Cumene and Acrylonitrile from Propylene | Chemical Technology - Chemical Engineering PDF Download

19.1 Introduction
- In this lecture, we study the process technology associated to the production of cumene and acrylonitrile from propylene
- Both Cumene and Acrylonitrile are very important compounds that are required for the manufacture of other downstream petrochemicals
- We first present the process technology associated to the Cumene
19.2 Cumene
19.2.1Reactions
- C6H6+ .
- The reaction is exothermic
- Side reaction:
- C6H6 + C3H6 →nC9H12
- Catalyst: H3PO4 impregnated catalyst on porous carrier
- Operating conditions: 25 atms pressure and 250 oC temperature.
19.2.2 Process technology (Figure 19.1)
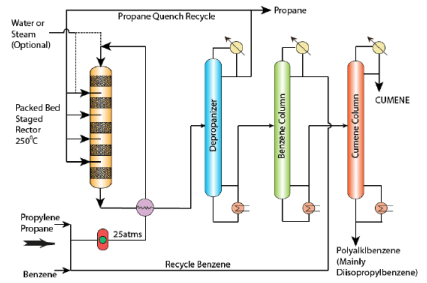
Figure 19.1 Flow sheet of Cumene production
- Propylene obtained from refinery processes as a mixture of propylene and propane
- The mixture along with benzene is compressed to 25 atms
- Eventually the mixture enters a heat integrated exchanger to heat the pre-heat the feed mixture.
- The feed mixture enters a packed bed reactor.
- The stream distribution in the packed bed reactor corresponds to cold shot arrangement i.e., cold propane from the distillation column in the process is added after every reactor with the product stream so that the temperature of the stream is controlled.
- Here, propylene is the limiting reactant and therefore, presumably all propylene undergoes conversion.
- Here, propane does not react but is a diluents or inert in the system. In that way it controls the reaction temperature.
- The reactor units are maintained at about 250oC
- The product vapors are cooled using the heat integrated exchanger
- The vapors then pass to a depropanizer which separates propane from the product mixture.
- The bottom product consisting of benzene, cumene and polyalkyl benzenes enters another distillation column which separates benzene from the mixture of cumene and polyalkyl benzene. The benzene stream is recycled to enter the compressor.
- The bottom product from the benzene column is sent to a cumene column which produces cumene as top product and poly alkyl benzene as bottom product.
- Therefore, the entire process technology is nothing but a simple reactor separator recycle arrangement.
19.2.3Technical questions
1. What alternative reactor arrangement is possible if pure propylene feed is used?
Ans: When pure propylene is used, then there is no propane for quenching. Therefore, the packed bed reactor shall be provided a cooling jacket which can control the temperature of the reactor.
2. Comment on the sequence of distillation columns separating propane, benzene and cumene in series?
Ans: The distillation columns are so arranged so that lighter components are separated first followed by heavier components. Since no component is present which will decompose on long time heating, this arrangement is followed. If not, the component which can decompose upon long time heating will be separated first following by the lighter to heavier component sequence in the remaining components.
3. In what way propane quenching plays a role in the reactions?
Ans: Propane quenching reduces polymerization of cumene and formation of polyalkyl benzenes.
4. How can one suppress polyalkylbenzene formation?
Ans: By using high feed ratio of benzene to propylene and using propane as a diluent
5. Is further heat integration not possible?
Ans: A further heat integration can be carried out using hot vapors in the distillation column to be as hot streams in the reboilers of various distillation columns.
6. In what way higher pressure in the product vapors from the reactor are beneficial for the deprpopanizer unit?
Ans: The depropanizer unit requires condensation of propane vapors in the condenser. Propane’s boiling point is less than 0oC at 1 atm pressure. Therefore, higher pressures to the extent of 25 atms will enhance propane boiling point to about 25 – 30oC for which cooling water can be used as the cooling media in the condenser. If not, refrigerant needs to be used and the refrigerant will require a refrigerating unit along with the process. This is much much expensive than using cooling water as the cooling media.
19.3 Acrylonitrile
19.3.1Reactions
- C3H6 + NH3 + O2→ C3H3N + H2O
- The reaction is exothermic - Stoichiometric ratio: C3H6 : NH3 : O2 = 1:1:1.5
- Operating conditions: 1.5 – 3 atms pressure and 400 – 500oC
- By products: Acetonitrile and Hydrogen cyanide from side reactions
- Catalyst: Mo-Bi catalyst
19.3.2Process Technology (Figure 19.2)
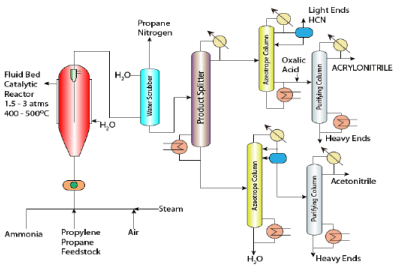
Figure 19.2 Flow sheet of Acrylonitrile production\
- Propylene + Propane, Air and Ammonia, Steamare compressed to required pressure and are sent to the fluidized catalytic reactor consisting of the Mo-Bi spherical catalyst. The reactor is maintained at 400 – 500oC.
- Cyclone separator is also kept in the fluidized bed reactor in which catalyst and product gases are separated after fludization. The contact time for fluidization is in the order of seconds.
- The product vapors then enter a water scrubber that does not absorb propane and nitrogen from the products. The products absorbed in the water include acrylonitrile, acetonitrile and other heavy ends.
- The very dilute acryolonitrile (about 3 %) solution in water is sent to a fractionator. The fractionators separates acrylonitrile + heavy ends + HCN + light ends as a top product stream and acetonitrile + water + heavy ends as a bottom product.
- The top product then enters an extractive distillation column with water as extractant. The azeotropic distillation column vapour is partially condensed to obtain a vapour, aqueous and organic layer. The vapour consists of Light ends and HCN and is let out. The organic layer consists of acrylonitrile and heavy ends is sent for further purification. The aqueous layer is sent as a reflux to the azeotropic column. In other words, addition of water enabled the formation of a heterogenousazeotropic mixture at the top.
