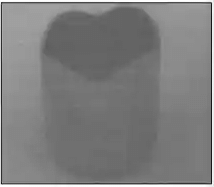
Q1: The "Earing" phenomenon in metal forming is associated with (a) deep drawing (b) rolling (c) extrusion (d) forging Ans: (a) Sol: Fig. Earning in a drawn steel cup, caused by the planar anisotropy of the sheet metal In deep drawing, the edges of cups may become wavy, called earing. Ears are objectionable on deep-drawn cups because they have to be trimmed off, as they serve no useful purpose, and interfere with further processing of the cup, resulting in scarp. Earing is caused by the planar anisotropy of the sheet metal, and the number of ears produced may be two, four or eight, depending on the processing history and microstructure of the material. If the sheet is stronger in the rolling direction than transverse to the rolling direction, and the strength varies uniformly with respect to orientation, then two ears will form. If the sheet has high strength at different orientations, then more ears will form.
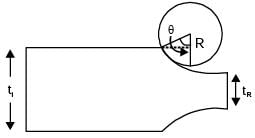
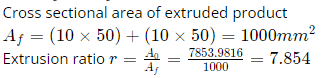
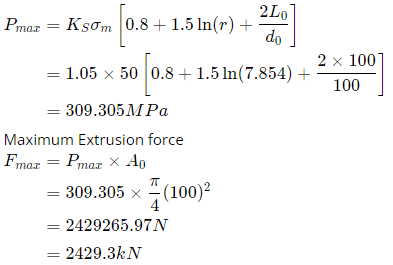
Q2: A cylindrical billet of 100 mm diameter and 100 mm length is extruded by a direct extrusion process to produce a bar of L-section. The cross sectional dimensions of this L-section bar are shown in the figure. The total extrusion pressure (p) in MPa for the above process is related to extrusion ratio (r) as where σm is the mean flow strength of the billet material in MPa, l is the portion of the billet length remaining to be extruded in mm, d0 is the initial diameter of the billet in mm, and K is the die shape factor. If the mean flow strength of the billet material is 50 MPa and the die shape factor is 1.05, then the maximum force required at the start of extrusion is ________ kN (round off to one decimal place). (2022 Set - 2)
Extrusion pressure will be maximum at the start of extrusion process where L0 = 100mm
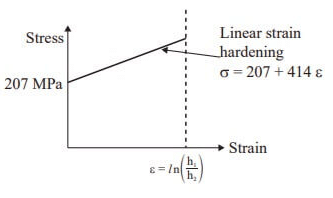
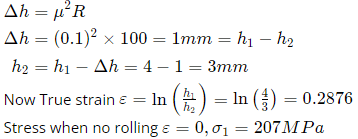
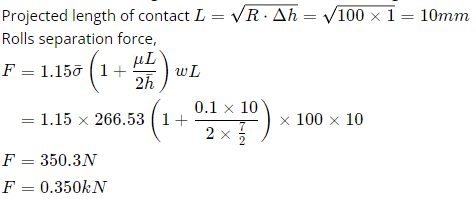
Q3: A 4 mm thick aluminum sheet of width w=100mm is rolled in a two-roll mill of roll diameter 200 mm each. The workpiece is lubricated with a mineral oil, which gives a coefficient of friction, μ=0.1. The flow stress (σ) of the material in MPa is σ=207+414ε , where ε is the true strain. Assuming rolling to be a plane strain deformation process, the roll separation force (F) for maximum permissible draft (thickness reduction) is _________ kN (round off to the nearest integer). where is average flow stress, L is roll-workpiece contact length, and is the average sheet thickness. (2022 Set - 1) (a) 0.12 (b) 0.35 (c) 0.55 (d) 0.85 Ans: (b) Sol: Initial thickness h1 =4 mm Width w=100 mm Roll Diameter D=200mm Roll Radius R=100mm Coefficient of Friction μ=0.1 Flow stress is given by σ=207+414ε
We have equation for maximum possible reduction is Stress when material is rolled to maximum possible extent Since Strain hardening characteristics is linear the average flow stress
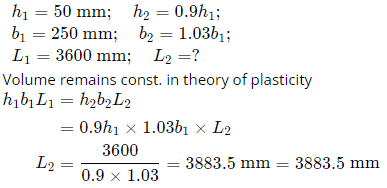
Q4: The thickness, width and length of a metal slab are 50 mm, 250 mm and 3600 mm, respectively. A rolling operation on this slab reduces the thickness by 10% and increases the width by 3%. The length of the rolled slab is ________mm (round off to one decimal place). (2021 Set 2)
Q5: The size distribution of the powder particles used in Powder Metallurgy process can be determined by (2021 Set 2) (a) Laser scattering (b) Laser reflection (c) Laser absorption (d) Laser penetration Ans: (a) Sol: Particle Size, Shape, and Distribution:
Particle size is generally controlled by screening, that is, by passing the metal powder through screens (sieves) of various mesh sizes. Several other methods also are available for particle-size analysis:
Sedimentation, which involves measuring the rate at which particles settle in a fluid.
