Types & Uses: Riveted Joints | Design of Machine Elements - Mechanical Engineering PDF Download

1. Rivets as permanent joints:
Often small machine components are joined together to form a larger machine part. Design of joints is as important as that of machine components because a weak joint may spoil the utility of a carefully designed machine part.
Mechanical joints are broadly classified into two classes viz., nonpermanent joints and permanent joints.
Non-permanent joints can be assembled and dissembled without damaging the components. Examples of such joints are threaded fasteners (like screw-joints), keys and couplings etc.
Permanent joints cannot be dissembled without damaging the components. These joints can be of two kinds depending upon the nature of force that holds the two parts. The force can be of mechanical origin, for example, riveted joints, joints formed by press or interference fit etc, where two components are joined by applying mechanical force. The components can also be joined by molecular force, for example, welded joints, brazed joints, joints with adhesives etc.
Not until long ago riveted joints were very often used to join structural members permanently. However, significant improvement in welding and bolted joints has curtained the use of these joints. Even then, rivets are used in structures, ship body, bridge, tanks and shells, where high joint strength is required.
2. Rivets and Riveting:
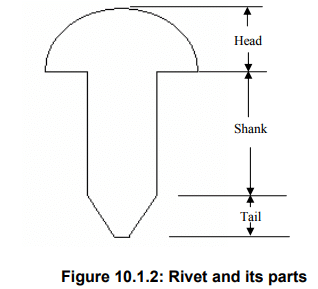
A Rivet is a short cylindrical rod having a head and a tapered tail. The main body of the rivet is called shank (see figure 10.1.1). According to Indian standard specifications rivet heads are of various types. Rivets heads for general purposes are specified by Indian standards IS: 2155-1982 (below 12 mm diameter) and IS: 1929-1982 (from 12 mm to 48 mm diameter). Rivet heads used for boiler works are specified by IS: 1928-1978. To get dimensions of the heads see any machine design handbook..
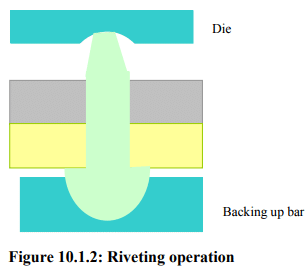
Riveting is an operation whereby two plates are joined with the help of a rivet. Adequate mechanical force is applied to make the joint strong and leak proof. Smooth holes are drilled (or punched and reamed) in two plates to be joined and the rivet is inserted. Holding, then, the head by means of a backing up bar as shown in figure 10.1.2, necessary force is applied at the tail end with a die until the tail deforms plastically to the required shape. Depending upon whether the rivet is initially heated or not, the riveting operation can be of two types:
(a) cold riveting riveting is done at ambient temperature and
(b) hot riveting rivets are initially heated before applying force. After riveting is done, the joint is heat-treated by quenching and tempering. In order to ensure leak-proofness of the joints, when it is required, additional operation like caulking is done .
Types of riveted joints and joint efficiency:
Riveted joints are mainly of two types
1. Lap joints
2. Butt joints
Lap Joints:
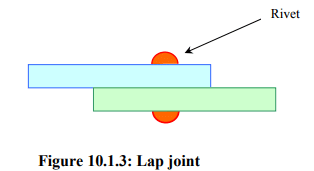
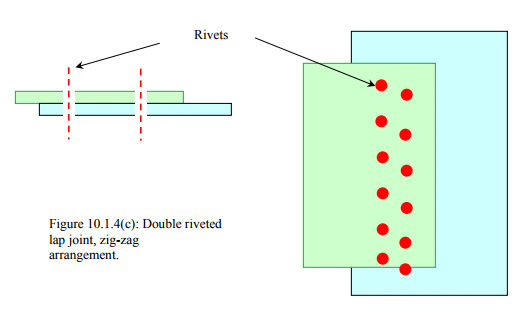
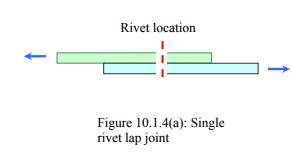
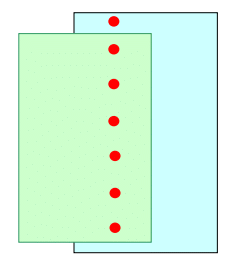
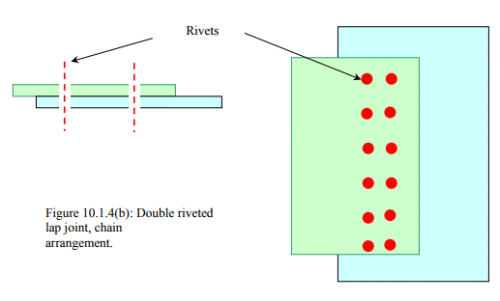
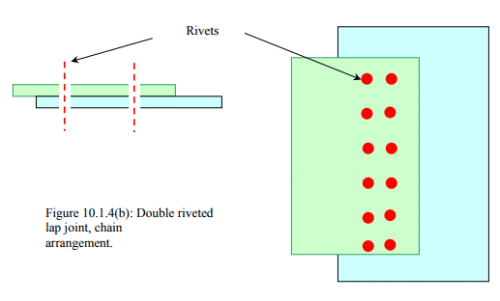
