Computer Aided Process planning (Part - 1) - Mechanical Engineering PDF Download

Introduction to Process Planning
Process planning is concerned with determining the sequence of individual manufacturing operations needed to produce a given part or product. The resulting operation sequence is documented on a form typically referred to as operation sheet. The operation sheet is a listing of the production operations and associated machine tools for a work part or assembly. Process planning is an important stage of product development since production tooling like jigs, fixtures, special tools etc. can be designed only after the process is finalized.
Role of process planning
1. Interpretation of product design data
2. Selection of machining processes.
3. Selection of machine tools.
4. Determination of fixtures and datum surfaces.
5. Sequencing the operations.
6. Selection of inspection devices.
7. Determination of production tolerances.
8. Determination of the proper cutting conditions.
9. Calculation of the overall times.
10. Generation of process sheets including NC data.
Approaches to Process planning
1. Manual approach
2. Variant or retrieval type CAPP system
3. Generative CAPP system
CAPP and CMPP (Computer Managed Process Planning)
2.1 Process Planning
Manufacturing planning, process planning, material processing, process engineering and machine routing are a few titles given to the topic referred to here as process planning. Process planning is that function within a manufacturing facility that establishes which machining process and process parameters are to be used to convert a work material (blank) from its initial form (raw material) to a final form defined by an engineering drawing. Process planning is a common task in small batch, discrete parts metal working industries.
The process planning activity can be divided into the following steps:
- Selection of processes and tools
- Selection of machine tools/Manufacturing equipment
- Sequencing the operations
- Grouping of operations
- Selection of work piece holding devices and datum surfaces (set ups)
- Selection of inspection instruments
- Determination of production tolerances
- Determination of the proper cutting conditions
- Determination of the cutting times and non-machining times (setting time, inspection time) for each operation
- Editing the process sheets.
All the information determined by the process planning function is recorded on a sheet called process plan. The process plan is frequently called an operation sheet, route sheet or operation planning sheet. This provides the instructions for the production of the part. It contains the operation sequence, processes, process parameters and machine tools used. Fig 9.1 shows a typical process planning sheet.
In conventional production system, a process plan is created by a process planner. It requires a significant amount of time and expertise to determine an optimal routing for each new part design. However, individual engineers will have their own opinions about what constitutes the best routing. Accordingly there are differences among the operation sequences developed by various planners. Efficient process planning requires the service of experienced process planners.
Because of the problems encountered with manual process planning, attempts have been made in recent years to capture the logic, judgment and experience required for this important function and incorporates them into computer programmes. Based on the features of a given part, the program automatically generates the sequence of manufacturing operations. The process planning software provides the opportunity to generate production routings which are rational, consistent and perhaps even optimal.
It has the following advantages:
i. Reduces the skill required of a planner.
ii. Reduces the process planning time.
iii. Reduces the process planning and manufacturing cost.
iv. Creates more consistent plans.
v. Produces more accurate plans.
vi. Increases productivity.
The current approaches for computer aided process planning can be classified into two groups:
i. Variant
ii. Generative
Structure of a Process Planning Software
Fig. 10 represents the structure of a computer aided process planning system. In Fig. 10 the modules are not necessarily arranged in the proper sequence but can be based on importance or decision sequence. Each module may require execution several times in order to obtain the optimum process plan. The input to the system will most probably be a solid model from a CAD data base or a 2-D model. The process plan after generation and validation can then be routed directly to the production planning system and production control system.
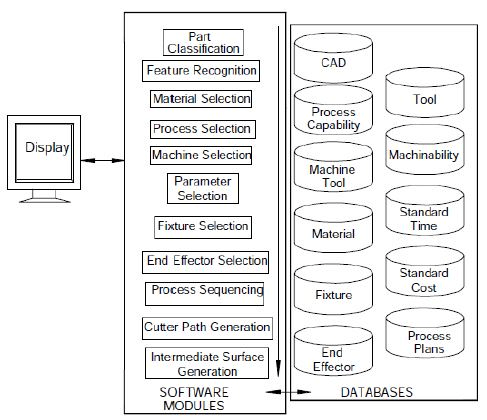
Fig. 10 Structure of a Computer Aided Process Planning System
Information required for Process Planning
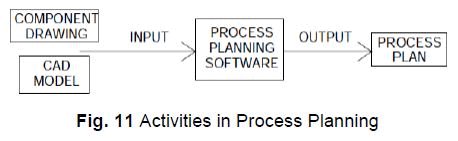
The geometric model of the part is the input for the process planning system. The system outputs the process plan (Fig. 11). The input to the process planning system may be engineering drawing or CAD model. The other prerequisites for process planning are given below:
- Parts list
- Annual demand/batch size
- Accuracy and surface finish requirement (CAD Database)
- Equipment details (Work centre Database)
- Data on cutting fluids, tools, jigs & fixtures, gauges
- Standard stock sizes
- Machining data, data on handling and setup
Fig. 11 Activities in Process Planning
In a computerized process planning system a formal structure and a knowledge database are required in order to transform the engineering design information into the process definition. A brief description of the operation of a computer aided process planning software is given in the following section.
