
Best Study Material for Chemical Engineering Exam
Cracking | Chemical Technology - Chemical Engineering PDF Download
6.1 Introduction
A critical observation of the overall refinery process block diagram indicates that the straight run gasoline (this is the gasoline obtained from the CDU) does not have good octane number (40 – 60) and needs to be upgraded to obtain the desired octane number (85 – 95).
Typically, cracking, reforming and isomerisation are regarded as the three most important processes that contribute towards upgradation of the octane number.
In this lecture, we present an overview of the cracking operation in the refinery.
Typically cracking involves the thermal or catalytic decomposition of petroleum fractions having huge quantities of higher molecular weight compounds. Since heat is required, typically cracking reactions are carried out in furnaces that are supplied with either fuel oil or fuel gas or natural gas or electricity as heat source. Cracking facilitates initiation, propagation and termination reactions amongst the hydrocarbon themselves. However, when steam cracking is carried out, in addition to the energy supplied by the direct contact of steam with the hydrocarbons, steam also takes part in the reaction to produce wider choices of hydrocarbon distribution along with the generation of H2and CO.
6.2 What is cracking?
- Cracking involves the decomposition of heavier hydrocarbon feedstocks to lighter hydrocarbon feed stocks.
- Cracking can be carried out to any hydrocarbon feedstock but it is usually applied for vacuum gas oil (VGO)
- Cracking can be with or without a catalyst.
- When cracking is carried out without a catalyst higher operating temperatures and pressures are required. This is called as thermal cracking. This was the principle of the old generation refineries.
- Now a days, cracking is usually carried out using a catalyst. The catalyst enabled the reduction in operating pressure and temperature drastically.
6.3 Cracking chemistry
- Long chain paraffins converted to olefins and olefins
- Straight chain paraffins converted to branched paraffins
- Alkylated aromatics converted to aromatics and paraffins
- Ring compounds converted to alkylated aromatics
- Dehydrogenation of naphthenes to aromatics and hydrogen
- Undesired reaction: Coke formation due to excess cracking
- Cracking is an endothermic reaction
Therefore, in principle cracking generates lighter hydrocarbons constituting paraffins, olefins and aromatics. In other words, high boiling low octane number feed stocks are converted to low boiling high octane number products.
6.4 Operating conditions
- These very much depend upon the feed stock and type of cracking (thermal /catalytic ) used.
- Cracking is a gas phase reaction. Therefore, entire feedstock needs to be vaporized.
- It was observed that short reaction times (to the order of 1 – 3 seconds only) provide good quality product and less coke formation.
- For vacuum gas oil, thermal cracking requires operationg at 600°C and 20 atms gauge pressure.
- For vacuum gas oil, catalytic cracking is usually carried out at 480°C and 0.7 – 1 atms gauge pressure.
6.5 Catalyst
- Acid treated silica-alumina was used as catalyst.
- 20 – 80 mesh size catalysts used for FCCR and 3 – 4 mm pellets used for MBRs
- During operation, poisoning occurs with Fe, Ni, Vd and Cu
6.6 Process technology
The process technology consists of two flowsheets namely the cracking coupled with main distillation column and stabilization of naphtha
- Feed enters the cracking reactor.
- Now a days, fluidized catalytic cracking (FCC) reactors are used.
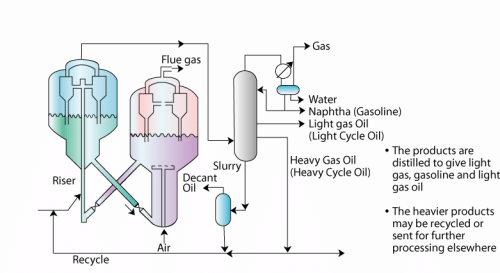
- The cracked product from the reactor enters a main distillation column that produces unstabilized naphtha, light gas oil, heavy gas oil, slurry and gas.
- Old generation refineries used moving bed reactors
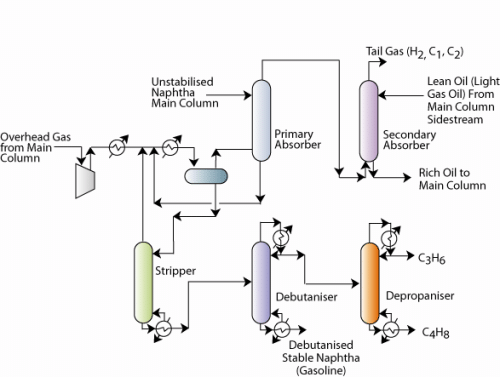
Figure6.2 Naphtha stabilization flow sheet
- The slurry enters a phase separation unit which separates decant oil and a heavier product. The heavier product is recycled back to the cracking reactor.
- The unstabilized naphtha subsequently enters a unsaturates gas plant
