Electron Beam Melting

What is Electron Beam Machining?
Electron Beam Machining (EBM) is a thermal process used to remove metal by utilising a high-energy electron beam. Electrical energy generates electrons that are accelerated and focused into a beam travelling at nearly half the speed of light (approximately 1.6 × 108 metres per second). This process is highly precise and is especially useful for micro-cutting applications.
Electron Beam Machining Diagram
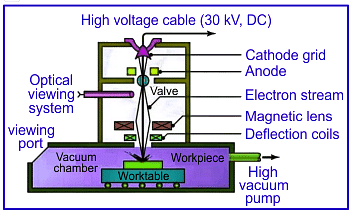 Electron Beam Machining
Electron Beam MachiningParts of Electron Beam Machining
Electron Gun:
- The electron gun is central to EBM. It contains a cathode, usually made of tungsten and connected to the negative terminal of a DC power supply, which emits electrons. These electrons are controlled by a negatively charged grid cup. The anode, connected to the positive terminal, accelerates the electrons to form the electron beam.
Vacuum Chamber:
- EBM operates in a vacuum chamber to prevent electrons from colliding with air molecules. The vacuum is maintained between 10-5 to 10-6 mm of mercury. A sealed door allows access to position the workpiece on the worktable. This vacuum environment is vital to preserve beam precision and effectiveness.
Focusing Lens:
- The focusing lens concentrates the electron beam onto a small spot, reducing its diameter to approximately 0.01 to 0.02 mm. This enables accurate and fine machining.
Electromagnetic Deflector Coil:
- The electromagnetic deflector coil directs the electron beam across different areas of the workpiece, allowing complex and precise machining paths.
Working of Electron Beam Machining
When a high DC voltage is applied to the tungsten filament, it heats up to about 2500°C and emits electrons. These electrons are shaped by the grid cup and accelerated towards the positively charged anode, reaching speeds close to half the speed of light (around 1.6 × 108 m/s) with voltages ranging from 50 to 200 kV. The process occurs within the vacuum chamber, where electrons pass through tungsten diaphragms and electromagnetic focusing lenses before striking the workpiece.
On striking the workpiece, the kinetic energy of electrons converts into intense heat, melting and vaporising the material rapidly. The electron beam has an extremely high power density (~6500 billion W/mm2) and operates in pulses ranging from 1 to 16,000 Hz, with pulse durations between 4 and 65,000 microseconds. The beam can be focused and switched off as needed, enabling continuous cutting operations.
A viewing device is integrated into the system to allow operators to monitor the machining process closely.
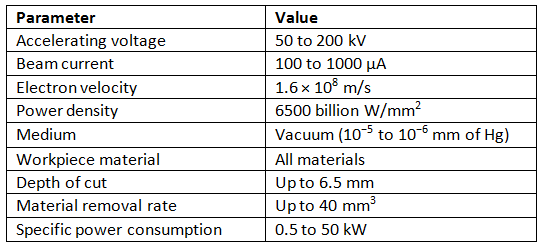
Characteristics of Electron Beam Machining Processes
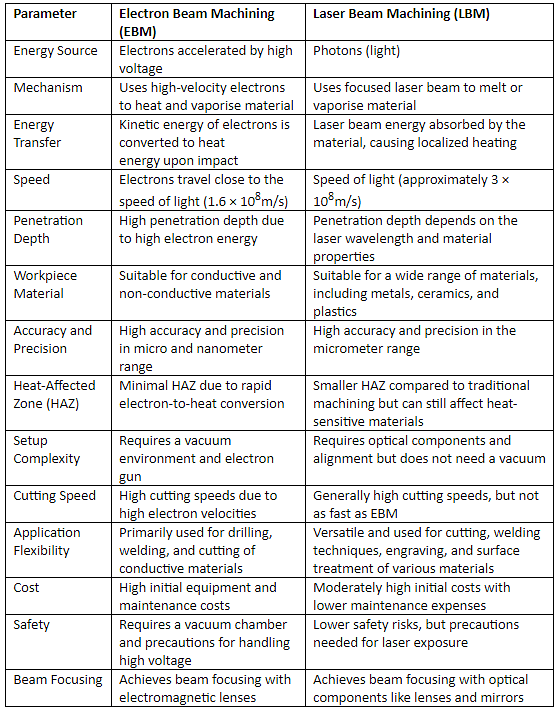
Difference between Electron Beam Machining and Laser Beam Machining
The table below compares electron beam machining with laser beam machining.
Advantages of Electron Beam Machining (EBM):
- Exceptional precision suitable for fine details.
- Minimal heat-affected zones, preserving material integrity.
- Effective for heat-sensitive and difficult-to-machine materials.
- No mechanical tool wear, reducing tooling costs.
- Minimal distortion of the workpiece.
- Capable of machining complex and intricate shapes.
- High material removal rates for deep cuts.
- No requirement for coolants or lubricants.
- Operates effectively in vacuum and high-temperature environments.
- Environmentally friendly due to absence of coolants and lubricants.
Disadvantages of Electron Beam Machining (EBM):
- Limited to conductive materials only.
- High initial investment and maintenance costs.
- Requires a vacuum environment, restricting workpiece size.
- Limited availability of skilled operators and equipment.
- Potential radiation hazards without adequate shielding.
- Slower material removal compared to some other machining methods.
- Complex setup and operation.
- High energy consumption.
- Surface finish may require additional processing.
Applications of Electron Beam Machining (EBM):
- Aerospace industry for precision components.
- Medical device manufacturing for intricate parts.
- Microelectronics for microfabrication tasks.
- Tool and die-making for complex moulds.
- Nuclear industry for specialised components.
- Automotive industry for engine and precision parts.
- Research and development for prototyping.
- Jewellery and watchmaking for fine designs.
- Military and defence for critical components.
- Space exploration for lightweight and precise structures.
FAQs on Electron Beam Melting
| 1. What is Electron Beam Machining (EBM)? |  |
| 2. What are the main components of Electron Beam Machining? | |
| 3. How does Electron Beam Machining work? | |
| 4. What are the characteristics of Electron Beam Machining processes? | |
| 5. How does Electron Beam Machining differ from Laser Beam Machining? | |



