)
1, 2, 4 and 5
d)
1 and 2
 | Sarthak Kulkarni answered |
Permeability: It is expressed as the gas flow rate through the specimen under a specified pressure difference across it.
Strength: It refers to compressive strength.
Deformation: It indicates the change in length of a standard specimen at the point of failure.
Flowability: it refers to the ability of the sand to flow around and over the pattern when the mould is rammed.
Refractioness: It measures the ability of the sand to remain solid as a function of temperature.
Strength: It refers to compressive strength.
Deformation: It indicates the change in length of a standard specimen at the point of failure.
Flowability: it refers to the ability of the sand to flow around and over the pattern when the mould is rammed.
Refractioness: It measures the ability of the sand to remain solid as a function of temperature.
Consider the following ingredients used in moulding:1. Dry silica sand2. Clay3. Phenol formaldehyde4. Sodium silicate Those used for shell mould casting include- a)1, 2 and 4
- b)2, 3 and 4
- c)1 and 3
- d)1, 2, 3 and 4
Correct answer is option 'C'. Can you explain this answer?
Consider the following ingredients used in moulding:
1. Dry silica sand
2. Clay
3. Phenol formaldehyde
4. Sodium silicate Those used for shell mould casting include
a)
1, 2 and 4
b)
2, 3 and 4
c)
1 and 3
d)
1, 2, 3 and 4
| | Zoya Sharma answered |
Shell mould casting uses silica sand and phenal formaldehyde.
Match List-I with List-II and select the correct answer using the code given below the lists: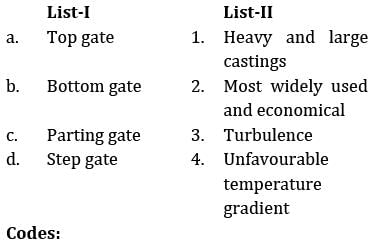
- a)A
- b)B
- c)C
- d)D
Correct answer is option 'A'. Can you explain this answer?
Match List-I with List-II and select the correct answer using the code given below the lists:
a)
A
b)
B
c)
C
d)
D
 | Pioneer Academy answered |
Top gate  causes turbulence due to high head and velocity
causes turbulence due to high head and velocity
causes turbulence due to high head and velocityBottom gate unfavourable temperature gradient
unfavourable temperature gradient
unfavourable temperature gradientParting gate most widely used and economical
most widely used and economical
most widely used and economicalStep gate multiple gates are used for heavy and large castings
multiple gates are used for heavy and large castings
multiple gates are used for heavy and large castingsIn a centrifugal casting method~:- a)no core is used
- b)core may be made of any metal
- c)core is made of sand
- d)core is made of ferrous metal
Correct answer is option 'A'. Can you explain this answer?
In a centrifugal casting method~:
a)
no core is used
b)
core may be made of any metal
c)
core is made of sand
d)
core is made of ferrous metal
| | Avinash Sharma answered |
No core is used in centrifugal casting method.
Consider the following advantages of shell mould casting:1. Close dimensional tolerance2. Good surface finish3. Low cost4. EasierWhich of these are correct?- a)1, 2 and 3 only
- b)2, 3 and 4 only
- c)1, 2 and 4 only
- d)1, 2, 3 and 4
Correct answer is option 'C'. Can you explain this answer?
Consider the following advantages of shell mould casting:
1. Close dimensional tolerance
2. Good surface finish
3. Low cost
4. Easier
Which of these are correct?
a)
1, 2 and 3 only
b)
2, 3 and 4 only
c)
1, 2 and 4 only
d)
1, 2, 3 and 4
| | Sinjini Bose answered |
The correct answer is option C: 1, 2, and 4 only.
Shell mould casting, also known as shell molding or shell molding casting, is a casting process that uses a resin-coated sand shell to form the mold. This process offers several advantages over other casting methods. Let's discuss each advantage in detail:
1. Close dimensional tolerance: Shell mould casting provides close dimensional tolerances, meaning that the cast parts can be manufactured with high precision and accuracy. The use of a shell mold allows for greater control over the final dimensions of the cast part, resulting in minimal dimensional variations. This advantage is particularly important in industries where tight tolerances are required, such as aerospace or automotive.
2. Good surface finish: Shell mould casting produces castings with a smooth and consistent surface finish. The resin-coated sand shell used in this process helps to create a mold cavity with excellent surface quality. As a result, the cast parts have a clean and polished appearance, requiring minimal post-processing or finishing operations.