- In the unsaturates gas plant, the gas obtained from the main distillation column is sent to a phase separator. The phase separator separates lighter hydrocarbons from heavier hydrocarbons.
- The naphtha obtained is unstabilized, as it consists of various hydrocarbons. It is therefore subjected to stabilized by continued processing.
- The gas leaving the primary absorber is sent to a secondary absorber where light gas oil from main distillation column is used as a absorbent to further extract any absorbable hydrocarbons into the light gas oil. Eventually, the rich light gas oil enters the main distillation column (not shown in the figure a).
- The naphtha generated from the phase separator is sent to stripping to further consolidate and stabilize naphtha.
- The stabilized naphtha is further subjected to distillation in debutanizer and depropanizer units.
- The debutanizer unit removes butanes and lower hydrocarbons from the naphtha. The naphtha obtained as bottom product in the debutanizer is termed as debutanized stable naphtha or gasoline.
- The butanes and other hydrocarbons are sent to a depropanizer unit where butanes are separated from propanes and other lighter hydrocarbons. Thus, butanes are obtained as lower product and propanes along with other lighter hydrocarbons are obtained as the top product in the depropanizer unit.
- The phase separator is also fed with the unstabilized naphtha. The unstabilized naphtha from the main column is first fed to a primary absorber to absorb heavier hydrocarbons in the gas stream emanating from the phase separator.
Fluidized catalytic cracking reactor (FCCR) : (Figure 6.3)
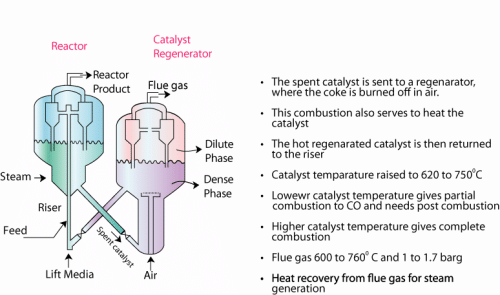
Figure6.3 Fluidized Catalytic Cracking Reactor ..........................
- Another issue for the FCCR is also to regenerate the catalyst by burning off the coke in air.
- Therefore, the reactor unit should have basically two units namely a reactor (FCCR) and a catalyst regenerator (CR).
- The FCCR consists essentially of two important components in a sophisticated arrangement. These are the riser and the cyclone unit assembled in a reactor vessel.
- Riser: In the riser (a long tube), the feed is allowed to get in contact with the hot catalyst. The hot catalyst is enabled to rise through lift media in the riser. The lift media is usually steam or light hydrocarbon gas.
- The riser contact time is about 250 milliseconds.
- The riser is eventually connected to cyclone units.
- The cyclone units receive the catalyst and finished product. The catalyst that enters the cyclone unit is fully coked and needs to be sent to a regenerator to regain its lost activity.
- After cyclone operation (which separates the hydrocarbon vapors and catalyst as a solid fluid operation), the catalyst falls down to the vessel that houses the riser and cyclone units.
- The catalyst in the vessel is subjected to stream stripping in which direct contact with steam is allowed to remove hydrocarbons from the catalyst surface.
- The basic principle of the FCCR is to enable the fluidization of catalyst particles in the feed stream at desired pressure and temperature.
Catalyst regenerator (CR)
- The spent catalyst which is relatively cold enters the regenerator unit.
- Here air enters the vessel through a sparger set up.
- The catalyst is subsequently burnt in the air. This enables both heating the catalyst (which is required to carry out the endothermic reaction) and removing the coke so as to regain the activity of the coke.
- The catalyst + air after this operation will enter the cyclone separator unit. Unlike the FCCR, the CR does not have a riser. Therefore, air enters a dense phase of catalyst and also enables the movement of the catalyst to a dilute phase of catalyst + air
- The cyclone separators separate the flue gas and catalyst as a solid fluid operation.
- The activity regained catalyst is sent to the riser through a pipe.
- During this entire operation, the catalyst temperature is increased to 620 – 750°C
- The flue gas is obtained at 600 - 760°C and is sent for heat recovery unit to generate steam.
The document Cracking | Chemical Technology - Chemical Engineering is a part of the Chemical Engineering Course Chemical Technology.
All you need of Chemical Engineering at this link: Chemical Engineering
|
69 videos|121 docs
|



