GATE Mechanical (ME) Test: Cold Working, Recrystallisation, Rolling & Forging
MCQ Practice Test & Solutions: Test: Cold Working, Recrystallisation, Rolling & Forging - 2 (30 Questions)
You can prepare effectively for Mechanical Engineering GATE Mechanical (ME) Mock Test Series 2027 with this dedicated MCQ Practice Test (available with solutions) on the important topic of "Test: Cold Working, Recrystallisation, Rolling & Forging - 2". These 30 questions have been designed by the experts with the latest curriculum of Mechanical Engineering 2026, to help you master the concept.
Test Highlights:
- - Format: Multiple Choice Questions (MCQ)
- - Duration: 90 minutes
- - Number of Questions: 30
Sign up on EduRev for free to attempt this test and track your preparation progress.

For mild steel, the hot forging temperature range is
Detailed Solution: Question 1
Assertion (A): Hot working does not produce strain hardening.
Reason (R): Hot working is done above the re-crystallization temperature.
Reason (R): Hot working is done above the re-crystallization temperature.

A strip is to be rolled from a thickness of 30 mm to 15 mm using a two-high mill having rolls ofdiameter 300 mm. The coefficient of friction for unaided bite should nearly be
Detailed Solution: Question 3
Assertion (A): In a two high rolling mill there is a limit to the possible reduction in thickness in one pass.
Reason (R): The reduction possible in the second pass is less than that in the first pass.
Reason (R): The reduction possible in the second pass is less than that in the first pass.
Which one of the following is an advantage of forging?
Detailed Solution: Question 5
Consider the following statements related to forging:
1. Flash is excess material added to stock which flows around parting line.
2. Flash helps in filling of thin ribs and bosses in upper die.
3. Amount of flash depends upon forging force.
Q.
Which of the above statements are correct?
1. Flash is excess material added to stock which flows around parting line.
2. Flash helps in filling of thin ribs and bosses in upper die.
3. Amount of flash depends upon forging force.
Detailed Solution: Question 6
Hot rolling of mild steel is carried out
Assertion (A): There is good grain refinement in hot working.
Reason (R): In hot working physical properties are generally improved.
Reason (R): In hot working physical properties are generally improved.
Assertion (A): Plastic deformation in metals and alloys is a permanent deformation under load. This property is useful in obtaining products by cold rolling.
Reason (R): Plastic or permanent deformation in metal or alloy is caused by movement or dislocations.
Reason (R): Plastic or permanent deformation in metal or alloy is caused by movement or dislocations.
The blank diameter used in thread rolling will be
Detailed Solution: Question 10
Assertion (A): Rolling requires high friction which increases forces and power consumption.
Reason (R): To prevent damage to the surface of the rolled products, lubricants should be used.
Reason (R): To prevent damage to the surface of the rolled products, lubricants should be used.
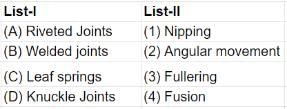
Match List I (Different systems) with List II (Associated terminology) and select the correct answer using the codes given below the Lists:

Detailed Solution: Question 12
Consider the following steps involved in hammer forging a connecting rod from bar stock:
1. Blocking 2 . Trimming 3. Finishing 4. Fullering 5. Edging
Q.
Which of the following is the correct sequence of operations?
1. Blocking 2 . Trimming 3. Finishing 4. Fullering 5. Edging
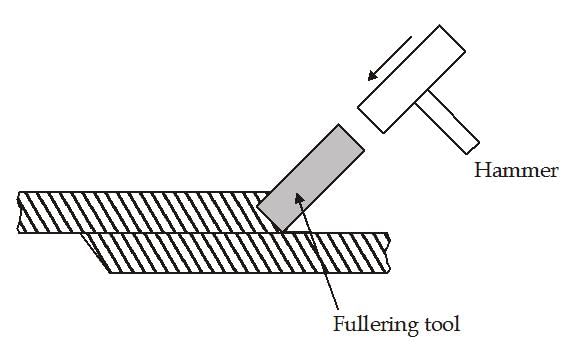
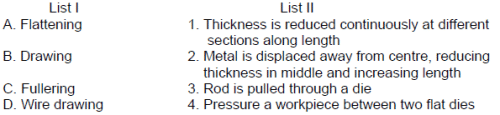
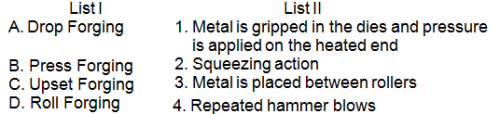
Match List I (Forging operations) with List II (Descriptions) and select the correct answer using the codes given below the Lists:
Codes: A B C D A B C D
(a) 3 2 1 4 (b) 4 1 2 3
(b) 3 1 2 4 (d) 4 2 1 3
In a rolling process, sheet of 25 mm thickness is rolled to 20 mm thickness. Roll is of diameter 600 mm and it rotates at 100 rpm. The roll strip contact length will be
Detailed Solution: Question 15