3. Low cost: Shell mould casting is a cost-effective casting method. The process uses readily available materials, such as sand and resin, which are relatively inexpensive compared to other mold materials. Additionally, the use of reusable shell molds reduces the overall production costs as compared to traditional sand casting, where a new mold is required for each casting. The low cost of shell mould casting makes it an attractive option for large-scale production runs.
4. Easier: Shell mould casting is relatively easier compared to other casting methods. The process involves fewer steps and requires less equipment and manpower. The use of pre-coated sand shells simplifies the mold-making process, reducing the time and effort required to produce molds. This advantage makes shell mould casting more efficient and less labor-intensive than some other casting techniques.
In conclusion, shell mould casting offers advantages such as close dimensional tolerance, good surface finish, and ease of use. These advantages make it a preferred choice for many applications where precision, aesthetics, and cost-effectiveness are important factors. Therefore, option C: 1, 2, and 4 only is the correct answer.
Shell mould casting, also known as shell molding or shell molding casting, is a casting process that uses a resin-coated sand shell to form the mold. This process offers several advantages over other casting methods. Let's discuss each advantage in detail:
1. Close dimensional tolerance: Shell mould casting provides close dimensional tolerances, meaning that the cast parts can be manufactured with high precision and accuracy. The use of a shell mold allows for greater control over the final dimensions of the cast part, resulting in minimal dimensional variations. This advantage is particularly important in industries where tight tolerances are required, such as aerospace or automotive.
2. Good surface finish: Shell mould casting produces castings with a smooth and consistent surface finish. The resin-coated sand shell used in this process helps to create a mold cavity with excellent surface quality. As a result, the cast parts have a clean and polished appearance, requiring minimal post-processing or finishing operations.
3. Low cost: Shell mould casting is a cost-effective casting method. The process uses readily available materials, such as sand and resin, which are relatively inexpensive compared to other mold materials. Additionally, the use of reusable shell molds reduces the overall production costs as compared to traditional sand casting, where a new mold is required for each casting. The low cost of shell mould casting makes it an attractive option for large-scale production runs.
4. Easier: Shell mould casting is relatively easier compared to other casting methods. The process involves fewer steps and requires less equipment and manpower. The use of pre-coated sand shells simplifies the mold-making process, reducing the time and effort required to produce molds. This advantage makes shell mould casting more efficient and less labor-intensive than some other casting techniques.
In conclusion, shell mould casting offers advantages such as close dimensional tolerance, good surface finish, and ease of use. These advantages make it a preferred choice for many applications where precision, aesthetics, and cost-effectiveness are important factors. Therefore, option C: 1, 2, and 4 only is the correct answer.
The two parts of a sand casting mould are called- a)Gate and sprue
- b)Upper and drag
- c)Cope and drag
- d)Cope and bottom
Correct answer is option 'C'. Can you explain this answer?
The two parts of a sand casting mould are called
a)
Gate and sprue
b)
Upper and drag
c)
Cope and drag
d)
Cope and bottom
| | Nilesh Verma answered |
Understanding Sand Casting Moulds
Sand casting is a widely used manufacturing process for creating metal parts. The mould used in this process consists of two main parts.
Parts of a Sand Casting Mould
- Cope: This is the upper part of the mould. It is designed to hold the sand and shape of the part being cast. The cope also contains the pouring basin and the sprue through which molten metal is poured.
- Drag: This is the lower part of the mould. It supports the cope and helps in forming the overall shape of the cast part. The drag typically contains the pattern that defines the outer dimensions of the final product.
Why Option 'C' is Correct
- The correct terminology in sand casting is "cope and drag."
- "Cope" refers specifically to the upper section, while "drag" refers to the lower section. This terminology is crucial for understanding how the mould is constructed and how it functions during the casting process.
Significance of Cope and Drag
- The separation of the mould into these two parts allows for easy removal of the pattern after the sand has been compacted.
- It also facilitates the pouring of molten metal, as the cope can be lifted off to access the cavity created by the pattern in the drag.
By understanding the roles of the cope and drag, one gains insight into the fundamental aspects of sand casting, which is essential for effective manufacturing in mechanical engineering.
Sand casting is a widely used manufacturing process for creating metal parts. The mould used in this process consists of two main parts.
Parts of a Sand Casting Mould
- Cope: This is the upper part of the mould. It is designed to hold the sand and shape of the part being cast. The cope also contains the pouring basin and the sprue through which molten metal is poured.
- Drag: This is the lower part of the mould. It supports the cope and helps in forming the overall shape of the cast part. The drag typically contains the pattern that defines the outer dimensions of the final product.
Why Option 'C' is Correct
- The correct terminology in sand casting is "cope and drag."
