Catalytic Reforming (Part- 2) | Chemical Technology - Chemical Engineering PDF Download

Process Variables
Following variables affect the reformate yield and quality of the product . Favorable conditions for different reforming reactions is mention in Table M-VI 1.3.
- Reaction temperature
- Space velocity
- Reaction pressure
- H2/HC ratio
- Feedstock Characteristics
Table M-VI 6.3: Favorable Conditions for Different Reforming Reactions
Reaction | Pressure | Temperature |
Dehydrogenation of naphthenes to aromatics | Low pressure | High temperature |
Isomerisation of naphthenes | Indeterminate | Indeterminate |
Dehydrocylistion of paraffins to aromatics | Low pressure | High temperature |
Hydrocracking | High pressure | High temperature |
Feed Quality
- Naphthenes dehydrogenate very fast and give rise to aromatics. Therefore, N + 2A is taken as index of reforming. Higher the N + 2A, better is quality to produce high aromatics. N = Naphthenes % A = Aromatics %
- Lighter fraction have a poor naphthene and aromatic content are, therefore, poor feed for reforming. Low IBP feed results in lower aromatics and H2 yield.
- Heavy fractions have high naphthene and aromatic hydrocarbon content. Therefore, good reforming feed but tendency of coke formation is high.
Reaction Temperature
Temperature is the most important operating parameter
- By simply raising or lowering reactor inlet temperature, operators can raise or lower the octane number of the product.
- Since all the reactor inlet temperatures are not necessarily identical, it is commonly accepted to consider the Weighted Average Inlet Temperature (WAIT)
Space Velocity
- Liquid hourly space velocity (LHSV)
- Weight hourly space velocity (WHSV)
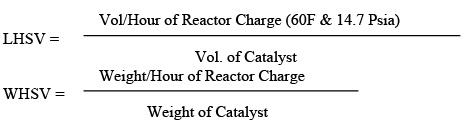
Reforming LHSV range = 1.0 to 3.0 l/hr
Below 1.0 LHSV, undesired side reactions namely hydrocracking occurs which reduce reformate yield .i.e., for every rise in LHSV of 0.1 between 1 to 2, about the 2oC rise in temperature is required. The lower the space velocity (i.e., higher contact time), the higher the severity assuming all other conditions unchanged. Lowering the space velocity has the same effects as increasing temperature, i.e. Increase the octane, decrease the product yield, decrease H2 purity, Increase coke deposit
Reaction Pressure
Reforming reaction pressure ranges (5 – 35 kg/sq. cm.). Decreasing pressure increases dehydrogenation of naphthenes and dehydrocyclisation of paraffins which favours an increase in production of aromatics and hydrogen (increase catalyst coking and shorter cycle life). Higher pressure causes higher rates of hydrocracking reducing reformate yield but decreases coking of catalyst resulting in longer cycle life. HYDROGEN TO
Hydrocarbon Ratio
Hydrogen : Hydrocarbon Ratio = 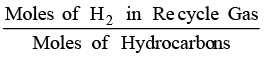
Main purpose of hydrogen recycle is to increase hydrogen partial pressure in the reaction.H2 reacts with coke precursors removing them from the catalyst reforming polycyclic aromatics. Higher the H2/HC ratio, higher the cyclic length. Two main reasons for reducing H2:HC ratio
- Reduction in energy costs for compressing and circulating H2.
- Favours naphthene dehydrogenations and dehydrocyclisation reaction
Lowering of H2/HC Ratio, From 8 to 4 carbon increase in 1.75 times and from 4 to 2 carbon increase 3.6 times
Catalyst in Catalytic Reforming
Monometallic: (Pt),
Bimetallic: (Pt, Rhenium)
Acid Activity: Halogens/silica incorporated in alumina base.
Metallic Function: It promote dehydrogenation and hydrogenation. It also contribute to dehydrocyclisation and isomerisation.
Acid Function: It promotes isomerisation, the initial step in hydrocracking, participate in paraffin dehydrocyclisation.