Microscopic analysis, which may include the use of transmission and scanning- electron microscopy.
Light scattering from a laser that illuminates a sample, consisting of particles suspended in a liquid medium; the particles cause the light to be scattered, and a detector then digitizes the signals and computes the particle-size distribution.
Optical methods, such as particles blocking a beam of light, in which the particle is sensed by a photocell.
Suspending particles in a liquid and detecting particle size and distribution by electrical sensors.
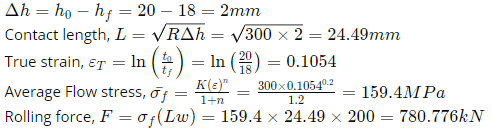
Q6: A 200 mm wide plate having a thickness of 20 mm is fed through a rolling mill with two rolls. The radius of each roll is 300 mm. The plate thickness is to be reduced to 18 mm in one pass using a roll speed of 50 rpm. The strength coefficient (K) of the work material flow curve is 300 MPa and the strain hardening exponent, n is 0.2. The coefficient of friction between the rolls and the plate is 0.1. If the friction is sufficient to permit the rolling operation then the roll force will be _____kN (round off to the nearest integer). (2021 set-1) (a) 780 (b) 652 (c) 365 (d) 985 Ans: (a) Sol: Given: Width of plate, w = 200 mm Thickness of plate, t0 =20mm Radius of roller, R = 300 mm Reduced thickness of plate in one pass, tf =18mm Rollers speed, N = 50 rpm Strength coefficient, (K) = 300 MPa Strain hardening exponent, n = 0.2 Coefficient of friction, μ=0.1 Find: Roll force (F)
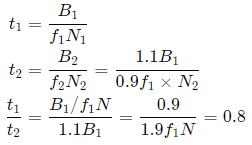
Q7: There are two identical shaping machines S1 and S2. In machine S2, the width of the workpiece is increased by 10% and the feed is decreased by 10%, with respect to that of S1. If all other conditions remain the same then the ratio of total time per pass in S1 and S2 will be __________ (round off to one decimal place). (2020 Set - 2) (a) 1.2 (b) 0.6 (c) 0.8 (d) 0.2 Ans: (c) Sol:
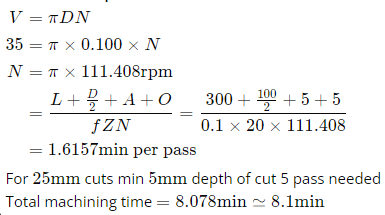
Q8: A slot of 25 mm x 25 mm is to be milled in a workpiece of 300 mm length using a side and face milling cutter of diameter 100 mm, width 25 mm and having 20 teeth. For a depth of cut 5 mm, feed per tooth 0.1 mm, cutting speed 35 m/min and approach and over travel distance of 5 mm each, the time required for milling the slot is_______ minutes (round off to one decimal place). (2020 Set -1) (a) 1.61 (b) 8.1 (c) 40.5 (d) 16.5 Ans: (b) Sol:
Q9: A strip of thickness 40 mm is to be rolled to a thickness of 20 mm using a two-high mill having rolls of diameter 200 mm. Coefficient of friction and arc length in mm, respectively are (2020 Set -1) (a) 0.45 and 38.84 (b) 0.39 and 38.84 (c) 0.39 and 44.72 (d) 0.45 and 44.72 Ans: (d) Sol:
Q10: The cold forming process in which a hardened tool is pressed against a workpiece (when there is relative motion between the tool and the workpiece) to produce a roughened surface with a regular pattern is (2019 Set - 2) (a) Roll forming (b) Strip rolling (c) Knurling (d) Chamfering Ans: (c) Sol: Knurling is the process of producing a straight angled cross lines by rolling using lathe machine. It is done by using one or more hard rollers that contain reverse of the pattern to be imposed.
Question for GATE Past Year Questions: Forming
Try yourself:By application of tensile force, the crosssectional area of bar P is first reduced by 30% and then by an additional 20%. Another bar Q of the same material is reduced in crosssectional area by 50% in a single step by applying tensile force.