- "Cope" refers specifically to the upper section, while "drag" refers to the lower section. This terminology is crucial for understanding how the mould is constructed and how it functions during the casting process.
Significance of Cope and Drag
- The separation of the mould into these two parts allows for easy removal of the pattern after the sand has been compacted.
- It also facilitates the pouring of molten metal, as the cope can be lifted off to access the cavity created by the pattern in the drag.
By understanding the roles of the cope and drag, one gains insight into the fundamental aspects of sand casting, which is essential for effective manufacturing in mechanical engineering.
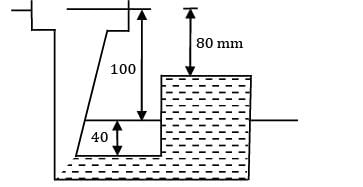
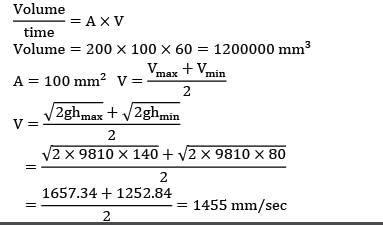
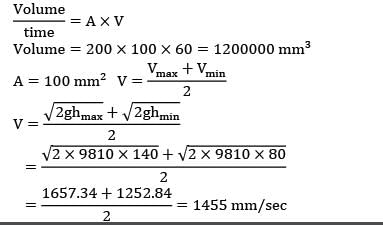
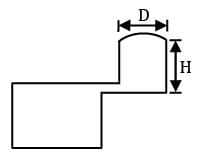
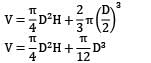
A casting of dimension 200 x 100 x 60mm is casted in such a way that 60 mm dimension is vertical and 2/3 rd of it is in drag. If the height of cope is 100 mm and cavity is fed by a bottom gate with a cross-sectional area 100mm2 , the time (seconds) taken to fill the cavity is _____________.- a)8
- b)9
Correct answer is between ' 8, 9'. Can you explain this answer?
A casting of dimension 200 x 100 x 60mm is casted in such a way that 60 mm dimension is vertical and 2/3 rd of it is in drag. If the height of cope is 100 mm and cavity is fed by a bottom gate with a cross-sectional area 100mm2 , the time (seconds) taken to fill the cavity is _____________.
a)
8
b)
9
| | Avinash Sharma answered |
What is the modulus of a optimum side riser in the shape of square parallelopiped with side a:- a)a/4
- b)a/5
- c)a/6
- d)a/3
Correct answer is option 'C'. Can you explain this answer?
What is the modulus of a optimum side riser in the shape of square parallelopiped with side a:
a)
a/4
b)
a/5
c)
a/6
d)
a/3
| | Lavanya Menon answered |
Optimum riser ⇒ heat transfer is minimum ⇒
S.A is minimum
Surface area = 2a2 + 4ah = S.A
V = a2 x h
⇒ 4V = 4a3
⇒ V = a3
⇒ a2h =a3 ⇒ a = h
Mechanical properties of the cast parts are superior in- a)shell-mould casting
- b)centrifugal casting
- c)investment casting
- d)permanent mould casting
Correct answer is option 'B'. Can you explain this answer?
Mechanical properties of the cast parts are superior in
a)
shell-mould casting
b)
centrifugal casting
c)
investment casting
d)
permanent mould casting
| | Manoj Pillai answered |
Centrifugal cast parts have sound mechanical properties because of elimination of impurities by centrifugal action In the process.
What is the purpose of inoculation- a)to improve the finish of the casting
- b)to alter the chemical composition of a cast metal
- c)to modify the structure and properties of a cast metal
- d)to clean the casting
Correct answer is option 'C'. Can you explain this answer?
What is the purpose of inoculation
a)
to improve the finish of the casting
b)
to alter the chemical composition of a cast metal
c)
to modify the structure and properties of a cast metal
d)
to clean the casting
 | Gate Funda answered |
- Inoculation is a process used primarily in cast iron production. It involves adding small amounts of specific elements, often alloys containing silicon and other elements, to the molten metal just before pouring.
- The primary purpose of inoculation is to influence the solidification process and microstructure of the cast iron. By introducing these elements, the inoculant provides nucleation sites for graphite precipitation. This can lead to several benefits:
- Finer and more uniform graphite distribution: This improves the mechanical properties of the cast iron, such as strength and ductility.
- Reduced formation of iron carbide: This can help prevent brittleness in the casting.
- Improved finish (A): While inoculation can indirectly contribute to a better surface finish by influencing the solidification process, it's not the primary goal.
