Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) | Chemical Technology - Chemical Engineering PDF Download

Dmt and Terephathalic Acid, Polyester, Pet Resin, Pbt Resin
Global polyester production in all forms is currently around 56 million tones and may cross 100 million in the next decade. Higher capacity addition is estimated in polyester filament and chips segment compared to staple fibres in the next 2-3 years. Indian textile industry has the potential to grow to US $ 220 billion by 2020 from current size of around 80 billion. Besides, the lower per capita consumption of around 5 kg as against global average of 11 kg indicates huge potential for expansion of fibre . Table M-VIII 6.1 gives the details of fibre per capita consumption.
Table M-VIII 6.1: Per capita Fibre Consumption
Kg/per capita | 2000 | 2011 |
North America | 35 | 35 |
Latin America | 7 | 8 |
West Erope | 22 | 24 |
East Europe | 6 | 12 |
Africa/M. east | 3 | 4 |
China | 10 | 20 |
India | 4 | 5 |
Name of the synthetic fiber | Monomer | Basic chemicals | Properties of the synthetic fiber | Characteristics | ||
Dens ity | Mois ture regain | Melting point | ||||
Polyester | Dimethyl Terephthalate and Purified Terephthalic acid (PTA) | p-Xylene, methanol, ethylene glycol | 1.38 | 0.4-0.5 | 250 oC, Sticking point= 240oC | Disintegrate in conc. H2SO4, resistant to alkali, disintegrate in boiling strong alkalies, biological resistance is good, resistance to weak acid and alkali is good. Ironing temperature 135 0C. Tenacity 4.0-7.0 gm/denier, elongations at break 18-22%. |
PX is produced from the heart cut Naphtha feed range 114 –140 oC. The P-xylene plant consists of five units: Pretreatment Unit, Reformer Unit, fractionation unit, parex or crystallization unit, isomerisation unit Details of the p-xylene process is given Module VII Lecture7.
- Per unit of polyester produced about 15percent less TPA is required.
- Bulk density of TPA is 1.0 tonne/m3 as compared to DMT (0.5 tonne/m3). Thus transportation costs and storage requirements for TPA are significantly lower.
- TPA process required a lesser feed mole ratio of glycol to PTA of around 1.2 against 1.6 for DMT.
- DMT is fed to the Trans esterification process in molten form while TPA cannot be melted.
- Esterification reaction of TPA does not require any catalyst whereas the trans esterification of DMT has to be catalysed.
- With TPA it is simpler to maintain a constant degree of esterification. In case of DMT trans esterification step is very sensitive to the quality of raw material, changes in instantaneous mole ratio, etc.
- With TPA process water is the byproduct whereas with DMT process methanol is the byproduct. Therefore, more process hazards in handling methanol.
- With the TPA process, it is easier to reclaim polymer.
- Product from TPA is better with respect to thermal and hydrolytic stability.
- Product cost in case of TPA is lesser due to reduced raw material requirement, reduced transport and handling cost.
There are two major steps
Catalytic Oxidation of PX to Make Crude Terephthalic Acid (CTA): This involves oxidation, crystallisation, solvent recovery, filtering, drying etc.
