
Best Study Material for Chemical Engineering Exam
Chemical Engineering Exam > Chemical Engineering Notes > Chemical Technology > Hydro Processing
Hydro Processing | Chemical Technology - Chemical Engineering PDF Download
8.1 Introduction
- In this lecture, we present a brief overview of the hydroprocessing operations in the petroleum refinery. The hydroprocessing operations mainly involve hydrotreating and hydrocracking units.
- From reforming and cracking reactions, the gasoline yields have been predominantly increased. However, their quality has not been addressed.
- Gasoline and other products from intermediate operations have good number of undesired materials.
- The undesired materials mainly include (a) organic sulphur containing compounds (b) organic nitrogen containing compounds and (c) metals.
- Other undesired materials include olefins (double bond compounds) and metals.
- The sulphur removal from various refinery intermediate process streams is desired for several reasons. Firstly, the fuel specifications with lower sulphur content should be met. Secondly, the shelf life of sulphur sensitive platinum catalysts need to be increased.
- Similarly, nitrogen removal from various process streams is desired to improve yields, reduce catalyst poisoning, reduce NOx formation in combustion etc.
- The metals such as Vanadium and Nickel need to be removed as they tend to poison the catalyst and can cause environmental problems after combustion.
- The olefin removal is primarily desired to obtain clean products after combustion. Other than this, the formation of polymeric (gum type) compounds in fuel combustion be avoided.
- Aromatics removal is desired primarily to meet the desired specifications.
8.2 Definitions of hydroprocessing, hydrotreating and hydrocracking
- In hydroprocessing, feedstocks are sent to a catalytic reactor in the presence of hydrogen.
- Depending upon the intensity of the hydroprocessing operation, the hydroprocessing is termed as hydrotreating or hydrocracking.
- During hydrotreating, sulphur and nitrogen concentration in the final products is reduced along with the saturation of olefins and aromatics. However, boiling range of the final products will be similar to that of the feed stock.
- During hydrocracking, heavier molecules react with hydrogen to generate lighter hydrocarbons.
8.3 Hydrotreating
8.3.1 Introduction
- In hydrotreating, sulphur, nitrogen and metals removal is targeted along with the saturation of olefins and aromatics. Thus the operating conditions of the hydrotreater unit will be the same for the simultaneous removal of S, N & O as H2S, NH3, H2O respectively. These products will be separated in the off gas and the off gas will be further subjected to gas treating.
- The boiling point range of the products is not significantly different from that of the feedstocks.
- From chemistry perspective, inorganic sulphur is converted to H2S. Organic sulphur compounds such as mercaptans, sulphides, disulphides, thiophenes are converted to corresponding saturated hydrocarbons along with the generation of H2S. Similarly, denitification reactions also take place during hydrotreating in which compounds such as pyrrole, pyridine and quinoline are convered to saturated hydrocarbons. Ammonia is generated as a byproduct in the denitrification reactions.
- The olefins are converted to both cyclic and non-cyclic saturated hydrocarbons. Similarly, aromatic hydrocarbons such as toluene, naphthalene and tetrahydronaphthalene are converted to corresponding cyclic hydrocarbon compounds
- The removal of vanadium and nickel is usually difficult. This is due to the reason that they are held within asphaltene molecules and intense operating conditions (higher T, P and molar ratio of hydrogen to hydrocarbon feed) are required.
8.3.2 Process Conditions
- Depending upon the feed conditions, the operating conditions are
- Temperature: 290 430oC
- Pressure: 7 – 180 bar
- Higher pressure and temperature are used when heavier feed stocks are used.
- Catalysts: Cobalt, Molbdenum catalysts are used when effective sulphur removal is targeted. Nickel, molybdenum catalysts are used when effective nitrogen removal is targeted
- The hydrotreating reactions are exothermic and therefore, the reactor product needs to be cooled.
8.3.3 Process Technology for Naphtha & Gas oil hydrotreating (Figure 8.1)
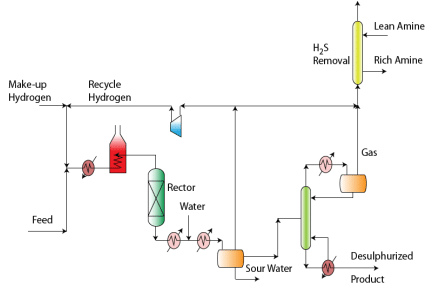
Figure 8.1 Flow sheet of Naptha and Gas Oil hydrotreating
- Feed is mixed with recycle hydrogen stream
- Sent to heat exchange in a furnace for heating the same
- Eventually the heated feed mixture is sent to the hydrotreating packed bed reactor
- The reactor outlet is cooled and mixed with water.
- Eventually the water mixed reactor stream is further cooled and sent to a phase separator.
- The phase separator splits the feed stream to three separate streams namely a gas phase stream, an organic stream and an aqueous stream.
- The aqueous stream is rich of H2S and NH3 and will be sent out to a sour water processing unit to recover H2S and NH3. The sour water processing unit uses amine based absorption technology to recover H2S.
- The hydrotreated product is the organic stream enters a fractionator to stabilize the hydrotreated product. Eventually the stabilizing fractionator produces a gas stream from the partial condenser consisting of H2, C1-C4, H2S and NH3.
- The gas stream emanating from the phase separator consists of 60 – 90 % H2. Majority of this stream is recycled using a compressor to mix with the makeup hydrogen and enter the heat exchanger and furnaces. The other part of the gas stream from the phase separator is purged to mix with the gas generated from the fractionators and enter the absorption unit for H2S removal.
- When high sulphur feeds are used, H2S removal is carried out by placing an additional absorber unit (with amine as an absorbent) to reduce higher concentrations of H2S in the gas stream. In this case, a purge stream is allowed to balance off the additional gas available as another by product from the process.