The centrifugal casting method is used for casting articles of- a)symmetrical shape about vertical axis
- b)symmetrica! shape about horizontal axis
- c)irregular shape
- d)non-ferrous metal only
Correct answer is option 'B'. Can you explain this answer?
The centrifugal casting method is used for casting articles of
a)
symmetrical shape about vertical axis
b)
symmetrica! shape about horizontal axis
c)
irregular shape
d)
non-ferrous metal only
| | Jithin Choudhury answered |
Centrifugal Casting Method for Symmetrical Shape about Horizontal Axis
Centrifugal casting is a method used for casting articles of symmetrical shape about a horizontal axis. This method involves rotating a mold at high speeds while pouring molten metal into it. The centrifugal force generated by the rotation distributes the molten metal evenly, resulting in a uniform casting with a dense structure.
Advantages of Centrifugal Casting
- Uniform distribution of molten metal: The centrifugal force ensures that the molten metal is distributed evenly throughout the mold, leading to a uniform casting without any defects.
- High density and strength: The centrifugal casting method produces castings with a high density and strength due to the controlled solidification process.
- Enhanced mechanical properties: The rotational motion of the mold helps in aligning the metal grains, resulting in improved mechanical properties of the casting.
Applications of Centrifugal Casting
Centrifugal casting is commonly used for casting articles such as pipes, tubes, and cylindrical components that require a symmetrical shape about a horizontal axis. It is suitable for producing parts with high structural integrity and uniform wall thickness.
Conclusion
In conclusion, the centrifugal casting method is ideal for casting articles of symmetrical shape about a horizontal axis. It offers advantages such as uniform metal distribution, high density, and enhanced mechanical properties, making it a preferred choice for producing high-quality castings for various applications in the mechanical engineering industry.
Centrifugal casting is a method used for casting articles of symmetrical shape about a horizontal axis. This method involves rotating a mold at high speeds while pouring molten metal into it. The centrifugal force generated by the rotation distributes the molten metal evenly, resulting in a uniform casting with a dense structure.
Advantages of Centrifugal Casting
- Uniform distribution of molten metal: The centrifugal force ensures that the molten metal is distributed evenly throughout the mold, leading to a uniform casting without any defects.
- High density and strength: The centrifugal casting method produces castings with a high density and strength due to the controlled solidification process.
- Enhanced mechanical properties: The rotational motion of the mold helps in aligning the metal grains, resulting in improved mechanical properties of the casting.
Applications of Centrifugal Casting
Centrifugal casting is commonly used for casting articles such as pipes, tubes, and cylindrical components that require a symmetrical shape about a horizontal axis. It is suitable for producing parts with high structural integrity and uniform wall thickness.
Conclusion
In conclusion, the centrifugal casting method is ideal for casting articles of symmetrical shape about a horizontal axis. It offers advantages such as uniform metal distribution, high density, and enhanced mechanical properties, making it a preferred choice for producing high-quality castings for various applications in the mechanical engineering industry.
Sprue in casting refers to- a)Gate
- b)Runner
- c)Riser
- d)Vertical passage
Correct answer is option 'D'. Can you explain this answer?
Sprue in casting refers to
a)
Gate
b)
Runner
c)
Riser
d)
Vertical passage
| | Nisha Singh answered |
- Sprues and runners are some of the largest pieces of excess material that we remove from moulded parts. They are created deliberately during the moulding process as the method in which the molten material enters the mould cavity.
- A sprue is a large diameter channel through which the material enters the mould. A runner is a smaller diameter channel that directs the molten metal is directed towards the individual part (particularly common when casting multiple parts at once).
- The part where the metal reaches its destination and begins to flow into the mould cavity is called the ‘gate’.
- Metal castings, when solid, need to have this extra material removed, however manufacturers of small plastic models most notably use these as a packaging method.
Hence, the correct answer is Option D
To get more insights about metal casting in manufacturing, go through the link:
Which of the following are the requirements of an ideal gating system?1. The molten metal should enter the mould cavity with as high velocity as possible.2. It should facilitate complete filling of the mould cavity.3. It should be able to prevent the absorption of air or gases from the surroundings in the molten metal while flowing through it.Select the correct answer using the codes given below- a)1, 2 and 3
- b)1 and 2
- c)2 and 3
- d)1 and 3
Correct answer is option 'C'. Can you explain this answer?
Which of the following are the requirements of an ideal gating system?
1. The molten metal should enter the mould cavity with as high velocity as possible.
2. It should facilitate complete filling of the mould cavity.
3. It should be able to prevent the absorption of air or gases from the surroundings in the molten metal while flowing through it.