After deformation, the true strain in bar P and bar Q will, respectively be
[PI 2008]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:A solid cylindrical stainless steel work piece of 200 mm diameter and 150 mm height. This component is reduced by 50% in height with flat die in open die forging. Assuming the flow stress of the material as 1000 MPa and the coefficient of friction to be 0.2 , the estimated forging force at the end of the stroke is
[PI 2006]
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Assertion (A): Cold working of metals results in increase of strength and hardness.
Reason (R): Cold working reduce the total number of dislocations per unit volume of the material
[PI 2005]
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Cold working produces the following effects
1. Stresses are set up in the material
2. Grain structure get distorted
3. Strength and hardness of the metal are increased
4. Surface finish is reduced
[PI 2003]
Explanation
Cold working affects materials in several ways:
Stresses build up within the material.
The grain structure becomes distorted.
The strength and hardness of the metal increase.
The surface finish deteriorates.
Therefore, the correct effects of cold working are options 1, 2, and 3.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
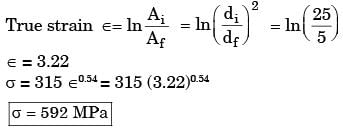
Try yourself:An annealed copper wire of 25 mm diameter is drawn into a wire of 5 mm diameter. The average yield stress in this operation if the curve of the material is given, σ = 315 ε0.54 MPa
[PI 1994]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Which one of the following manufacturing processes requires the provision of 'gutters'?
[PI 1994]
Explanation
Gutters are used to settle down excess material.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
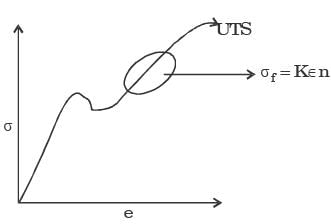
Try yourself:In a linearly hardening plastic material, the true stress beyond initial yielding
[ME 2018,Set-1]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:It is desired to make a product having T-shaped cross-section from a rectangular aluminium block. Which one of the following processes is expected to provide the highest strength of the product?
[ME 2017,Set-2]
Explanation
Metal forming of Aluminimum is easy because there is negligible strain hardening in Aluminium.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
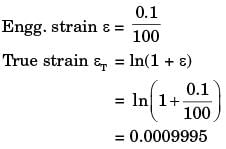
Try yourself:Engineering strain of a mild steel sample is recorded as 0.100%. The true strain is
[ME 2016,Set-3]
Explanation
εT in % = 0.0995%
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
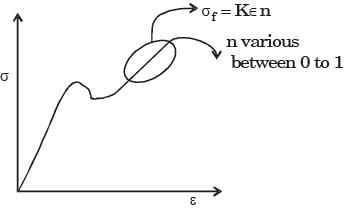
Try yourself:The strain hardening exponent n of stainless steel SS 304 with distinct yield and UTS values undergoing plastic deformation is
[ME 2015,Set-3]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The operation in which oil is permeated into the pores of a powder metallurgy product is known as
[ME 2011]
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The force requirement in a blanking operation of low carbon steel sheet is 5.0 kN. The thickness of the sheet is 't' and diameter of the blanked part is 'd'. For the same work material, if the diameter of the blanked part is increased to 1.5d and thickness is reduced to 0.4t, the new blanking force in kN is
[ME 2007]
Explanation
Let t be the shear stress
F = t × d × t = 5.0 kN
F1 = r × 1.5 d × 4 × t = .6 × 5 = 3 kN
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
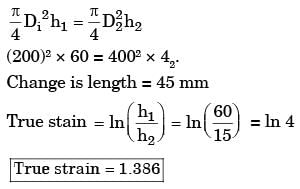
Try yourself:In open-die forging, a disc of diameter 200 mm and height 60 mm is compressed without any barreling effect. The final diameter of the disc is 400 mm. The true strain is
[ME 2007]
Explanation
Constancy of volume
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
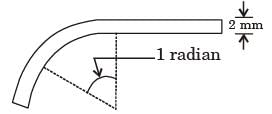
