











Mechanical Engineering Exam > Mechanical Engineering Questions > During a steady gas metal arc welding with di...
Start Learning for Free

During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.
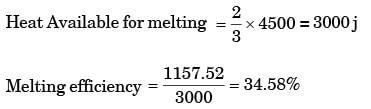
Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is
Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is
[PI 2010]
- a)39.58
- b)45.25
- c)49.38
- d)54.98
Correct answer is option 'A'. Can you explain this answer?
| FREE This question is part of | Download PDF Attempt this Test |
Verified Answer
During a steady gas metal arc welding with direct current electrode po...
I = 150 A, V = 30 V
Speed V = 6m/min.
dw = 1.2 mm Fr = 12 m/min
ρelectrode = 7000 kg/m3
C = 500 kJ/kg
Tm = 1530°C TA = 30°C
Heat Required for welding
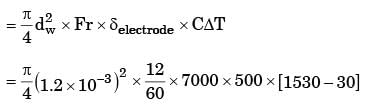
= 1187.52 Joules
Power developed = P = VI = 30 × 150 = 4500 J
Speed V = 6m/min.
dw = 1.2 mm Fr = 12 m/min
ρelectrode = 7000 kg/m3
C = 500 kJ/kg
Tm = 1530°C TA = 30°C
Heat Required for welding
= 1187.52 Joules
Power developed = P = VI = 30 × 150 = 4500 J
Most Upvoted Answer
During a steady gas metal arc welding with direct current electrode po...
°C respectively.
To calculate the heat input during the welding process, we can use the formula:
Heat input (HI) = (Welding current × Arc voltage × 60) / Welding speed
Substituting the given values:
HI = (150 A × 30 V × 60) / 6 m/min
HI = 45000 J/min
Now we need to calculate the mass flow rate of the wire electrode:
Mass flow rate = Density × Cross-sectional area × Feeding speed
The cross-sectional area of the wire electrode can be calculated using the formula:
Cross-sectional area = π × (diameter/2)^2
Substituting the given values:
Cross-sectional area = π × (1.2 mm/2)^2
Cross-sectional area = π × (0.6 mm)^2
Cross-sectional area = π × 0.36 mm^2
Cross-sectional area ≈ 1.13 mm^2
Converting the cross-sectional area to m^2:
Cross-sectional area = 1.13 mm^2 = 1.13 × 10^(-6) m^2
Now calculating the mass flow rate:
Mass flow rate = 7000 kg/m^3 × 1.13 × 10^(-6) m^2 × 12 m/min
Mass flow rate ≈ 0.095 kg/min
Finally, we can calculate the heat transfer rate using the formula:
Heat transfer rate = Mass flow rate × Specific heat × (Melting temperature - Ambient temperature)
Assuming an ambient temperature of 25°C:
Heat transfer rate = 0.095 kg/min × 500 J/kg × (1530°C - 25°C)
Heat transfer rate ≈ 69,425 J/min
Therefore, the heat input during the welding process is approximately 45,000 J/min and the heat transfer rate is approximately 69,425 J/min.
To calculate the heat input during the welding process, we can use the formula:
Heat input (HI) = (Welding current × Arc voltage × 60) / Welding speed
Substituting the given values:
HI = (150 A × 30 V × 60) / 6 m/min
HI = 45000 J/min
Now we need to calculate the mass flow rate of the wire electrode:
Mass flow rate = Density × Cross-sectional area × Feeding speed
The cross-sectional area of the wire electrode can be calculated using the formula:
Cross-sectional area = π × (diameter/2)^2
Substituting the given values:
Cross-sectional area = π × (1.2 mm/2)^2
Cross-sectional area = π × (0.6 mm)^2
Cross-sectional area = π × 0.36 mm^2
Cross-sectional area ≈ 1.13 mm^2
Converting the cross-sectional area to m^2:
Cross-sectional area = 1.13 mm^2 = 1.13 × 10^(-6) m^2
Now calculating the mass flow rate:
Mass flow rate = 7000 kg/m^3 × 1.13 × 10^(-6) m^2 × 12 m/min
Mass flow rate ≈ 0.095 kg/min
Finally, we can calculate the heat transfer rate using the formula:
Heat transfer rate = Mass flow rate × Specific heat × (Melting temperature - Ambient temperature)
Assuming an ambient temperature of 25°C:
Heat transfer rate = 0.095 kg/min × 500 J/kg × (1530°C - 25°C)
Heat transfer rate ≈ 69,425 J/min
Therefore, the heat input during the welding process is approximately 45,000 J/min and the heat transfer rate is approximately 69,425 J/min.
Attention Mechanical Engineering Students!
To make sure you are not studying endlessly, EduRev has designed Mechanical Engineering study material, with Structured Courses, Videos, & Test Series. Plus get personalized analysis, doubt solving and improvement plans to achieve a great score in Mechanical Engineering.


|
Explore Courses for Mechanical Engineering exam
|
|
Similar Mechanical Engineering Doubts


Top Courses for Mechanical EngineeringView all





During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer?
Question Description
During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? for Mechanical Engineering 2024 is part of Mechanical Engineering preparation. The Question and answers have been prepared according to the Mechanical Engineering exam syllabus. Information about During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? covers all topics & solutions for Mechanical Engineering 2024 Exam. Find important definitions, questions, meanings, examples, exercises and tests below for During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer?.
During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? for Mechanical Engineering 2024 is part of Mechanical Engineering preparation. The Question and answers have been prepared according to the Mechanical Engineering exam syllabus. Information about During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? covers all topics & solutions for Mechanical Engineering 2024 Exam. Find important definitions, questions, meanings, examples, exercises and tests below for During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer?.
Solutions for During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? in English & in Hindi are available as part of our courses for Mechanical Engineering.
Download more important topics, notes, lectures and mock test series for Mechanical Engineering Exam by signing up for free.
Here you can find the meaning of During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? defined & explained in the simplest way possible. Besides giving the explanation of
During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer?, a detailed solution for During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? has been provided alongside types of During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? theory, EduRev gives you an
ample number of questions to practice During a steady gas metal arc welding with direct current electrode positive polarity, the welding current, voltage and weld speed are 150 A, 30 V and 6 m/min respectively. A metallic wire electrode of diameter 1.2 mm is being fed at a constant rate of 12 m/min. The density, specific heat and melting temp of the wire electrode are 7000 kg/m3, 500 J/kg and 1530°C respectively.Assume the ambient temp to be 30°C and neglect the latent heat of melting. Further consider that 2/3rd of the total electrical power is available for melting of the wire electrode. The melting efficiency (in percentage) of the wire electrode is[PI 2010]a)39.58b)45.25c)49.38d)54.98Correct answer is option 'A'. Can you explain this answer? tests, examples and also practice Mechanical Engineering tests.
|
|
Explore Courses for Mechanical Engineering exam
|
|
Suggested Free Tests
Signup for Free!
Signup to see your scores go up within 7 days! Learn & Practice with 1000+ FREE Notes, Videos & Tests.




|
© EduRev
|
Education Revolution
|



Follow Us
|








Signup to see your scores
go up within 7 days!
Access 1000+ FREE Docs, Videos and Tests
Takes less than 10 seconds to signup