Select the correct answer using the codes given below
a)
1, 2 and 3
b)
1 and 2
c)
2 and 3
d)
1 and 3
| | Avinash Sharma answered |
Statement 1 is wrong because if the velocity is as high as possible the flow will become turbulent which results in sand erosion, respiration effects etc.
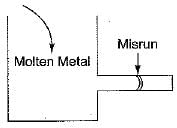
Misrun is a casting defect which occur due to- a)very high pouring temperature of the metal
- b)insufficient fluidity of molten metal
- c)absorption of gases by the liquid metal
- d)improper alignment of moulds flasks
Correct answer is option 'B'. Can you explain this answer?
Misrun is a casting defect which occur due to
a)
very high pouring temperature of the metal
b)
insufficient fluidity of molten metal
c)
absorption of gases by the liquid metal
d)
improper alignment of moulds flasks
| | Anjali Sengupta answered |
Misrun is a casting defect caused due to insufficient fluidity of molten metal.
The shape factor for a casting in the form of an annular cylinder of outside diameter 30 cm, inside diameter 20 cm and height 30 cm (correction factor, k = 1 ) will be:- a)21.77
- b)6.28
- c)9.42
- d)12.28
Correct answer is option 'A'. Can you explain this answer?
The shape factor for a casting in the form of an annular cylinder of outside diameter 30 cm, inside diameter 20 cm and height 30 cm (correction factor, k = 1 ) will be:
a)
21.77
b)
6.28
c)
9.42
d)
12.28
| | Avinash Sharma answered |
L = height = 30cm
( D0- D1 )/2 divided by 2 as it is diameter
A cylindrical side riser is used for a sand casting mold. The casting itself is a rectangular plate with dimensions 7.5 x 12.5 x 2 cm3 . The solidification time for this casting is 1.6 min. The cylinder for the riser has a diameter to height ratio equal to 1. If the riser and casting are in same mold, then for a riser solidification time of 2 min, its dimension is __________ cm- a)4.6
- b)4.8
Correct answer is between ' 4.6, 4.8'. Can you explain this answer?
A cylindrical side riser is used for a sand casting mold. The casting itself is a rectangular plate with dimensions 7.5 x 12.5 x 2 cm3 . The solidification time for this casting is 1.6 min. The cylinder for the riser has a diameter to height ratio equal to 1. If the riser and casting are in same mold, then for a riser solidification time of 2 min, its dimension is __________ cm
a)
4.6
b)
4.8
| | Neha Joshi answered |
Volume of plate = 7.5 x 12.5 x 2 = 187.5 cm3
Surface area of plate
= 2 x (7.5 x 12.5 + 7.5 x 2 + 12.5 x 2)
=267.5 cm2
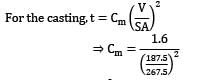
Cm = 3.26 min/cm2
Now, we design the riser so that its solidification time is 2 min, using the same value of mold constant as they both are in the same mold.
Now, triser = 2 min (Given)
D = 4.699 cm
Recess provided in the material for locating and positioning of cores is called as:- a)chill
- b)slinging
- c)core print
- d)core
Correct answer is option 'C'. Can you explain this answer?
Recess provided in the material for locating and positioning of cores is called as:
a)
chill
b)
slinging
c)
core print
d)
core
| | Ashutosh Sharma answered |
Understanding Core Prints in Foundry Processes
In the context of foundry practices, the term "core print" refers to specific features designed to support the placement and stability of cores within a mold. Here's a detailed explanation:
What is a Core Print?
- Core prints are protrusions or recesses integrated into the mold design.
- They facilitate the accurate positioning of sand cores during the mold assembly.
- The primary function is to ensure that the cores remain in place when molten metal is poured into the mold.
Importance of Core Prints
- Alignment: Core prints help align the core with the mold cavity, ensuring that the final casting has the desired internal shape.
- Stability: By providing a secure hold, core prints prevent movement of the cores under the weight of the molten metal.
- Ease of Removal: They also aid in the removal process after casting, allowing for smoother extraction of both the core and the finished part.
Comparison with Other Terms
- Chill: A chill is a device used to control the cooling rate of the metal, not related to core positioning.
- Slinging: This refers to the method of securing or handling molds or cores, which does not pertain to the core's placement.
- Core: While a core is a component used to create internal cavities in castings, it is not the mechanism for its positioning.
In conclusion, core prints are essential for the effective use of cores in metal casting, ensuring that the process yields high-quality and accurately shaped components.
In the context of foundry practices, the term "core print" refers to specific features designed to support the placement and stability of cores within a mold. Here's a detailed explanation:
What is a Core Print?