In a computerized process planning system a formal structure and a knowledge database are required in order to transform the engineering design information into the process definition. A brief description of the operation of a computer aided process planning software is given in the following section.
Methods of Computer Aided Process Planning
The ultimate goal of a system is to integrate design and production data into a system that generates useable process plans. As already mentioned there are two approaches:
i. Variant process planning
ii. Generative process planning
Variant Process Planning
A variant process planning system uses the similarity among components to retrieve the existing process plans. A process plan that can be used by a family of components is called a standard plan. A standard plan is stored permanently with a family number as its key. A family is represented by a family matrix which includes all possible members. The variant process planning system has two operational stages:
- A preparatory stage and
- A production stage.
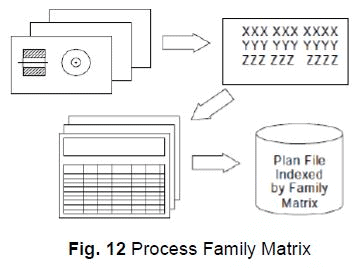
During the preparatory stage, existing components are coded, classified, and subsequently grouped into families. The process begins by summarizing process plans already prepared for components in the family. Standard plans are then stored in a data base and indexed by family matrices (Fig. 12).
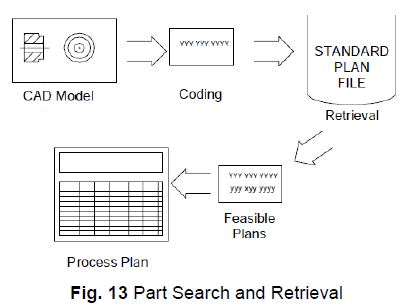
The operation stage occurs when the system is ready for production. An incoming part is first coded. The code is then input to a part family search routine to find the family to
which the component belongs. The family number is then used to retrieve a standard plan. Some other functions, such as parameter selection and standard time calculations, can also be added to make the system more complete (Fig. 13). This system is used in a machine shop that produces a variety of small components.
Design of Variant Process Planning System
The following are the sequences in the design of a variant process planning system:
i. Family formation
ii. Data base structure design
iii. Search algorithm development and implementation
iv. Plan editing
v. Process parameter selection/updating
Family Formation
Part family classification and coding were discussed earlier. This is based on the manufacturing features of a part. Components requiring similar processes are grouped into the same family. A general rule for part family formation is that all parts must be related. Then, a standard process plan can be shared by the entire family. Minimum modification on the standard plan will be required for such family members.
- Data Base Structure Design
The data base contains all the necessary information for an application, and can be accessed by several programs for specific application. There are three approaches to construct a data base: hierarchical, network, and relational.
- Search Procedure
The principle of a variant system is to retrieve process plans for similar components. The search for a process plan is based on the search of a part family to which the component belongs. When, the part family is found, the associated standard plan can then be retrieved. A family matrix search can be seen as the matching of the family with a given code. Family matrices can be considered as masks. Whenever, a code can pass through a mask successfully, the family is identified.
- Plan Editing and Parameter Selection
Before a process plan can be issued to the shop, some modification of the standard plan may be necessary, and process parameters must be added to the plan. There are two types of plan editing: One is the editing of the standard plan itself in the data base, and the other is editing of the plan for the component. For editing a standard plan, the structure of the data base must be flexible enough for expansion, additions, and deletions of the data records.
A complete process plan includes not only operations but also process parameters. The data in the process parameter files are linked so that we can go through the tree to find the speed and feed for an operation. The parameter file can be integrated into variant planning to select process parameters automatically.