8.3.4 Process technology for Residue hydrotreating
- Heavier hydrocarbon hydrotreating is carried out using guard reactors
- Guard reactors have catalysts with larger pore size first and then have decreasing pore size along the reactor length.
- The guard reactors are followed with conventional packed bed reactors.
- This is due to the reason that heavier fractions could form coke and damage the catalyst totally.
- Here, Nickel and Vanadium would stay back on the surface of the catalyst
- Except the guard reactors, the remaining flow sheet for residue hydrotreating remains the same. Live steam is used in the fractionator and unstablized naphtha is produced as one of the products in the residue hydrotreating process.
8.4 Hydrocracking
8.4.1 Process summary
- Cycle oils and coker distillates are the typical feedstocks
- High quality jet fuel and diesel production is targeted
- Overall reaction is exothermic
- Cracking is promoted on silica-alumina sites of the catalyst. Hydrogenation promoted by palladium, molybdenum sulphide or tungsten sulphide compounds
- Since catalyst gets poisoned with organic nitrogen compounds, hydrotreater catalytic reactors are used before hydrocracking reactors to safeguard the hydrocracking catalysts
- Excess hydrogen also aids in preventing catalyst coking.
- Operating conditions of the hydrocracking reactor: 340 – 425 oC and 70 – 200 bar
8.4.2 Process Technology (Figure 8.3)
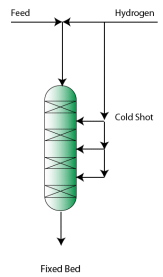
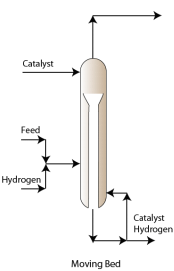
Figure 8.2 Fixed Bed and Moving Bed
- Reactors use fixed or moving bed reactors in which fixed beds are more common.
- Packed beds: Cold shot reactors are used in which cold H2 is used to cool the hot streams. Guard reactors are used before hydrocracking catalyst within the reactor column itself
- Moving beds: Feed allows movement of the catalyst for good mixing.
- After reaction, the product gets mixed with water and enters a three phase separator.
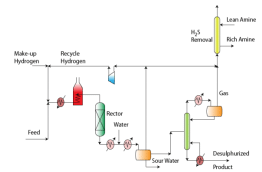
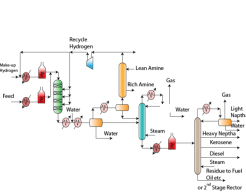
Figure 8.3 Flow sheet of hydrocracking
- The three phase separator generates three streams namely sour water stream, organic stream and a gas stream.
- The gas stream again enters a phase separator to remove entrained organic stream after cooling.
- The gas stream is subjected to H2S removal using amine scrubber. The organic stream eventually enters a steam stripper further stabilize the organic stream. In this fractionator, a gas stream and a sour water stream are generated.
- Eventually, the stabilized organic stream is sent to a multi-product fractionators to generate light naphtha, heavy naphtha, kerosene, diesel and residue. Steam is used to enhance the product quality.
8.4.3 Technical questions
1. Why the phase separator emanates two streams?
Ans: Here, the principle of maximizing H2S, NH3 removal by absorption into water is facilitated. All other hydrocarbons and hydrogen do not have much solubilities in water when compared to these two gases. Usually, a phase separator is assumed to produce two phases namely gas or liquid or two separate liquids based on densities. But here, due to injection of water and cooling, three phases are existent. These are gas (hydrogen rich), water (NH3 and H2S rich) and the hydrotreated product (H2S and H2 lean).
2. Explain why one heat exchanger is used before mixing water and one is used after mixing?
Ans: This is a very intelligent question. After years of research and process simulation studies, such optimal conditions of mixing and cooling have been obtained. Cooling the reactor product first is targeted for mixing and cooling after mixing is targeted to maximize solubilities of NH3 and H2S in the water stream.
3. Can we use steam instead of reboiler in the fractionator?
Ans: This is also an important question. Steam utilization instead of reboilers is usually carried out for heavier hydrocarbons but not for the light hydrocarbons such as naphtha and gas oil. This is to ensure that lighter hydrocarbons are easily stripped from the heavier desulphurized product and good product quality is obtained in the top and bottom products of the fractionators.
4. Do we produce only gas when steam stripping facilitiated in the fractionators?
Ans: No, we produce three products from the partial condenser of the fractionator. These are (a) sour water (steam condenses to form water), unstabilized naphtha (this will again enter a stabilization unit) and a gas stream.
5. Comment upon hydrogen requirements for various hydrotreatingfeedstocks?
Ans: Depending upon the feedstocks, hydrotreatingfeedstocks would be fed with variant hydrogen requirements. For straight run naphtha, the H2/Naphtha feed ratio is 1.4 – 5.7 Nm3 /bbl of feed. For Gas oil, it is 5.5 – 16 Nm3 /bbl feed. For kerosene, it is 2.7 – 11.2 Nm3 /bbl feed.
6. Why two phase separators are used for the reactor product in hydrocracking flowsheet?
Ans: The first phase separator provides three streams based on its temperature and pressure. However, when the temperature of the gas stream is again reduced, again two phase streams would emanate. This is due to the heat removal and due to this reason, adiabatic flash conditions would exist and two streams would be generated. The second phase separator could be optional as well, but it will affect the catalyst performance. Long term performance studies along with process simulation studies provide such minor changes in the process flow sheet which are important to eventually phase out long term profitability of the hydrocracking flow sheet.
The document Hydro Processing | Chemical Technology - Chemical Engineering is a part of the Chemical Engineering Course Chemical Technology.
All you need of Chemical Engineering at this link: Chemical Engineering
|
69 videos|121 docs
|


