











Mechanical Engineering Exam > Mechanical Engineering Questions > A cylinder of 150 mm diameter and 200 mm hei...
Start Learning for Free
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , is
- a)2
- b)4
- c)8
- d)15
Correct answer is option 'C'. Can you explain this answer?

Verified Answer
A cylinder of 150 mm diameter and 200 mm height is to be cast without...
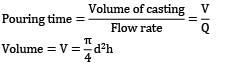

Flow rate = Q = Velocity x area

Ac = minimum cross sectional area
Gating ratio = 1: 1.5: 2
In gate area = 400 mm2 ⇒ minimum area

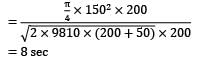
Pouring time
Most Upvoted Answer
A cylinder of 150 mm diameter and 200 mm height is to be cast without...
To determine the time taken to fill the casting cavity, we need to consider the volume of the cavity and the flow rate of the metal.
1. Calculating the volume of the casting cavity:
The volume of a cylinder is given by the formula V = πr^2h, where r is the radius and h is the height. In this case, the diameter is given as 150 mm, so the radius is 75 mm (or 0.075 m). The height of the cylinder is 200 mm (or 0.2 m). Therefore, the volume of the casting cavity is:
V_cavity = π(0.075)^2(0.2) = 0.00707 m^3
2. Calculating the flow rate of the metal:
The flow rate of the metal depends on the gating ratio and the in-gate area. The gating ratio is not provided in the question, so let's assume it to be 2.
The in-gate area is given as 10 cm^2 (or 0.001 m^2). Therefore, the total gating area is:
A_gating = gating ratio * in-gate area = 2 * 0.001 = 0.002 m^2
3. Calculating the flow rate:
The flow rate of the metal can be calculated using the formula Q = A_gating * V_flow, where Q is the flow rate and V_flow is the velocity of the metal.
Since the height of the metal during pouring is 50 mm above the cope, the total height of the metal column is 200 mm + 50 mm = 250 mm (or 0.25 m).
Using Bernoulli's equation for incompressible flow, the velocity of the metal can be calculated as:
V_flow = √(2gH), where g is the acceleration due to gravity (9.81 m/s^2) and H is the height of the metal column.
V_flow = √(2 * 9.81 * 0.25) = 2.21 m/s
Now, we can calculate the flow rate:
Q = 0.002 * 2.21 = 0.00442 m^3/s
4. Calculating the time taken:
The time taken to fill the casting cavity can be calculated using the formula t = V_cavity / Q, where t is the time taken.
t = 0.00707 / 0.00442 ≈ 1.6 seconds
Since the time needs to be rounded to the nearest whole number, the correct answer is option 'C' - 8 seconds.
1. Calculating the volume of the casting cavity:
The volume of a cylinder is given by the formula V = πr^2h, where r is the radius and h is the height. In this case, the diameter is given as 150 mm, so the radius is 75 mm (or 0.075 m). The height of the cylinder is 200 mm (or 0.2 m). Therefore, the volume of the casting cavity is:
V_cavity = π(0.075)^2(0.2) = 0.00707 m^3
2. Calculating the flow rate of the metal:
The flow rate of the metal depends on the gating ratio and the in-gate area. The gating ratio is not provided in the question, so let's assume it to be 2.
The in-gate area is given as 10 cm^2 (or 0.001 m^2). Therefore, the total gating area is:
A_gating = gating ratio * in-gate area = 2 * 0.001 = 0.002 m^2
3. Calculating the flow rate:
The flow rate of the metal can be calculated using the formula Q = A_gating * V_flow, where Q is the flow rate and V_flow is the velocity of the metal.
Since the height of the metal during pouring is 50 mm above the cope, the total height of the metal column is 200 mm + 50 mm = 250 mm (or 0.25 m).
Using Bernoulli's equation for incompressible flow, the velocity of the metal can be calculated as:
V_flow = √(2gH), where g is the acceleration due to gravity (9.81 m/s^2) and H is the height of the metal column.
V_flow = √(2 * 9.81 * 0.25) = 2.21 m/s
Now, we can calculate the flow rate:
Q = 0.002 * 2.21 = 0.00442 m^3/s
4. Calculating the time taken:
The time taken to fill the casting cavity can be calculated using the formula t = V_cavity / Q, where t is the time taken.
t = 0.00707 / 0.00442 ≈ 1.6 seconds
Since the time needs to be rounded to the nearest whole number, the correct answer is option 'C' - 8 seconds.

|
Explore Courses for Mechanical Engineering exam
|
|
Top Courses for Mechanical EngineeringView all



Question Description
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? for Mechanical Engineering 2025 is part of Mechanical Engineering preparation. The Question and answers have been prepared according to the Mechanical Engineering exam syllabus. Information about A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? covers all topics & solutions for Mechanical Engineering 2025 Exam. Find important definitions, questions, meanings, examples, exercises and tests below for A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer?.
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? for Mechanical Engineering 2025 is part of Mechanical Engineering preparation. The Question and answers have been prepared according to the Mechanical Engineering exam syllabus. Information about A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? covers all topics & solutions for Mechanical Engineering 2025 Exam. Find important definitions, questions, meanings, examples, exercises and tests below for A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer?.
Solutions for A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? in English & in Hindi are available as part of our courses for Mechanical Engineering.
Download more important topics, notes, lectures and mock test series for Mechanical Engineering Exam by signing up for free.
Here you can find the meaning of A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? defined & explained in the simplest way possible. Besides giving the explanation of
A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer?, a detailed solution for A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? has been provided alongside types of A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? theory, EduRev gives you an
ample number of questions to practice A cylinder of 150 mm diameter and 200 mm height is to be cast without any riser. The cylinder is moulded entirely in the drag of a green sand flask and top gated. The cope of the flask has 200 mm height and the height of metal during pouring is 50 mm above the cope. A tapered sprue is employed and the gating ratio is . The time taken (in seconds) to fill the casting cavity neglecting energy losses, if the in-gate area is , isa) 2b) 4c) 8d) 15Correct answer is option 'C'. Can you explain this answer? tests, examples and also practice Mechanical Engineering tests.
|
|
Explore Courses for Mechanical Engineering exam
|
|

Signup for Free!
Signup to see your scores go up within 7 days! Learn & Practice with 1000+ FREE Notes, Videos & Tests.
|
© EduRev
|
Education Revolution
|



|









Signup on EduRev and stay on top of your study goals
10M+ students crushing their study goals daily