- Core prints are protrusions or recesses integrated into the mold design.
- They facilitate the accurate positioning of sand cores during the mold assembly.
- The primary function is to ensure that the cores remain in place when molten metal is poured into the mold.
Importance of Core Prints
- Alignment: Core prints help align the core with the mold cavity, ensuring that the final casting has the desired internal shape.
- Stability: By providing a secure hold, core prints prevent movement of the cores under the weight of the molten metal.
- Ease of Removal: They also aid in the removal process after casting, allowing for smoother extraction of both the core and the finished part.
Comparison with Other Terms
- Chill: A chill is a device used to control the cooling rate of the metal, not related to core positioning.
- Slinging: This refers to the method of securing or handling molds or cores, which does not pertain to the core's placement.
- Core: While a core is a component used to create internal cavities in castings, it is not the mechanism for its positioning.
In conclusion, core prints are essential for the effective use of cores in metal casting, ensuring that the process yields high-quality and accurately shaped components.
The rate of formation of thickness (in mm) of the metal skin frozen during solidification of pure zinc casting is found to be 2 times of square root of solidification time (in s). What will be the solidification time if thickness of the solid zinc casting is 16 mm?- a)4.48 sec
- b)5.24 sec
- c)3.2 sec
- d)7.24 sec
Correct answer is option 'B'. Can you explain this answer?
The rate of formation of thickness (in mm) of the metal skin frozen during solidification of pure zinc casting is found to be 2 times of square root of solidification time (in s). What will be the solidification time if thickness of the solid zinc casting is 16 mm?
a)
4.48 sec
b)
5.24 sec
c)
3.2 sec
d)
7.24 sec
| | Avinash Sharma answered |
Where T is thickness

At t = 0, T = 0 ⇒ C = 0

= 5.24 sec
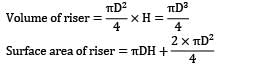
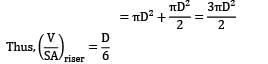
A steel slab casting of dimensions 30 cm x 30 cm x 6 cm with a side riser is to be casted horizontally into the mould. Using modulus method, the volume of the cylindrical riser is __________cm3- a)2850
- b)2900
Correct answer is between ' 2850, 2900'. Can you explain this answer?
A steel slab casting of dimensions 30 cm x 30 cm x 6 cm with a side riser is to be casted horizontally into the mould. Using modulus method, the volume of the cylindrical riser is __________cm3
a)
2850
b)
2900
| | Jhanvi Datta answered |
Calculation of Volume of the Cylindrical Riser:
- Given Data:
- Dimensions of the steel slab casting: 30 cm x 30 cm x 6 cm
- Side riser attached to the casting
- Modulus Method:
- In the modulus method, the volume of the riser is calculated based on the volume of the original casting.
- The volume of the riser is assumed to be cylindrical in shape.
- Calculation:
- Volume of the steel slab casting = Length x Breadth x Height
= 30 cm x 30 cm x 6 cm
= 5400 cm3
- As per the modulus method, the volume of the riser is generally assumed to be 1/6th of the total volume of the casting.
- Volume of the cylindrical riser = 1/6 x 5400 cm3
= 900 cm3
- Answer:
- The volume of the cylindrical riser is 900 cm3.
Therefore, the correct answer is not provided in the given options. The correct volume of the cylindrical riser is 900 cm3.
Which of the following sand ramming methods result into hardest layer at parting plane and around the pattern and less dense in top layers?- a)Jolting
- b)Squeezing
- c)Jolting and Squeezing
- d)Slinging
Correct answer is option 'A'. Can you explain this answer?
Which of the following sand ramming methods result into hardest layer at parting plane and around the pattern and less dense in top layers?
a)
Jolting
b)
Squeezing
c)
Jolting and Squeezing
d)
Slinging
| | Janhavi Choudhary answered |
Introduction:
The sand ramming method is used in foundry processes to pack sand around a pattern in order to create a mold cavity. There are various sand ramming methods, and each method produces different results in terms of hardness and density of the mold. The question asks which method results in the hardest layer at the parting plane and around the pattern, while being less dense in the top layers.
Jolting:
Jolting is a sand ramming method where the flask containing the pattern is subjected to a jolting action. This action helps in compacting the sand around the pattern. The jolting action causes the sand particles to rearrange and settle more tightly, resulting in a denser mold. However, this method does not provide uniform compaction throughout the entire mold.
Squeezing:
Squeezing is another sand ramming method where the flask containing the pattern is squeezed by applying pressure. This pressure helps in packing the sand around the pattern. Squeezing provides better uniform compaction compared to jolting and results in a denser mold. However, the hardness of the mold may not be as high as in the case of jolting.
