Riveted Joints | Mechanical Engineering SSC JE (Technical) PDF Download

RIVETED JOINTS
- A rivet is a short cylindrical bar with or head integral to it. The cylindrical portion of the rivet is called shank or body and lower portion of shank is known as tail. The rivets are used for permanent fastening. The riveted joints are widely used for joining light metals.
- The function of rivets in a joint is to make a connection that has strength and tightness. The strength is necessary to prevent failure of the joint. The tightness is necessary in order to contribute to strength and to prevent leakage as in a boiler or in a ship hull.
- When tow plates are to be fastened together by a rivet, the holes in the plates are punched and reamed or drilled.
- Punching is the cheapest method and is used for relatively thin plates and in structural work. Since punching injures the material around the hole, therefore drilling is used in most Pressure vessel work.
diameter of rivet hole (dh) = diameter of rivet (dr) + 1.5 mm
- The plates are drilled together and then separated to remove any burs or chips.
- When a cold rivet is used, the process is known as cold riveting and when a hot rivet is used the process is known as hot riveting.
- The cold riveting process is used for structural joint while hot riveting is used to make leak proof joints.
- In case of long rivets, only tail is heated and not the whole shank.
- Materials of rivets
- The material of the rivets must be tough and ductile. They are usually made of steel, brass, aluminium, but when strength and fluid tight joint is the main consideration then the steel rivets are used.
- Rivet Heads
- The snap heads are usually employed for structural work and machine riveting. The counter sunk heads are mainly used for ship building where flush surfaces are necessary. The conical heads are mainly used in case of hand hammering. The pan heads have maximum strength, but these are difficult to shape.
- Types of Joints
- Lap Joint. A lap joint is that in which one plate overlaps the other and the two plates are then riveted together.
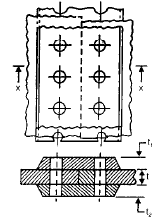
- Butt Joint. A butt joint is that in which the main plates are kept in alignment butting (i.e. touching) each other and a cover plate is placed either on nose side or on both sides of the main plates.
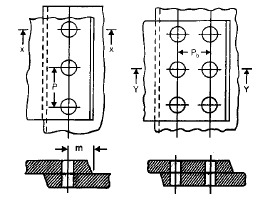
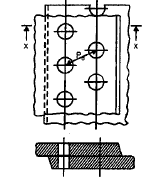
- A single riveted joint is that in which there is a single row of rivets in a lap joint and there is a single row of rivets on each side in a butt joint.
- A double riveted joint is that in which there are two rows of rivets in a lap joint and there are two rows of rivets on each side in a butt joint.
- When the rivets in the various rows are opposite to each other then the joint is said to be chain riveted.
- If the rivets in the adjacent rows are staggered in such a way that every rivet is in the middle of the two rivets of the opposite row then the joint is said to be zig-zag riveted.
- Since the plates overlaps in lap joints, therefore the forces P, acting on the plates are not in the same straight line but they are a distance equal to the thickness of the plate. These forces will form a couple which may bend the joint. Hence the lap joints may be used only where small loads are to be transmitted. But in the butt joints there will be no couples; hence, butt joints are used where heavy loads are to be transmitted.
- Important terms used in riveted Joint
- Pitch. It is the distance from the centre of one rivet to the centre of the next rivet . It is usually denoted by (p)
- Back Pitch. It is perpendicular distance between the centre lines of the successive rows it is usually denoted by (Pb).
- Diagonal Pitch. It is the distance between the centres of rivets in adjacent rows of zig-zag riveted joint. It is usually denoted by (Pd).
- Margin and marginal pitch. It is the distance between the centre of rivet hole to the nearest edge of the plate. It is usually denoted by (m).
- Caulking and Fullering
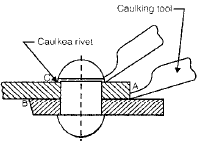
- In order to make the joints leak proof or fluid tight in pressure vessels like steam boilers, air receivers and tanks etc. a process known as caulking is employed. In this process a narrow blunt tool called caulking tool, about 5 mm thick and 38 mm in breadth is used. The edge of the tool is ground to an angle of 80°. The tools burrs down the plate in forming a metal to metal Joint.