The plates that are to be joined are brought face to face such that an overlap exists, as shown in figure 10.1.3. Rivets are inserted on the overlapping portion. Single or multiple rows of rivets are used to give strength to the joint. Depending upon the number of rows the riveted joints may be classified as single riveted lap joint, double or triple riveted lap joint etc. When multiple joints are used, the arrangement of rivets between two neighbouring rows may be of two kinds. In chain riveting the adjacent rows have rivets in the same transverse line. In zig-zag riveting, on the other hand, the adjascent rows of rivets are staggered. Different types of lap joints are sketched in figure 10.1.4(a)-4(c).
Butt Joints
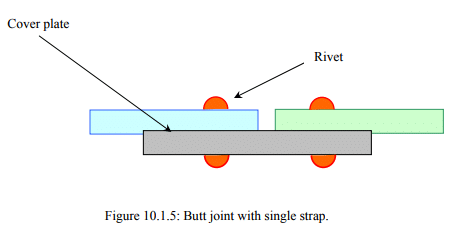
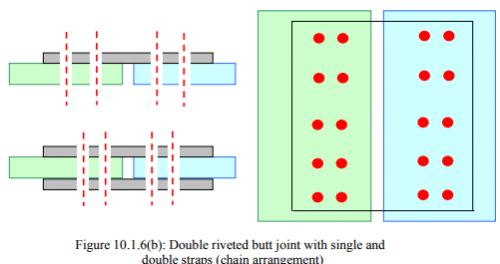
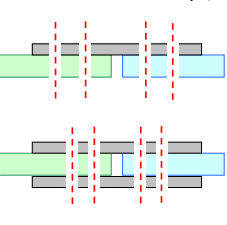
In this type of joint, the plates are brought to each other without forming any overlap. Riveted joints are formed between each of the plates and one or two cover plates. Depending upon the number of cover plates the butt joints may be single strap or double strap butt joints. A single strap butt joint is shown in figure 10.1.5. Like lap joints, the arrangement of the rivets may be of various kinds, namely, single row, double or triple chain or zigzag. A few types of joints are shown in figure 10.1.6(a)-6(c).
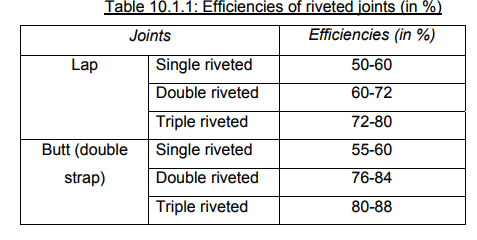
The strength of a rivet joint is measured by its efficiency. The efficiency of a joint is defined as the ratio between the strength of a riveted joint to the strength of an unrivetted joints or a solid plate. Obviously, the efficiency of the riveted joint not only depends upon the size and the strength of the individual rivets but also on the overall arrangement and the type of joints. Usual range of the efficiencies, expressed in percentiles of the commercial boiler joints are given in table-10.1.1.
Important terms used in riveted joints:
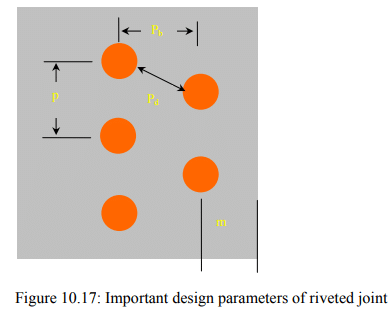
Few parameters, which are required to specify arrangement of rivets in a riveted joint are as follows:
a) Pitch: This is the distance between two centers of the consecutive rivets in a single row. (usual symbol p)
b) Back Pitch: This is the shortest distance between two successive rows in a multiple riveted joint. (usual symbol pt or pb )
c) Diagonal pitch: This is the distance between the centers of rivets in adjacent rows of zigzag riveted joint. (usual symbol pb )
d) Margin or marginal pitch: This is the distance between the centre of the rivet hole to the nearest edge of the plate. (usual symbol m)
These parameters are shown in figure 10.1.7.
|
51 videos|102 docs|77 tests
|
FAQs on Types & Uses: Riveted Joints - Design of Machine Elements - Mechanical Engineering
| 1. What is a riveted joint in mechanical engineering? |  |
| 2. What are the advantages of using riveted joints? | |
| 3. What are the limitations of riveted joints? | |
| 4. What are the different types of riveted joints? | |
| 5. What are the typical applications of riveted joints in mechanical engineering? | |



Exam
,Types & Uses: Riveted Joints | Design of Machine Elements - Mechanical Engineering
,study material
,Extra Questions
,MCQs
,Sample Paper
,practice quizzes
,past year papers
,Previous Year Questions with Solutions
,shortcuts and tricks
,Free
,video lectures
,Important questions
,ppt
,mock tests for examination
,Objective type Questions
,Types & Uses: Riveted Joints | Design of Machine Elements - Mechanical Engineering
,Viva Questions
,Summary
,Semester Notes
,Types & Uses: Riveted Joints | Design of Machine Elements - Mechanical Engineering
;






Types & Uses: Riveted Joints Free PDF Download
Importance of Types & Uses: Riveted Joints
Types & Uses: Riveted Joints Notes
Types & Uses: Riveted Joints Mechanical Engineering Questions
Study Types & Uses: Riveted Joints on the App
|
© EduRev
|
Education Revolution
|



|