Jolting and Squeezing:
Jolting and squeezing are both used in combination in some sand ramming methods. This combination helps in achieving better compaction and density of the mold. However, the hardness of the mold may still not be as high as in the case of jolting alone.
Slinging:
Slinging is not a sand ramming method. It involves the process of throwing or slinging sand particles onto the pattern to create a mold. This method does not provide proper compaction or density and is not suitable for creating molds with a hard layer at the parting plane and around the pattern.
Conclusion:
Based on the explanations above, it can be concluded that the sand ramming method that results in the hardest layer at the parting plane and around the pattern, while being less dense in the top layers, is jolting (option A). Jolting provides better compaction and hardness compared to squeezing, jolting and squeezing, and slinging.
The sand ramming method is used in foundry processes to pack sand around a pattern in order to create a mold cavity. There are various sand ramming methods, and each method produces different results in terms of hardness and density of the mold. The question asks which method results in the hardest layer at the parting plane and around the pattern, while being less dense in the top layers.
Jolting:
Jolting is a sand ramming method where the flask containing the pattern is subjected to a jolting action. This action helps in compacting the sand around the pattern. The jolting action causes the sand particles to rearrange and settle more tightly, resulting in a denser mold. However, this method does not provide uniform compaction throughout the entire mold.
Squeezing:
Squeezing is another sand ramming method where the flask containing the pattern is squeezed by applying pressure. This pressure helps in packing the sand around the pattern. Squeezing provides better uniform compaction compared to jolting and results in a denser mold. However, the hardness of the mold may not be as high as in the case of jolting.
Jolting and Squeezing:
Jolting and squeezing are both used in combination in some sand ramming methods. This combination helps in achieving better compaction and density of the mold. However, the hardness of the mold may still not be as high as in the case of jolting alone.
Slinging:
Slinging is not a sand ramming method. It involves the process of throwing or slinging sand particles onto the pattern to create a mold. This method does not provide proper compaction or density and is not suitable for creating molds with a hard layer at the parting plane and around the pattern.
Conclusion:
Based on the explanations above, it can be concluded that the sand ramming method that results in the hardest layer at the parting plane and around the pattern, while being less dense in the top layers, is jolting (option A). Jolting provides better compaction and hardness compared to squeezing, jolting and squeezing, and slinging.


The diameter at base of a down sprue, avoiding aspiration, as shown in figure, to deliver liquid cast iron ( pm=7800 kg/m3 ) at a rate of 10 kg/s against no head at the base of the sprue (Neglecting the friction and orifice effects) is __________.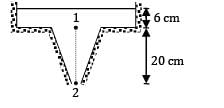
- a)2.67
- b)2.70
Correct answer is between ' 2.67, 2.70'. Can you explain this answer?
The diameter at base of a down sprue, avoiding aspiration, as shown in figure, to deliver liquid cast iron ( pm=7800 kg/m3 ) at a rate of 10 kg/s against no head at the base of the sprue (Neglecting the friction and orifice effects) is __________.
a)
2.67
b)
2.70
| | Pioneer Academy answered |
In order to avoid aspiration effect

Where A1 and A2 are cross-sectional areas at point 1 and 2.
H2 = 20 + 6 = 26 cm
h1 = 6 cm
Two castings of the same metal have the same surface area. One casting is in form of a sphere and the other is a cube. The ratio of the solidification time for the sphere to that of the cube is____________.- a)3/4
- b)6

- c)5/4

- d)3

Correct answer is option 'B'. Can you explain this answer?
Two castings of the same metal have the same surface area. One casting is in form of a sphere and the other is a cube. The ratio of the solidification time for the sphere to that of the cube is____________.
a)
3/4
b)
6
c)
5/4
d)
3
| | Neha Joshi answered |
Let τ = Solidification time

According to Chvorinov’s rule
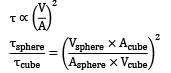
But since Acube = Asphere

The correct reasons for the occurrence of hot tear in casting among the following reasons will be:i. Hindered contraction occurring immediately after metal has solidifiedii. Poor collapsibility of mould and coreiii. Too high pouring temperature- a)i and ii only
- b)i and iii only
- c)ii and iii only
- d)i, ii and iii
Correct answer is option 'D'. Can you explain this answer?