Try yourself:A 2 mm thick metal sheet is to be bent at an angle of one radian with a bend radius of 100 mm. If the stretch factor is 0.5, the bend allowance is
[ME 2005]
Explanation
Bend Allowance = a (R + Kt)
R = Bend inside Radius
K = 0.5 because R > 2t
t = sheet thickness
Bend allowance = 1 × (100 + 0.5 × 2) = 101 mm.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Ductility of material with work hardening
[ME 2002]
Explanation
Because with Deformation, material becomes stronger
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:A test specimen is stressed slightly beyond the yield point and then unloaded. Its yield strength
[ME 1995]
View Solution
Question for GATE Past Year Questions: Forming
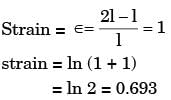
Try yourself:The true sliding strain for a low carbon Steel bar which is doubled in length by forging is
[ME 1992]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
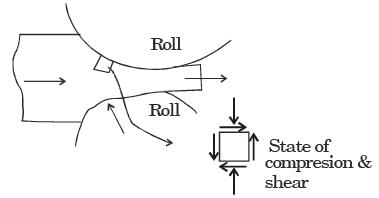
Try yourself:In a rolling process, the state of stress of the material undergoing deformation is
[PI 2013]
Explanation
Compression & Shear
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
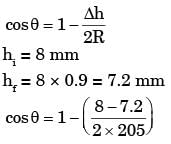
Try yourself:In a single pass rolling process using 410 mm diameter steel rollers, a strip of width 140 mm and thickness 8 mm undergoes 10% reduction of thickness. The angle of bite in radians is
[PI 2012]
Explanation
D = 410
R = 205
θ = 0.0624 radians
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
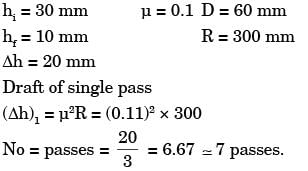
Try yourself:The thickness of a plate is reduced from 30 mm to 10 mm by successive cold rolling passes using identical rolls of diameter 600 mm. Assume that there is no change in width. If the coefficient of friction between the rolls and the workpiece is 0.1, the minimum number of passes required is
[PI 2011]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a rolling process, the roll separating force can be decreased by
[PI 2010]
Explanation
As roll diameter decreases for the same reduction the contact length decreases. So less force will be required.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Anisotropy in rolled components is caused by
[PI 2009]
Explanation
When a material having different value of property in different Direction, called as anisotropic material.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a rolling process, thickness of a strip is reduced from 4 mm to 3 mm using 300 mm diameter rolls rotating at 100 rpm. The velocity of the strip (in m/sec) at the neutral point is
[PI 2008]
Explanation
To determine the velocity of the strip at the neutral point in a rolling process, follow these steps:
First, identify the diameter of the rolls, which is 300 mm.
Calculate the circumference of the rolls using the formula: circumference = π × diameter.
Convert the diameter from millimetres to metres: 300 mm = 0.3 m.
Calculate the circumference: circumference = 3.14 × 0.3 m = 0.942 m.
Determine the rotational speed of the rolls: 100 rpm (revolutions per minute).
Convert rpm to revolutions per second: 100 rpm ÷ 60 = 1.67 rps.
Calculate the strip velocity at the roll surface: velocity = circumference × revolutions per second.
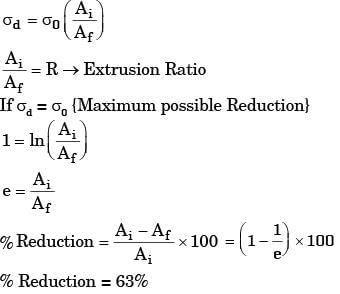
Try yourself:The maximum possible percentage reduction in area per pass during wire drawing of an ideal plastic material without friction is of the order of
[PI 2007]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:A copper strip of 200 mm width and 300 mm thickness is to be rolled to a thickness of 295 mm. The roll of radius 300 mm rotates at 100 rpm. The average shear strength of the work material is 180 MPa. The roll strip contact length and the roll force are
[PI 2006]
Explanation
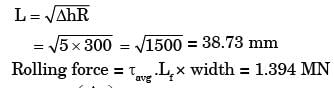
hi = 300 mm hf = 295 mm
Δh = hi - hf = 5 mm
R = 300 mm, N = 100 rpm.