- Generative Process Planning
Generative process planning is a system that synthesizes process information in order to create a process plan for a new component automatically. In a generative planning system, process plans are created from information available in manufacturing data base without human intervention. Upon receiving the design model, the system can generate the required operations and operation sequences for the component. Knowledge of manufacturing must be captured and encoded into efficient software. By applying decision logic, a process planner’s decision making can be imitated. Other planning functions, such as machine selection, tool selection, process optimization, and so on, can also be automated using generative planning techniques. The generative planning has the following advantages:
i. It can generate consistent process plans rapidly.
ii. New process plans can be created as easily as retrieving the plans of existing components.
iii. It can be interfaced with an automated manufacturing facility to provide detailed and up-to-date control information.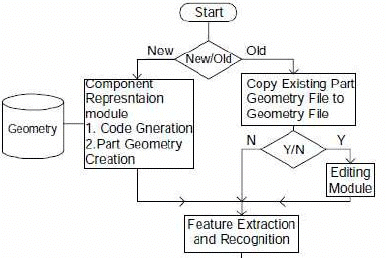
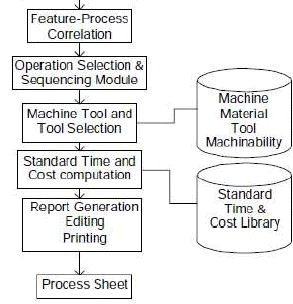
Fig. 14 shows the modular structure of a generative CAPP system.
The generative part consists of:
- Component representation module
- Feature extraction module
- Feature process correlation module
- Operation selection and sequencing module
- Machine tool selection module
- Standard time / cost computation module
- Report generation module
In order to generate a more universal process planning system, variables such as process limitations, and capabilities, process costs and so on, must be defined at the
planning stage. Several of methods have been proposed for creating generative process plans. A few methods that have been implemented successfully are:
i. Forward and backward planning
ii. Input Format
iii. CAPP based on CAD models
iv. CAPP based on decision logic either using decision trees or decision tables
v. CAPP based on artificial intelligence
Forward and Backward Planning
In generative process planning, when process plans are generated, the system must define an initial state in order to reach the final state (goal). The path taken represents the sequence of processes. For example, the initial state is the raw material and the final state is the component design. Then a planner works in modifying the raw workpiece until it takes on the final design qualities. This is called forward planning.
Backward planning uses a reverse procedure. Assuming that we have a finished component, the goal is to go back to the un-machined workpiece. Each machining process is considered a filling process. Forward and backward planning may seem similar. However they influence the programming of the system significantly. Planning each process can be characterized by a precondition of the surface to be machined and a post condition of the machining (the end result). For forward planning, we must know the successor surface before we select a process, because the post condition of the first process becomes the precondition for second process. Backward planning eliminates this problem since it begins with the final surfaces from and processes are selected to satisfy the initial requirements. In forward planning, the steps to obtain the final surface with the desirable attributes must be carefully planned to guarantee the result. On the other hand, backward planning starts with the final requirements and searches for the initial condition.
2.5 Process Planning Systems
The majority of existing process planning systems is based on variant process planning approach. Some of them are: CAPP, MIPLAN, MITURN, MIAPP, UNIVATION,
CINTURN, COMCAPPV, etc. However, there are some generative system, such as METCAPP, CPPP, AUTAP, and APPAS. Some of the planning systems are discussed in the following paragraph. These are systems continuously evolving in many cases. The descriptions are therefore only approximate.
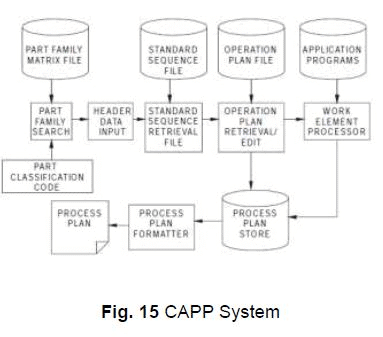
CAM-I CAPP
The CAM-I (Computer Aided Manufacturing-International) system (CAPP) is perhaps the most widely used of all process planning systems. CAPP is a database management system written in ANSI standard FORTRAN. It provides a structure for a data base, retrieval logic, and interactive editing capability. The coding scheme for part classification and the output format are added by the user. PI-CAPP, an extension of CAPP, has its own (built-in) coding and classification system. This eliminates the requirement of a user developed coding scheme. A typical CAPP system is shown in Fig. 15.