The correct reasons for the occurrence of hot tear in casting among the following reasons will be:
i. Hindered contraction occurring immediately after metal has solidified
ii. Poor collapsibility of mould and core
iii. Too high pouring temperature
a)
i and ii only
b)
i and iii only
c)
ii and iii only
d)
i, ii and iii
 | Simran Saha answered |
The correct reasons for the occurrence of hot tear in casting are:
i. Hindered contraction occurring immediately after the metal has solidified:
- When the metal solidifies, it undergoes thermal contraction. However, if there are restrictions in the mold or core, the contraction is hindered, leading to the development of internal stresses in the casting.
- These internal stresses can cause the casting to crack or tear during the cooling and solidification process.
- Hot tear defects are more likely to occur in areas where the metal is thickest, as the contraction is more pronounced in these regions.
ii. Poor collapsibility of the mold and core:
- Collapsibility refers to the ability of the mold and core to collapse or shrink away from the casting as it cools and solidifies.
- If the mold or core has poor collapsibility, it will not shrink away from the casting properly, leading to the development of internal stresses and potential hot tear defects.
- Poor collapsibility can be caused by factors such as improper design of the mold or core, inadequate venting, or insufficient mold or core material.
iii. Too high pouring temperature:
- Pouring temperature refers to the temperature at which the molten metal is poured into the mold.
- If the pouring temperature is too high, it can result in excessive thermal gradients and differential cooling within the casting, leading to the development of internal stresses and hot tear defects.
- High pouring temperatures can also cause the metal to solidify too quickly, reducing its ability to deform and accommodate the thermal contraction, further increasing the likelihood of hot tear formation.
In summary, the occurrence of hot tear defects in casting can be attributed to hindered contraction occurring immediately after metal solidification, poor collapsibility of the mold and core, and too high pouring temperature. These factors contribute to the development of internal stresses in the casting, which can lead to cracking or tearing during the cooling and solidification process.
i. Hindered contraction occurring immediately after the metal has solidified:
- When the metal solidifies, it undergoes thermal contraction. However, if there are restrictions in the mold or core, the contraction is hindered, leading to the development of internal stresses in the casting.
- These internal stresses can cause the casting to crack or tear during the cooling and solidification process.
- Hot tear defects are more likely to occur in areas where the metal is thickest, as the contraction is more pronounced in these regions.
ii. Poor collapsibility of the mold and core:
- Collapsibility refers to the ability of the mold and core to collapse or shrink away from the casting as it cools and solidifies.
- If the mold or core has poor collapsibility, it will not shrink away from the casting properly, leading to the development of internal stresses and potential hot tear defects.
- Poor collapsibility can be caused by factors such as improper design of the mold or core, inadequate venting, or insufficient mold or core material.
iii. Too high pouring temperature:
- Pouring temperature refers to the temperature at which the molten metal is poured into the mold.
- If the pouring temperature is too high, it can result in excessive thermal gradients and differential cooling within the casting, leading to the development of internal stresses and hot tear defects.
- High pouring temperatures can also cause the metal to solidify too quickly, reducing its ability to deform and accommodate the thermal contraction, further increasing the likelihood of hot tear formation.
In summary, the occurrence of hot tear defects in casting can be attributed to hindered contraction occurring immediately after metal solidification, poor collapsibility of the mold and core, and too high pouring temperature. These factors contribute to the development of internal stresses in the casting, which can lead to cracking or tearing during the cooling and solidification process.
In solidification of metal during casting, compensation for solid contraction is- a)provided by the oversize pattern
- b)achieved by property placed risers
- c)obtained by promoting directional solidification
- d)made by providing chills
Correct answer is option 'A'. Can you explain this answer?
In solidification of metal during casting, compensation for solid contraction is
a)
provided by the oversize pattern
b)
achieved by property placed risers
c)
obtained by promoting directional solidification
d)
made by providing chills
| | Sagarika Mukherjee answered |
Liquid shrinkage and shrinkage during phase change is provided by riser and solid shrinkage can be compensated by providing allowances over the pattern.
Chapter doubts & questions for Metal Casting - Mechanical Engineering Optional Notes for UPSC 2026 is part of UPSC CSE exam preparation. The chapters have been prepared according to the UPSC CSE exam syllabus. The Chapter doubts & questions, notes, tests & MCQs are made for UPSC CSE 2026 Exam. Find important definitions, questions, notes, meanings, examples, exercises, MCQs and online tests here.
Chapter doubts & questions of Metal Casting - Mechanical Engineering Optional Notes for UPSC in English & Hindi are available as part of UPSC CSE exam. Download more important topics, notes, lectures and mock test series for UPSC CSE Exam by signing up for free.
Mechanical Engineering Optional Notes for UPSC298 videos|461 docs|250 tests |