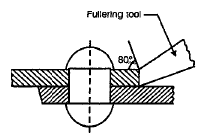
- A more satisfactory way of making the joints staunch is known as fullering which has largely super sided caulking. In this case a fullering tool with a thickness at the end equal to that of the plate is used in such a way that the greatest pressure due to the blows occur near the joint, giving a clean finish with less risk of damaging the plate.
- Failures of a Riveted Joint
- Tearing of the plate at an edge
This can be avoided by keeping the margin (m = 1.5d) where d is the diameter of rivet hole.
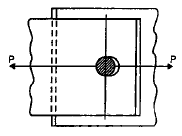
- Tearing of the plate across a row of rivets
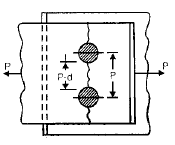
Due to tensile stresses in the main plates, the main plate or cover plates may tearoff across a row of rivets. In such cases we consider only a pitch length of the plate.
The resistance offered by the plate against tearing is known as tearing resistance or tearing strength or tearing value of the plate.
Let, p = pitch of the rivets
d = diameter of rivet hole
t = thickness of the plate
ft = permissible tensile stress for the plate material
So tearing area per pitch length (At) = (p – d)t, pt = ft × (p-d)t
- Shearing of the rivets
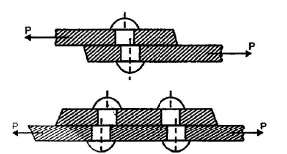
The plates which are connected by the rivets exert tensile stress on the rivets, and if the rivets are unable to resist the stress, they can shear off.
- Rivets are in single shear in a lap joint and a single cover plate butt joint. But the rivets are in double shear in a double cover plate butt joint.
Let,
fs = safe permissible shear stress for the rivet material.
n = Number of rivets per pitch length.
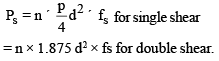
As = shearing area  (in single shear)
(in single shear)
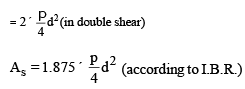
Shearing resistance or pull required to shear of the rivet per pitch length
- Crushing of rivets
- Some times, the rivets do not actually shear off under the tensile stress, but are crushed. Due to this, the rivet hole becomes of an oval shape and hence the joint becomes loose. The failure of rivets in such a manner is also known as bearing failure.
The resistance offered by a rivet to be crushed is known as crushing-resistance or crushing strength of bearing value of the rivet.
Let,
t = thickness of plate
fc = safe permissible crushing stress for the rivet material.
n = no. of rivets per pitch length under crushing.
- Crushing area per rivet Ac = d.t.
- Total crushing area = n.d.t.
- Pull required to crush the rivet per pitch length = = Pc = n.d.fc
- Efficiency of a Riveted Joint
- The efficiency of a riveted joint is defined as the ratio of strength of riveted joint to the strength of the un-riveted or solid plate.
- Strength of the riveted joint = Least of Pt, Ps and Pc
- Strength of the un-riveted or solid plate per pitch length P = p × t × ft.
- Efficiency of the riveted Joint
- The efficiency of a riveted joint is defined as the ratio of strength of riveted joint to the strength of the un-riveted or solid plate.
- Design of Boiler Joints
- The longitudinal joint is used to join the ends of the plate to get the required diameter of a boiler, For this a butt joint with two cover plate is used.
- The circumferential joint is used to get the required length of the boiler. For this a lap joint with one ring overlapping the other alternately is used.
- Since a boiler is made up of number of rings, therefore the longitudinal joints are staggered for convenience of connecting rings at places where both longitudinal and circumferential joints occur.
- Following assumptions are made while designs a joint for boiler :
- The load on Joints is equally shared by all the rivets.
- The tensile stress is equally distributed over the section of metal between the rivets.
- The shearing stress in all rivets is uniform.
- The crushing stress is uniform.
- There is no bending stress in the rivets.
- The holes into which the rivets are driven do not weaken the member.
- The friction between the surfaces of the plate is neglected.
- Thickness of boilder shell,
 mm as scorrosion allowance. where, h, = Efficiency of the longitudinal joint.
mm as scorrosion allowance. where, h, = Efficiency of the longitudinal joint. - Diameter of rivets-using unwin’s empirical formula