tavg = 180 MPa
Roll strip contact length
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:If the elongation factor during rolling of an ingot is 1.22. The minimum number of passes needed to produce a section 250 x 250 mm from an ingot of 750 × 750 mm are
[PI 1992]
Explanation
Let n → number of passes
(1 – 22)n = 9 n/n
1.22 = 9
n = 11.04
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Thread rolling is restricted to
[PI 1992]
Explanation
Intricate Deformation can take place only in Ductile material.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The blank diameter used in thread rolling will be
[PI 1989]
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The cold forming process in which a hardened tool is pressed against a workpiece (when there is relative motion between the tool and the workpiece) to produce a roughened surface with a regular pattern is
[ME 2019,Set-2]
Explanation
Knurling: It is a process of impressing a diamond shaped or straight line pattern on the surface by a workpiece by using specially shaped hardened metal wheels to improve its appearance and to provide a better gripping surface.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:With respect to metal working, match Group A with Group B: Group A
P. Defect in extrusion
Q. Defect in rolling
R. Product of skew rolling
S. Product of rolling through cluster mill
Group B
I. alligatoring
II. scab
III.fish tail
IV. seamless tube
V. thin sheet with tight tolerance
VI. semi-finished balls of ball bearing
[ME 2014,Set-2]
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a rolling process, the state of stress of the material undergoing deformation is
[ME 2013]
Explanation
The material (metals) is subjected to high compressive stress as a resort of friction between the roll and the metal suface.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a single pass rolling process using 410 mm diameter steel rollers, a strip of width 140 mm and thickness 8 mm undergoes 10% reduction of thickness. The angle of bite in radians is
[ME 2012]
Explanation
ΔH = D (1 - cos α)
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:A solid cylinder of diameter 100 mm and height 50 mm is forged between two frictionless flat dies to a height of 25 mm. The percentage change in diameter is
[ME 2012]
Explanation
From in compressibility,
Percentage change in diameter
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The maximum possible draft in cold rolling of sheet increases with the
[ME 2011]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
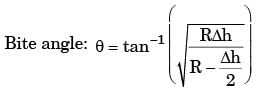
Try yourself:The thickness of a metallic sheet is reduced from an initial value of 16 mm to a final value of 10 mm in one single pass rolling with a pair of cylindrical rollers each of diameter of 400 mm. The bite angle in degree will be
Try yourself:A 4 mm thick sheet is rolled with 300 mm diameter rolls to reduce thickness without any change in its width. The friction coefficient at the work-roll interface is 0.1. The minimum possible thickness of the sheet that can be produced in a- single pass is
[ME 2006]
Explanation
Given, Initial thickness of sheet,
ti = 4 mm = 4 × 10–3 m
Diameter of roll,
D = 300 mm = 0.3 m
Frictional coefficient at work-roll interface,
μ = 0.1
Let tf = Final thickness of sheet after rolling
For single pass without slipping minimum possible thickness,
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a rolling process, sheet of 25 mm thickness is rolled to 20 mm thickness. Roll is of diameter 600 mm and it rotates at 100 rpm. The roll strip contact length will be
[ME 2004]
Explanation
Given: t1 = 25 mm,
tf = 20 mm
R = 300 mm, N = 100 r.p.m
Angle subtended by the deformed zone at the roll center,
∴ Roll strip contact length =
θ.R = 0.129 × 300 = 38.72 mm
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Hot rolling of mild steel is carried out
[ME 2002]
Explanation
Hot working is carried out at above Recrystallization temperature.
Hot working > 0.6 Tm
and Recrystallization Temp = 0.5 Tm
Tm = melting point.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
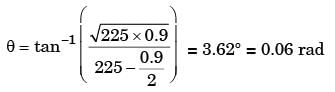
Try yourself:A strip with cross-sectional area 150 mm × 4.5 mm is being rolled with 20% reduction of area using 450 mm diameter rollers. The angle subtended by the deformation zone at the roll centre is (in radians)
[ME 1998]
Explanation
From question, we have 20% reduction in crosssectional area
150 × 4.5 × 0.8 = 150 × h
h = 3.6 mm
Δ = 4.5 – 3.6 = 0.9 mm
Given, R = 450/2 = 225 mm
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
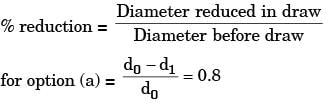
Try yourself:A wire of 0.1 mm dia is drawn from a rod of 15 mm diameter dies giving reductions of 20%, 40% and 80% are available. For minimum error in the final size, the number of stages and reduction at each stage respectively would be
[ME 1996]
Explanation
d1 = 0.2d0 Given, d0 = 15 mm, we get d1 = 3 mm