FAQs on Hydro Processing - Chemical Technology - Chemical Engineering
| 1. What is hydro processing in chemical engineering? |  |
| 2. What are the main objectives of hydro processing? | |
The main objectives of hydro processing are to remove impurities, such as sulfur, nitrogen, and metals, from the hydrocarbon feedstock. It also aims to upgrade the quality of the feedstock by increasing its cetane number or octane number, reducing its sulfur content, and improving its stability. Additionally, hydro processing helps to increase the yield of valuable products, such as gasoline, diesel, and aviation fuels.
| 3. How does hydro processing work? | |
Hydro processing works by introducing the hydrocarbon feedstock and hydrogen into a reactor under high pressure and temperature conditions. The feedstock and hydrogen react with catalysts, which help to facilitate the desired chemical reactions. In hydrocracking, for example, the feedstock is broken down into smaller molecules through the addition of hydrogen, while in hydrotreating, impurities are removed through various chemical reactions with hydrogen.
| 4. What is the role of catalysts in hydro processing? | |
Catalysts play a crucial role in hydro processing as they help to facilitate the desired chemical reactions. They are typically made up of metals, such as nickel, cobalt, or molybdenum, supported on a high-surface-area material like alumina or zeolite. The catalysts provide active sites for the reactions to occur, lower the activation energy required for the reactions, and enhance the selectivity of the desired products.
| 5. What are the challenges in hydro processing? | |
Some challenges in hydro processing include the deactivation of catalysts due to fouling or poisoning by impurities present in the feedstock. The high pressure and temperature conditions required for these processes also impose significant operational and safety challenges. Additionally, the cost of hydrogen, as well as the complexity of the process design and control, are also important considerations in hydro processing.
Related Exams
About this Document

