Test: Extrusion, Drawing & Powder Metallurgy - 2 - Mechanical Engineering MCQ
30 Questions MCQ Test - Test: Extrusion, Drawing & Powder Metallurgy - 2

Which of the following components can be manufactured by powder metallurgy methods?
1. Carbide tool tips
2. Bearings
3. Filters
4. Brake linings
Select the correct answer using the codes given below:
1. Carbide tool tips
2. Bearings
3. Filters
4. Brake linings
Which of the following cutting tool bits are made by powder metallurgy process?

In a wire drawing operation, diameter of a steel wire is reduced from 10 mm to 8 mm. The mean flow stress of the material is 400 MPa. The ideal force requied for drawing (ignoring friction and redundant work) is:
Assertion (A): Indirect extrusion operation can be performed either by moving ram or by moving the container.
Reason (R): Advantage in indirect extrusion is less quantity of scrap compared to direct extrusion.
Which one of the following is the correct temperature range for hot extrusion of aluminium?
Assertion (A): Spherical washers are used to locate the job in the fixtures.
Reason (R): 3-2-1 principle should be adopted to locate the job.
Assertion (A): Mechanical disintegration of a molten metal stream into fine particles by means of a jet of compressed air is known as atomization.
Reason (R): In atomization process inert-gas or water cannot be used as a substitute for compressed air.
The following operations are performed while preparing the billets for extrusion process:
1. Alkaline cleaning
2. Phosphate coating
3. Pickling
4. Lubricating with reactive soap.
The correct sequence of these operations is
What is the major problem in hot extrusion?
Which of the following are produced by powder metallurgy process?
1. Cemented carbide dies
2. Porous b earings
3. Small m agnets
4. Parts with intricate shapes
Select the correct answer using the codes given below:
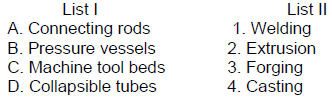
Match List I with List II and select the correct answer using the codes given below the Lists:

The following are the constituent steps in the process of powder metallurgy:
1. Powder conditioning
2. Sintering
3. Production of metallic powder
4. Pressing or compacting into the desired shape
Indentify the correct order in which they have to be performed and select the correct answer using the codes given below:
Which of the following statements are the salient features of hydrostatic extrusion?
1. It is suitable for soft and ductile material.
2. It is suitable for high-strength super-alloys.
3. The billet is inserted into the extrusion chamber and pressure is applied by a ram to extrude the billet through the die.
4. The billet is inserted into the extrusion chamber where it is surrounded by a suitable liquid. The billet is extruded through the die by applying pressure to the liquid.
Select the correct answer using the codes given below:
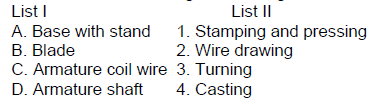
Match List I (Components of a table fan) with List II (Manufacturing processes) and select the correct answer using the codes given below the Lists:

The correct sequence of the given processes in manufacturing by powder metallurgy is
Assertion (A): Close dimensional tolerances are NOT possible with isostatic pressing of metal powder in powder metallurgy technique.
Reason (R): In the process of isostatic pressing, the pressure is equal in all directions which permits uniform density of the metal powder.
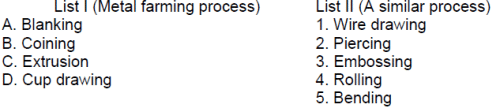
Match List I (Products) with List II (Suitable processes) and select the correct answer using
the codes given below the Lists:

Which one of the following processes is performed in powder metallurgy to promote selflubricating properties in sintered parts?
The process of hot extrusion is used to produce
Assertion (A): In atomization process of manufacture of metal powder, the molten metal is forced through a small orifice and broken up by a stream of compressed air.
Reason (R): The metallic powder obtained by atomization process is quite resistant to oxidation
Consider the following basic steps involved in the production of porous bearings:
1. Sintering
2. Mixing
3. Repressing
4. Impregnation
5. Cold-die-compaction Which one of the following is the correct sequence of the above steps?
Throwaway tungsten carbide tip tools are manufactured by
The force required for piercing a round hole when the die and punch are not provided withany shear is given by
Where L = length of die land, D = diameter of hole, T = thickness, S = sham strength
Which of the following cutting tool bits are made by powder metallurgy process?
What are the advantages of powder metallurgy?
1. Extreme purity product
2. Low labour cost
3. Low equipment cost.
Select the correct answer using the code given below:
Which one of the following lubricants is most suitable for drawing mild steel wires?
Consider the following statements:
In forward extrusion process
1. the ram and the extruded product travel in the same direction.
2. the ram and the extruded product travel in the opposite direction.
3. the speed of travel of the extruded product is same as that of the ram.
4. the speed of travel of the extruded product is greater than that of the ram.
Which of these Statements are correct?
Which of the following are the limitations of powder metallurgy?
1. High tooling and equipment costs.
2. Wastage of material.
3. It cannot be automated.
4. Expensive metallic powders.
Select the correct answer using the codes given below:
For rigid perfectly-plastic work material, negligible interface friction and no redundant For rigid perfectly-plastic work material, negligible interface friction and no re work, the theoretically maximum possible reduction in the wire drawing operation is




Important Questions for Extrusion, Drawing & Powder Metallurgy - 2
Extrusion, Drawing & Powder Metallurgy - 2 MCQs with Answers
Online Tests for Extrusion, Drawing & Powder Metallurgy - 2
|
© EduRev
|
Education Revolution
|



|