Purification of CTA to make PTA: Involves hydrogenation, crystallization [Amco process], centrifuging, drying, conveying, storage, bagging etc., or by leaching and sublimation [Mobil process]
PTA Manufacturing Process Technology
AMCO Process: Manufacture of terephthalic acid by AMCO process consists of two steps– oxidation of p-xylene to crude terephthalic acid and purification of crude terephthalic acid by crystallisation.
Crude Terephthalic Acid
- Oxidation Section
- Crystallization Section
- Separation & Drying Section
- Off-gases Recovery Section
- Solvent Recovery Section
- Catalyst Recovery Section
Pure Terephthalic Acid
- Feed Preparation Section
- Reactor Section
- Crystallization Section
- Separation & Drying Section
- PTA Storage & Warehouse
Oxidation of P-XYLENE: P-Xylene is oxidised with air at 20 atm pressure and 200-210 oC temperature in presence of catalyst cobalt acetate, manganese acetate and hydrobromic acid as promoter. Reaction involve in manufacturing process is shown in Figure M-VIII 6.1. Figure M-VIII 6.2 illustrates the process technology for PTA.
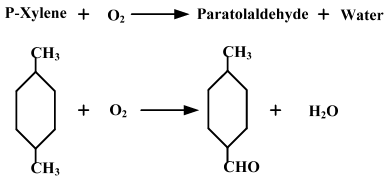
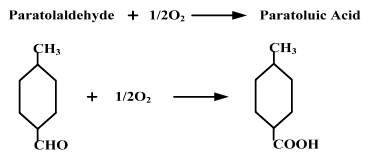
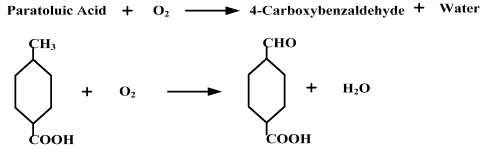
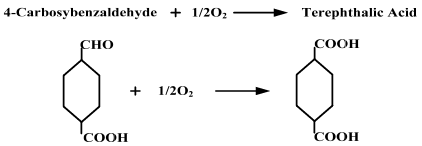
Figure M-VIII 6.1: Reaction Involve in PTA Manufacturing from P-xylene
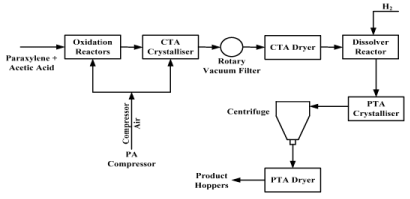
Figure M-VIII 6.2: Process Technology for Purified Terephthalic Acid
Henkel has described a process for manufacturing of PTA which is shown in Figure M-VIII 6.3
Henkel I Process
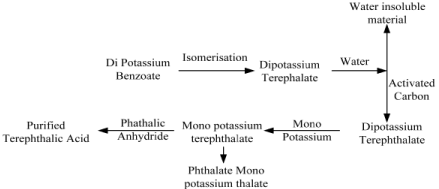
HenKel II Process
Disproportionation
Benzoic acid → Potassium Benzo ate → Di-potassium benzoate
Di-potassium benzoate+ H2SO4 → Purified terepht halic acid
Potassium recovery
Figure M-VIII 6.3: Purified Terephthalic Acid by Henkel Process
|
69 videos|121 docs
|
FAQs on Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) - Chemical Technology - Chemical Engineering
| 1. What is DMT and how is it used in chemical engineering? |  |
| 2. What is the significance of terephthalic acid in the production of polyester? | |
| 3. What is the difference between PET resin and PBT resin? | |
| 4. What are the main applications of polyester? | |
| 5. How is polyester manufactured on an industrial scale? | |



Dmt and Terephthalic Acid
,Pbt Resin (Part - 1) | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,Polyester
,Important questions
,practice quizzes
,Exam
,Pet Resin
,Previous Year Questions with Solutions
,Free
,Pet Resin
,Dmt and Terephthalic Acid
,study material
,mock tests for examination
,Semester Notes
,Objective type Questions
,Polyester
,Pet Resin
,Summary
,MCQs
,Viva Questions
,ppt
,Polyester
,past year papers
,Sample Paper
,Dmt and Terephthalic Acid
,video lectures
,Extra Questions
,Pbt Resin (Part - 1) | Chemical Technology - Chemical Engineering
,Pbt Resin (Part - 1) | Chemical Technology - Chemical Engineering
;






Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) Free PDF Download
Importance of Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1)
Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) Notes
Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) Chemical Engineering Questions
Study Dmt and Terephthalic Acid, Polyester, Pet Resin, Pbt Resin (Part - 1) on the App
|
© EduRev
|
Education Revolution
|



|





