Utilization of Electrical Energy- 1 - Free MCQ Practice Test with solutions,
MCQ Practice Test & Solutions: Test: Utilization of Electrical Energy- 1 (20 Questions)
You can prepare effectively for Electrical Engineering (EE) Electrical Engineering SSC JE (Technical) with this dedicated MCQ Practice Test (available with solutions) on the important topic of "Test: Utilization of Electrical Energy- 1". These 20 questions have been designed by the experts with the latest curriculum of Electrical Engineering (EE) 2026, to help you master the concept.
Test Highlights:
- - Format: Multiple Choice Questions (MCQ)
- - Duration: 12 minutes
- - Number of Questions: 20
Sign up on EduRev for free to attempt this test and track your preparation progress.

Which of the followings falls under the category of the plastic or non-fusion welding?
Detailed Solution: Question 1
The proper selection of welding depends upon, in addition to cost involved:
Detailed Solution: Question 2

Detailed Solution: Question 3
Detailed Solution: Question 4
A rectifier used for welding has voltage current characteristic as:
Detailed Solution: Question 5
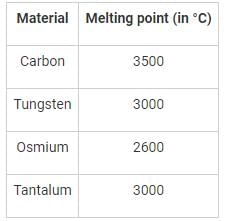
Which of the following filament material has the lowest melting point?
Detailed Solution: Question 6
In electric discharge lamps, for stabilization of arc:
Detailed Solution: Question 7
When a sodium vapor lamp is switched on, initially the color is:
Detailed Solution: Question 8
The type of drive used for a paper mill requiring a constant speed operation and the flexibility of control is:
Detailed Solution: Question 9
The least significant electrical characteristic in the selection of the electric motor for a flour mill is:
Detailed Solution: Question 10
Trapezoidal speed-time curve pertains to:
Detailed Solution: Question 11
For a given value of an average speed, decrease in duration of stops causes:
Detailed Solution: Question 12


The most modern method for the food processing is:
Detailed Solution: Question 13
Detailed Solution: Question 14
The power factor will be maximum in case of:
Detailed Solution: Question 15
The dielectric loss in a dielectric is proportional to:
Detailed Solution: Question 16
The supply frequency usually employed for high frequency eddy current heating is:
Detailed Solution: Question 17
Detailed Solution: Question 18
The process of providing an oxide film is known as:
Detailed Solution: Question 19
The filtration of electrolyte is necessary:
Detailed Solution: Question 20
23 videos|95 docs|42 tests |