In a single pass rolling operation, a 20 mm thick plate with plate width of 100 mm, is reduced to 18 mm. The roller radius is 250 mm and rotational speed is 10 rpm. The average flow stress for the plate material is 300 MPa. The power required for the rolling operation in kWis closest to
An imaginary circle which by pure rolling action, gives the same motion as the actual gear,and is called
Consider the following operations involved in forging a hexagonal bolt from a round bar stock, whose diameter is equal to the bolt diameter:
1. Flattening 2. Upsetting 3. Swaging 4. Cambering
Q.
The correct sequence of these operations is
1. Flattening 2. Upsetting 3. Swaging 4. Cambering
Match List I (Type of Forging) with List II (Operation) and select the correct answer using the code given below the Lists:
Code:
A B C D A B C D
(a) 4 1 2 3 (b) 3 2 1 4
(c) 4 2 1 3 (d) 3 1 2 4
Assertion (A): In drop forging besides the provision for flash, provision is also to be made in the forging die for additional space called gutter.
Reason (R): The gutter helps to restrict the outward flow of metal thereby helping to fill thin ribs and bases in the upper die.
Reason (R): The gutter helps to restrict the outward flow of metal thereby helping to fill thin ribs and bases in the upper die.
Consider the following characteristics of rolling process:
1. Shows work hardening effect
2. Surface finish is not good
3. Heavy reduction in areas can be obtained
Q.
Which of these characteristics are associated with hot rolling?
2. Surface finish is not good
3. Heavy reduction in areas can be obtained
Rolling very thin strips of mild steel requires
Detailed Solution: Question 22
A strip with a cross-section 150 mm x 4.5 mm is being rolled with 20% reduction of areausing 450 mm diameter rolls. The angle subtended by the deformation zone at the roll centre is(in radian)
Detailed Solution: Question 23

Match List - I (products) with List - II (processes) and select the correct answer using the
codes given below the lists:
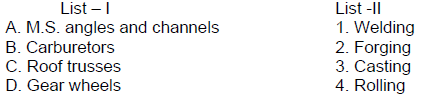
Codes: A B C D A B C D
(a) 1 2 3 4 (b) 4 3 2 1
(b) 1 2 4 3 (d) 4 3 1 2
codes given below the lists:
The bending force required for V-bending, U-bending and Edge-bending will be in the ratio of
Which one of the following processes is most commonly used for the forging of bolt heads of hexagonal shape?
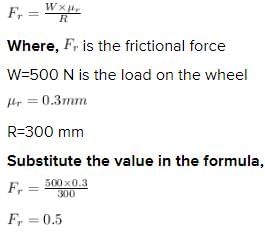
A steel wheel of 600 mm diameter rolls on a horizontal steel rail. It carries a load of 500 N.The coefficient of rolling resistance is 0.3 mm. The force in N, necessary to roll the wheel along the rail is
Detailed Solution: Question 27
In one setting of rolls in a 3-high rolling mill, one gets
The forging defect due to hindrance to smooth flow of metal in the component called 'Lap'occurs because
Match List I (Different systems) with List II (Associated terminology) and select the correct
answer using the codes given below the Lists:


answer using the codes given below the Lists:
30 docs|220 tests |