4.77/5
Rating

Apr 02, 2025
Last updated
Document Description: Hydro Processing for Chemical Engineering 2025 is part of Chemical Technology preparation.
The notes and questions for Hydro Processing have been prepared according to the Chemical Engineering exam syllabus. Information about Hydro Processing covers topics
like and Hydro Processing Example, for Chemical Engineering 2025 Exam. Find important definitions, questions, notes, meanings, examples, exercises and tests below for Hydro Processing.
Introduction of Hydro Processing in English is available as part of our Chemical Technology
for Chemical Engineering & Hydro Processing in Hindi for Chemical Technology course.
Download more important topics related with notes, lectures and mock test series for Chemical Engineering
Exam by signing up for free. Chemical Engineering: Hydro Processing | Chemical Technology - Chemical Engineering
Description
Full syllabus notes, lecture & questions for Hydro Processing | Chemical Technology - Chemical Engineering - Chemical Engineering | Plus excerises question with solution to help you revise complete syllabus for Chemical Technology | Best notes, free PDF download
Information about Hydro Processing
In this doc you can find the meaning of Hydro Processing defined & explained in the simplest way possible. Besides explaining types of
Hydro Processing theory, EduRev gives you an ample number of questions to practice Hydro Processing tests, examples and also practice Chemical Engineering
tests

Related Searches
past year papers
,video lectures
,study material
,mock tests for examination
,Viva Questions
,Sample Paper
,Semester Notes
,Extra Questions
,Exam
,Hydro Processing | Chemical Technology - Chemical Engineering
,Hydro Processing | Chemical Technology - Chemical Engineering
,Summary
,Previous Year Questions with Solutions
,practice quizzes
,MCQs
,Free
,shortcuts and tricks
,Objective type Questions
,Hydro Processing | Chemical Technology - Chemical Engineering
,Important questions
,ppt
;






Additional Information about Hydro Processing for Chemical Engineering Preparation
Hydro Processing Free PDF Download
The Hydro Processing is an invaluable resource that delves deep into the core of the Chemical Engineering exam.
These study notes are curated by experts and cover all the essential topics and concepts, making your preparation more efficient and effective.
With the help of these notes, you can grasp complex subjects quickly, revise important points easily,
and reinforce your understanding of key concepts. The study notes are presented in a concise and easy-to-understand manner,
allowing you to optimize your learning process. Whether you're looking for best-recommended books, sample papers, study material,
or toppers' notes, this PDF has got you covered. Download the Hydro Processing now and kickstart your journey towards success in the Chemical Engineering exam.
Importance of Hydro Processing
The importance of Hydro Processing cannot be overstated, especially for Chemical Engineering aspirants.
This document holds the key to success in the Chemical Engineering exam.
It offers a detailed understanding of the concept, providing invaluable insights into the topic.
By knowing the concepts well in advance, students can plan their preparation effectively.
Utilize this indispensable guide for a well-rounded preparation and achieve your desired results.
Hydro Processing Notes
Hydro Processing Notes offer in-depth insights into the specific topic to help you master it with ease.
This comprehensive document covers all aspects related to Hydro Processing.
It includes detailed information about the exam syllabus, recommended books, and study materials for a well-rounded preparation.
Practice papers and question papers enable you to assess your progress effectively.
Additionally, the paper analysis provides valuable tips for tackling the exam strategically.
Access to Toppers' notes gives you an edge in understanding complex concepts.
Whether you're a beginner or aiming for advanced proficiency, Hydro Processing Notes on EduRev are your ultimate resource for success.
Hydro Processing Chemical Engineering Questions
The "Hydro Processing Chemical Engineering Questions" guide is a valuable resource for all aspiring students preparing for the
Chemical Engineering exam. It focuses on providing a wide range of practice questions to help students gauge
their understanding of the exam topics. These questions cover the entire syllabus, ensuring comprehensive preparation.
The guide includes previous years' question papers for students to familiarize themselves with the exam's format and difficulty level.
Additionally, it offers subject-specific question banks, allowing students to focus on weak areas and improve their performance.
Study Hydro Processing on the App
Students of Chemical Engineering can study Hydro Processing alongwith tests & analysis from the EduRev app,
which will help them while preparing for their exam. Apart from the Hydro Processing,
students can also utilize the EduRev App for other study materials such as previous year question papers, syllabus, important questions, etc.
The EduRev App will make your learning easier as you can access it from anywhere you want.
The content of Hydro Processing is prepared as per the latest Chemical Engineering syllabus.
|
© EduRev
|
Education Revolution
|



|











Signup to see your scores
go up within 7 days!
Access 1000+ FREE Docs, Videos and Tests
Takes less than 10 seconds to signup