- The bottom product from the azeotropic distillation column enters a product purification unit along with oxalic acid where acrylonitrile is further purified from heavy ends (+ oxalic acid) and is obtained as a 99.5 % pure product.
- In similarity to this, the bottom product from the product splitter enters an azeotropic column which produces water as a bottom product. The total condenser in this column generates both aqueous and organic layers. The organic layer is rich in acetonitrile and heavy ends where as the aqueous layer is sent back as a reflux to the azeotropic column.
- The bottom product from the acetonitrile azeotropic column enters a purification unit where distillation principle enables the separation of acetonitrile from the heavy ends.
19.3.3Technical questions
1. Why is oxalic acid added in the acrylonitrile purification column?
Ans: One of the byproducts of the ammonoxidation of propylene are cyanohydrins.These organic compounds readily dissociate to form volatile compounds. These volatile compounds are severely polluting compounds. Therefore, to avoid this, oxalic acid is added to the purification column in order to form complex compounds with these cyanohydrins and these compounds eventually enter the heavy end products.
2. A careful analysis of the process flowsheet shown indicates that while absorption is favoured at lower temperatures and higher pressures, exactly opposite conditions exist for the reactor outlet stream (at about 1 atm pressure and 400 – 500oC). What additional process modifications are suggested?
Ans: Cooling the vapour product stream from 400oC to about 50oC in a series of heat exchangers. Since vapour is involved, extended area exchangers will be beneficial. Heat integration with the reboilers of any of the distillation columns is also beneficial. Pressurizing the vapour pressure to higher pressure and allowing it to enter the scrubber at the same temperature. This is beneficial but compressor costs will be enormous.Therefore, in the light of the process costs, cooling the vapour stream is beneficial than compression to favour good absorption.
3. In certain processes for acrylonitrile production, cyanohydrins removal is desired. If so, what process modifications are suggested?
Ans: Cyanohydrins are in the bottom product obtained in the product splitter. Therefore, the bottom product can be sent to a reactor where cyanohydrins can be converted to acrolein and these acroleins can be separated and sent back to the ammonoxidation reactor (fluidized beds). In that case, oxalic acids are not used and the heavy ends will not also get produced significantly and therefore process topology will be somewhat different from what is being shown here. For further details upon how the process flowsheet changes please refer to Chemical Engineering Design (Book) by Sinnott where in Appendix these modifications have been explained thoroughly in the process description.
4. Is a partial condenser required in the acetonitrile azeotropic column?
Ans: No, the reason is that the bottom product from the product splitter consists of heavy ends, acetonitrile and water and does not consist of lighter ends and HCN. Therefore, a partial condenser is not required and a total condenser producing two separate liquid phase streams that separate upon gravity is required.
5. A feed stock heater is not shown in the process. However, reactor operating conditions are indicate high temperature operation. How is the feed stock heated?
Ans: The heat for achieving the feed to desired temperature is provided by superheated steam that is mixed along with the feedstock. Typical feed molar composition is propylene 7, ammonia 8, steam 20 and air 65. Additional heat for the reaction is obtained from the highly exothermic reaction in the fluidized bed catalytic reactor.
6. What are the advantages of the fluidized catalytic reactor when compared to a packed bed reactor?
Ans: It is well known that the heat and mass transfer coefficients of gases are predominantly lower than those of the liquids. Therefore, fluidization principle effectively enhances bulk phase mass and heat transfer coefficients of the gas solid catalytic reaction. In other words, due to fluidization, less contact time that is required in the process, higher conversions can be achieved.
|
69 videos|121 docs
|
FAQs on Cumene and Acrylonitrile from Propylene - Chemical Technology - Chemical Engineering
| 1. What is the process for producing cumene and acrylonitrile from propylene? |  |
| 2. What are the main uses of cumene? | |
| 3. What are the main uses of acrylonitrile? | |
| 4. What are the environmental considerations of producing cumene and acrylonitrile? | |
| 5. Are there any alternatives to the production of cumene and acrylonitrile from propylene? | |



Objective type Questions
,Free
,Exam
,ppt
,MCQs
,Cumene and Acrylonitrile from Propylene | Chemical Technology - Chemical Engineering
,Extra Questions
,mock tests for examination
,practice quizzes
,Summary
,Semester Notes
,Important questions
,Viva Questions
,Cumene and Acrylonitrile from Propylene | Chemical Technology - Chemical Engineering
,Cumene and Acrylonitrile from Propylene | Chemical Technology - Chemical Engineering
,study material
,Previous Year Questions with Solutions
,Sample Paper
,video lectures
,shortcuts and tricks
,past year papers
;


Cumene and Acrylonitrile from Propylene Free PDF Download
Importance of Cumene and Acrylonitrile from Propylene
Cumene and Acrylonitrile from Propylene Notes
Cumene and Acrylonitrile from Propylene Chemical Engineering Questions
Study Cumene and Acrylonitrile from Propylene on the App
|
© EduRev
|
Education Revolution
|



|