FAQs on Cracking - Chemical Technology - Chemical Engineering
| 1. What is chemical engineering and why is it important? |  |
| 2. What are the typical job roles for chemical engineers? | |
Ans. Chemical engineers work in various industries and are involved in different job roles. Some typical job roles for chemical engineers include process engineers, research and development engineers, project engineers, plant managers, production engineers, and environmental engineers. Process engineers are responsible for designing and optimizing production processes, while research and development engineers focus on developing new products and technologies. Project engineers oversee the execution of engineering projects, and plant managers are responsible for the overall operations of a manufacturing facility. Production engineers ensure the efficient and safe production of goods, and environmental engineers work on minimizing the environmental impact of industrial processes.
| 3. How does chemical engineering contribute to sustainability? | |
Ans. Chemical engineering plays a significant role in contributing to sustainability. It involves developing and optimizing processes that minimize waste generation, reduce energy consumption, and use renewable resources. Chemical engineers work on improving the efficiency of manufacturing processes, implementing recycling and waste management systems, and developing green technologies. They also contribute to the development of alternative energy sources, such as biofuels and solar cells, which help reduce dependence on fossil fuels and mitigate climate change. By integrating sustainability principles into their work, chemical engineers strive to create a more environmentally friendly and sustainable future.
| 4. What are the challenges faced by chemical engineers in their profession? | |
Ans. Chemical engineers face various challenges in their profession. One challenge is ensuring the safety of processes and handling hazardous materials. Chemical engineers need to design and implement safety measures to prevent accidents and protect the environment and workers. Another challenge is optimizing processes for efficiency and cost-effectiveness while meeting quality standards and regulatory requirements. Chemical engineers also face the challenge of developing sustainable and environmentally friendly processes in an era of increasing environmental concerns. Additionally, staying updated with advancements in technology and industry trends is crucial for chemical engineers to remain competitive and adapt to changing demands.
| 5. What are the future prospects for chemical engineers? | |
Ans. The future prospects for chemical engineers are promising. Chemical engineering is a versatile field, and the demand for chemical engineers is expected to grow in various industries, including pharmaceuticals, energy, food, and materials. With the increasing focus on sustainability and environmental concerns, chemical engineers with expertise in green technologies and renewable energy sources are likely to have excellent career opportunities. Additionally, advancements in biotechnology, nanotechnology, and materials science offer new areas of growth for chemical engineers. Overall, chemical engineers have a wide range of career paths and can contribute to solving global challenges through their expertise in process optimization and sustainable development.
Related Exams
About this Document