Stages in historical development of reforming catalyst in Indian scene
- Development of lows Pt monometallic catalyst IRC-1002 by IPCL for BT Production.
- Commercialization of IRC-1001 catalyst in the first reactor of IPCL’s three reactor system for Xylenes Production-1987.
- Scale up and manufacture of bimetallic catalyst IPR-2001 at IPCL’s catalyst division
- Commercialization of bimetallic catalyst at MRL for gasoline production 1990
- Commercialization of bimetallic catalyst IRC-1002 by IPCL for BT Production
- Commercialization of monometallic catalyst at IRC-1002 in BPCL Reformer for BT production -1990
- Development of improved versions of reforming catalysts:
- High Rhenium Catalyst – Recipe ready for scale up.
- Multimetallic Catalyst – Recipe ready for commercial trial.
- Spheroidal Catalyst - CCR operations recipe in advanced stage
- Catalyst used now a days is platinum on alumina base.
- For lower pressure stability is increased by combining rhenium with platinum.
- Pt serve as a catalytic site for hydrogenation and dehydrogenation reactions
- Chlorinated alumina provides acid site for isomerization, cyclization & hydrocracking reactions.
- Catalyst activity reduced by coke deposition and chlorine loss
- As catalyst age’s activity of the catalyst decreases so temperature is increased as to maintain the desired severity.
Advantages Of Bimetallic And Multimetallic Catalyst Over Monometallic Catalyst
Enhanced Resistance to Coking
- Lower Fouling · Higher coke tolerance
- Longer cycle length for S-R units
- Low pressure and low H2/HC ratio
Operation
- High Octane · High aromatics
- High yields of desirable products
Better yield stability
Lower temperature requirement
Better tolerance to high temperature
Better regenerability
High ultimate life
Catalyst Poisons
Temporary Poisons: Temporary poisons are those impurities which can be removed during various pretreatment process like sulphur, nitrogen
Permanent Poisons: Permanent Poisons are those impurities present in the feed which is irreversible damage to the catalyst Source and maximum level of catalyst poisons are given in Table M-VI 1.4.
Table M-VI 1.4: Source and Maximum Level of Catalyst Poisons
POISONS | MAX. LEVEL WT% | SOURCE |
Arsenic | 1 PPB | SR or Cracked Naphtha |
Lead | 5 PPB | Recycle |
Copper | 5 PPB | Corrosion |
Mercury | 5 PPB | Naphtha condensate |
Iron | 5 PPB | Corrosion |
Silicon | 5 PPB | Foaming additives |
Nickel | 5 PPB | Corrosion |
Chromium | 5 PPB | Corrosion |
|
69 videos|121 docs
|
FAQs on Catalytic Reforming (Part- 2) - Chemical Technology - Chemical Engineering
| 1. What is catalytic reforming? |  |
| 2. How does catalytic reforming work? | |
| 3. What is the role of a catalyst in catalytic reforming? | |
| 4. What are the main products of catalytic reforming? | |
| 5. What are the key factors that influence the performance of catalytic reforming? | |



practice quizzes
,Catalytic Reforming (Part- 2) | Chemical Technology - Chemical Engineering
,past year papers
,Important questions
,shortcuts and tricks
,Previous Year Questions with Solutions
,video lectures
,ppt
,study material
,Objective type Questions
,Exam
,Summary
,Extra Questions
,Catalytic Reforming (Part- 2) | Chemical Technology - Chemical Engineering
,Viva Questions
,mock tests for examination
,MCQs
,Catalytic Reforming (Part- 2) | Chemical Technology - Chemical Engineering
,Semester Notes
,Sample Paper
,Free
;






Catalytic Reforming (Part- 2) Free PDF Download
Importance of Catalytic Reforming (Part- 2)
Catalytic Reforming (Part- 2) Notes
Catalytic Reforming (Part- 2) Chemical Engineering Questions
Study Catalytic Reforming (Part- 2) on the App
|
© EduRev
|
Education Revolution
|



|