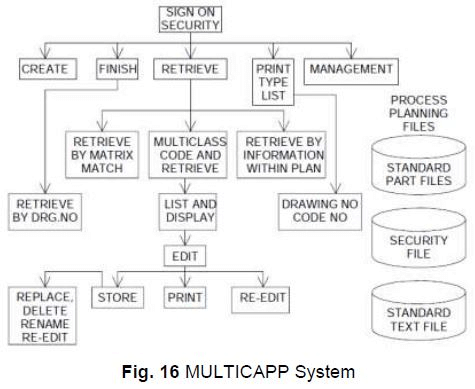
MIPLAN and MULTICAPP
Both MIPLAN and MULTICAPP were developed in conjunction with OIR (Organization for Industrial Research). They are both variant systems that use the MICLASS coding system for part description. They are data retrieval systems which retrieve process plans based on part code, part number, family matrix, and code range. By inputting a part code, parts with a similar code are retrieved. The process plan for each part is then displayed and edited by the user. A typical MULTICAPP system is shown in Fig. 16.
APPAS and CADCAM
APPAS is a generative system for detailed process selection. CADCAM is an example of APPAS. CADCAM operates using a CAD “front end” to interface with APPAS. APPAS describes the detailed technological information of each machined surface by means of a special code. CADCAM provides an interactive graphics interface to APPAS. Components can be modeled graphically and edited interactively.
AUTOPLAN and RPO
AUTOPLAN is generative only in the detailing of the part. The process selection and process sequencing level do not differ significantly from CAPP or MIPLAN. The four major modules of the system are:
i. Group technology retrieval-process plan retrieval.
ii. Graphical planning aides- tooling layout, verification and work instruction and preparation.
iii. Generative process planning.
iv. Process optimization.
AUTAP System
The AUTAP system is one of the most complete planning systems in use today. AUTAP uses primitives to construct a part similar to a constructive solid geometry (CSG). AUTAP is a system designed especially to interface with a CAD system. It can be installed as part of an integrated CAD/CAM system.
CPPP
CPPP (computerized production process planning) was designed for planning cylindrical parts. CPPP is capable of generating a summary of operations and the detailed operation sheets required for production. The principle behind CPPP is a composite component concept. A composite component can be thought of as an imaginary component which contains all the features of components in one part family. CPPP incorporates a special language, COPPL, to describe the process model. CPPP allows an interactive mode whereby the planner can interact with the system at several fixed interaction points.
GARI
GARI is an experimental problem solver which uses artificial intelligence (AI) techniques. The unique feature of the GARI is the representation of planning knowledge. GARI employs a production rule knowledge base to store process capabilities.
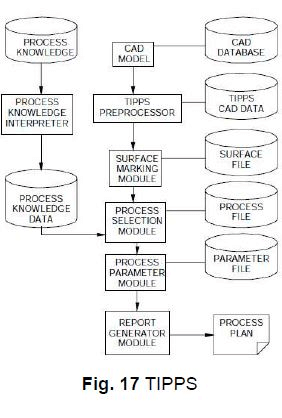
TIPPS
Although the process planning steps have been discussed, an integrated approach to generative process planning has yet to be presented. TIPPS is acronym for Totally Integrated Process planning. TIPPS is generative process planning system that has evolved from the APPAS and CAD/CAM systems. In TIPPS, the logical divisions of process planning are broken into functional modules. TIPPS has the following features:
• It has a modular structure
• It can interact with a CAD system
• It allows for interactive surface identification
• It contains a process/knowledge description language
FAQs on Computer Aided Process planning (Part - 1) - Mechanical Engineering
| 1. What is computer-aided process planning in mechanical engineering? |  |
| 2. How does computer-aided process planning benefit mechanical engineers? | |
| 3. What are the key components of computer-aided process planning? | |
| 4. How does computer-aided process planning integrate with other manufacturing systems? | |
| 5. What are the limitations of computer-aided process planning in mechanical engineering? | |



past year papers
,Objective type Questions
,Exam
,Computer Aided Process planning (Part - 1) - Mechanical Engineering
,Computer Aided Process planning (Part - 1) - Mechanical Engineering
,MCQs
,Extra Questions
,ppt
,Previous Year Questions with Solutions
,Semester Notes
,Viva Questions
,mock tests for examination
,shortcuts and tricks
,Computer Aided Process planning (Part - 1) - Mechanical Engineering
,Important questions
,practice quizzes
,study material
,Free
,video lectures
,Sample Paper
,Summary
;






Computer Aided Process planning (Part - 1) Free PDF Download
Importance of Computer Aided Process planning (Part - 1)
Computer Aided Process planning (Part - 1) Notes
Computer Aided Process planning (Part - 1) Mechanical Engineering Questions
Study Computer Aided Process planning (Part - 1) on the App
|
© EduRev
|
Education Revolution
|



|