4.70/5
Rating

Mar 30, 2025
Last updated
Document Description: Cracking for Chemical Engineering 2025 is part of Chemical Technology preparation.
The notes and questions for Cracking have been prepared according to the Chemical Engineering exam syllabus. Information about Cracking covers topics
like and Cracking Example, for Chemical Engineering 2025 Exam. Find important definitions, questions, notes, meanings, examples, exercises and tests below for Cracking.
Introduction of Cracking in English is available as part of our Chemical Technology
for Chemical Engineering & Cracking in Hindi for Chemical Technology course.
Download more important topics related with notes, lectures and mock test series for Chemical Engineering
Exam by signing up for free. Chemical Engineering: Cracking | Chemical Technology - Chemical Engineering
Description
Full syllabus notes, lecture & questions for Cracking | Chemical Technology - Chemical Engineering - Chemical Engineering | Plus excerises question with solution to help you revise complete syllabus for Chemical Technology | Best notes, free PDF download
Information about Cracking
In this doc you can find the meaning of Cracking defined & explained in the simplest way possible. Besides explaining types of
Cracking theory, EduRev gives you an ample number of questions to practice Cracking tests, examples and also practice Chemical Engineering
tests

Related Searches
Viva Questions
,Important questions
,Summary
,study material
,Free
,Sample Paper
,Previous Year Questions with Solutions
,Extra Questions
,Semester Notes
,Exam
,Cracking | Chemical Technology - Chemical Engineering
,Cracking | Chemical Technology - Chemical Engineering
,practice quizzes
,video lectures
,Objective type Questions
,Cracking | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,mock tests for examination
,MCQs
,ppt
,past year papers
;






Additional Information about Cracking for Chemical Engineering Preparation
Cracking Free PDF Download
The Cracking is an invaluable resource that delves deep into the core of the Chemical Engineering exam.
These study notes are curated by experts and cover all the essential topics and concepts, making your preparation more efficient and effective.
With the help of these notes, you can grasp complex subjects quickly, revise important points easily,
and reinforce your understanding of key concepts. The study notes are presented in a concise and easy-to-understand manner,
allowing you to optimize your learning process. Whether you're looking for best-recommended books, sample papers, study material,
or toppers' notes, this PDF has got you covered. Download the Cracking now and kickstart your journey towards success in the Chemical Engineering exam.
Importance of Cracking
The importance of Cracking cannot be overstated, especially for Chemical Engineering aspirants.
This document holds the key to success in the Chemical Engineering exam.
It offers a detailed understanding of the concept, providing invaluable insights into the topic.
By knowing the concepts well in advance, students can plan their preparation effectively.
Utilize this indispensable guide for a well-rounded preparation and achieve your desired results.
Cracking Notes
Cracking Notes offer in-depth insights into the specific topic to help you master it with ease.
This comprehensive document covers all aspects related to Cracking.
It includes detailed information about the exam syllabus, recommended books, and study materials for a well-rounded preparation.
Practice papers and question papers enable you to assess your progress effectively.
Additionally, the paper analysis provides valuable tips for tackling the exam strategically.
Access to Toppers' notes gives you an edge in understanding complex concepts.
Whether you're a beginner or aiming for advanced proficiency, Cracking Notes on EduRev are your ultimate resource for success.
Cracking Chemical Engineering Questions
The "Cracking Chemical Engineering Questions" guide is a valuable resource for all aspiring students preparing for the
Chemical Engineering exam. It focuses on providing a wide range of practice questions to help students gauge
their understanding of the exam topics. These questions cover the entire syllabus, ensuring comprehensive preparation.
The guide includes previous years' question papers for students to familiarize themselves with the exam's format and difficulty level.
Additionally, it offers subject-specific question banks, allowing students to focus on weak areas and improve their performance.
Study Cracking on the App
Students of Chemical Engineering can study Cracking alongwith tests & analysis from the EduRev app,
which will help them while preparing for their exam. Apart from the Cracking,
students can also utilize the EduRev App for other study materials such as previous year question papers, syllabus, important questions, etc.
The EduRev App will make your learning easier as you can access it from anywhere you want.
The content of Cracking is prepared as per the latest Chemical Engineering syllabus.
|
© EduRev
|
Education Revolution
|



|







Signup to see your scores
go up within 7 days!
Access 1000+ FREE Docs, Videos and Tests
Takes less than 10 seconds to signup