Similarly, after 2nd pass, we get d2 = 0.6 mm and after 3rd pass, we get d3 = 0.12 mm For option (b), 1st 3 stages are same as in option (a), in 4th pass we have
⇒ d5 = 0.8 d4 = 0.8 × 0.216 = 0.1728 mm
Ouptput in option (b) is closest to the desired diameter of 0.1 mm.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The extrusion processes used for the production of toothpaste tubes is/are
Collapsible tube are made by impact extrusion ex. Toothpaste tube, Battery case.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:A moving mandrel is used in
[PI 1994]
Explanation
Tube drawing with moving mandrel.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Semi brittle materials can be extruded by
[PI 1990]
Explanation
Hydrostatic stresses increases the ductility of Brittle material.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:Collapsible tubes are made by
[Pl 1989]
Explanation
Collapsible tubes are made by extrusion process.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
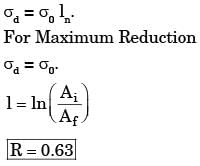
Try yourself:The maximum reduction in cross-sectional area per pass (R) of a cold wire drawing process is R = 1 – e–(n + 1)
where n represents the strain hardening coefficient. For the case of a perfectly plastic material, R is
[ME 2018,Set-1]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:In a two-stage wire drawing operation, the fractional reduction (ratio of change in crosssectional area to initial cross-sectional area) in the first stage is 0.4. The fractional reduction in the second stage is 0.3. The overall fractional reduction is
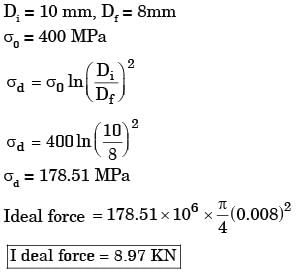
Try yourself:In a wire drawing operation, diameter of a Steel wire is reduced from 10 mm to 8 mm. The mean flow stress of the material is 400 MPa. The ideal force required for drawing (ignoring friction and redundant work) is
[ME 2006]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
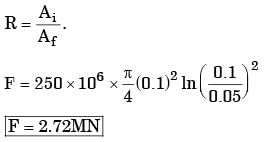
Try yourself:A brass billet is to be extruded from its initial diameter of 100 mm to a final diameter of 50 mm. The working temperature of 700°C and the extrusion constant is 250 MPa. The force required for extrusion is
[ME 2003]
Explanation
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:The process of hot extrusion is used to produce
[ME 1994]
Explanation
Aluminimum is ductile at higher temperature.
Report a problem
View Solution
Question for GATE Past Year Questions: Forming
Try yourself:For wire drawing operation, the work material should essentially be
[ME 1987]
Explanation
For wire drawing, work material should be ductile in nature.
FAQs on GATE Past Year Questions: Forming - Manufacturing Engineering - Mechanical Engineering
1. What is mechanical engineering and what are some common applications of it?
Ans. Mechanical engineering is a branch of engineering that deals with the design, analysis, and manufacturing of mechanical systems. Some common applications of mechanical engineering include automotive design, aerospace engineering, robotics, and HVAC systems.
2. What are the different fields of specialization within mechanical engineering?
Ans. Some fields of specialization within mechanical engineering include thermal engineering, manufacturing engineering, automotive engineering, aerospace engineering, and mechatronics.
3. How can a mechanical engineer contribute to sustainable development and environmental protection?
Ans. Mechanical engineers can contribute to sustainable development and environmental protection by designing energy-efficient systems, developing renewable energy technologies, and implementing green manufacturing practices.
4. What are some key skills required to excel in the field of mechanical engineering?
Ans. Some key skills required to excel in the field of mechanical engineering include problem-solving abilities, strong analytical skills, creativity, attention to detail, and excellent communication skills.
5. What are some current trends and advancements in the field of mechanical engineering?
Ans. Some current trends and advancements in mechanical engineering include additive manufacturing (3D printing), artificial intelligence and machine learning in design and analysis, sustainable engineering practices, and the development of smart materials for various applications.

 where σm is the mean flow strength of the billet material in MPa, l is the portion of the billet length remaining to be extruded in mm, d0 is the initial diameter of the billet in mm, and K is the die shape factor.
where σm is the mean flow strength of the billet material in MPa, l is the portion of the billet length remaining to be extruded in mm, d0 is the initial diameter of the billet in mm, and K is the die shape factor.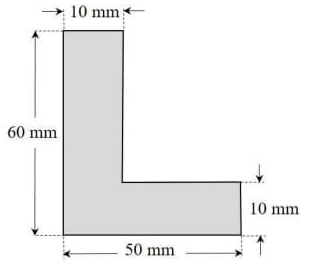

 where
where  is average flow stress, L is roll-workpiece contact length, and
is average flow stress, L is roll-workpiece contact length, and  is the average sheet thickness. (2022 Set - 1)
is the average sheet thickness. (2022 Set - 1)