- If the thickness of plate is less than 8 mm, then the diameter of the rivet hole may be calculated by equating the shearing resistance of the rivets to crushing resistance.
The diameter of rivet hole should not be less than the thickness of the plate, because there will be danger of punch crushing.
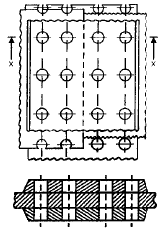
- Riveted Joint for Structural use
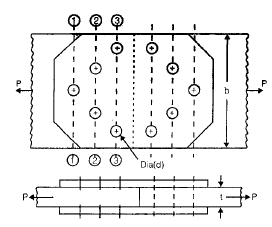
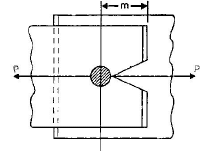
- A riveted joint known as Lozenge joint used for roof, bridge work or girders etc.
The diameter of rivet hole should not be less than the thickness of the plate,. because there will be danger of punch crushing.
Let, b = width of the plate
t = thickness of the plate
d = diameter of the rivet hole
- Number of rivets
Let,
Pt = maximum pull acting on the joint. This is the tearing resistance of the plate at the outer row which has only one rivet.
= (b – d). t.st
n = number of rivets
Shearing resistance of one rivet  (double shear)
(double shear)
Crushing resistance of one rivet = Pc = d.t.sc.
Number of rivets 
- Thickness of the butt strap : t1 = 1.25 t for single cover strap = 0.75 t for double cover strap
- Efficiency of the Joint
Resistance of the joint in tearing along 1 – 1
Pt1 = (b – d) t . sf
Resistance of the joint in tearing along 2 – 2
Pt2 = (b – 2d).t st + strength of one rivet in front of section 2 – 2
Resistance of the Joint in tearing along 3 – 3
Pt3 = (b – 3d) t.st + strength of three rivet in front of section 3 – 3
Strength of unriveted plate P = b × t × st
Efficiency of the Joint
- The distance between the rows of rivets is 2.5d to 3d.
- The margin should not be less than 1.5 d.
|
6 videos|104 docs|59 tests
|
FAQs on Riveted Joints - Mechanical Engineering SSC JE (Technical)
| 1. What are riveted joints in mechanical engineering? |  |
| 2. What are the advantages of using riveted joints? | |
| 3. What are the different types of riveted joints? | |
| 4. How is a riveted joint constructed? | |
| 5. What factors should be considered when designing a riveted joint? | |




Riveted Joints | Mechanical Engineering SSC JE (Technical)
,Objective type Questions
,Exam
,Viva Questions
,shortcuts and tricks
,Semester Notes
,Riveted Joints | Mechanical Engineering SSC JE (Technical)
,mock tests for examination
,study material
,Sample Paper
,Free
,practice quizzes
,Important questions
,MCQs
,Previous Year Questions with Solutions
,Riveted Joints | Mechanical Engineering SSC JE (Technical)
,video lectures
,past year papers
,Extra Questions
,Summary
,ppt
;


Riveted Joints Free PDF Download
Importance of Riveted Joints
Riveted Joints Notes
Riveted Joints Mechanical Engineering Questions
Study Riveted Joints on the App
|
© EduRev
|
Education Revolution
|



|





