Bricks | Civil Engineering SSC JE (Technical) - Civil Engineering (CE) PDF Download
Chapter 4
BRICKS
Constituents of Brick earth :-
(1) Alumina (20-30%)
(2) Silica (50-60%)
(3) Lime (4-5%)
(4) Oxide of Iron (5-6%)
(5) Magnesia (1%)
(1) Alumina:-
(a) It imparts plasticity of the brick earth so that is can be easily molded.
(b) If it is in excess it causes shrinkage and warping of the bricks during dyeing and bricks become too hard when burnt.
(2) Silica:-
(a) Silica prevents cracking, shrinkage & warping of bricks hence help in providing uniform shape to the bricks.
(b) If it is in excess it destroys to concession b/w the particles hence brick becomes too brittle.
(3) Lime: -Harmful ingredient in bricks
(a) Lime also prevents the shrinkage in bricks.
(b) If it in excess it causes the brick to melt during the burning process. Hence results in its last shape.
(c) During the burning of the bricks, limestone gets converted into the quick line which absorbs the moisture & undergoes slaking as the result of which it leads to cracking & disintegration of bricks.
(4) Oxide of iron:-
(a) Iron oxide helps in silica & lime fuse with each other thereby imparts strength to the bricks.
(b) It also induces reddish-brown tint in the bricks.
(5) Magnesia:-
(a) Presence of magnesia also prevents the shrinkage in bricks and induces yellow tint in it.
Harmful ingredients present in brick earth:-
(1) Lime:
When a desirable amount of lime is present in the clay, it results in good bricks, but if in excess, it changes the colour of the brick from red to yellow. When lime is present in lumps, it absorbs moisture, swells and causes disintegration of the bricks. Therefore, lime should be present in finely divided state and lumps, if any, should be removed in the beginning itself.
(2) Iron pyrites:-
Presence of Iron pyrites leads to crystallization and disintegration of the bricks during the burning due to their oxidation.
(3) Alkalies :-
-Alkalies act as a flux during the burning process.
-If they are in excess they leads to firing of bricks with each other thereby results in its twisting and warping
-Presence of alkalies also leads to efflorescence and staining of the bricks.
(4) Stone/ Pebbles :-
-Presence of stones & pebbles in brick earth leads to the formation of weak and porous bricks, due to the reduction in the area through which lead gets transferred.
(5) Organic matter/ Vegetative matter
-Presence of O.M or vegetative matter helps in burning of the bricks but it lest unburnt results in the formation of gases during decomposition, which when escapes out from it results in the formation of numerous cracks, which in turn reduces the lead carrying capacity of the bricks.
Qualities of Good Bricks / Testing of Bricks :-
1. The Bricks should be attested table moulded, well burnt & free from cracks.
2. The Bricks should be of uniform shape and size. Size of standard brick is 19cm x 9cm x 9cm. Conventional size is 23cm x 11.4cm x 7.6cm Weight of 1m3 of brick is 1800 kg or weight of single brick is approximately 3.5 to 3.6 kg
3. The Bricks should produce clear metallic ringing sound when struck with each other (soundness test)
4. The Brick should posses uniform homogeneous structure along any selection i.e. it should be free from voids (structure test)
5. The Bricks when immersed in water for 24hrs should not absorb more than 20% of water by weight in case of 1st class bricks, any by nor more that 22 % in case of 2nd class brick.
6. The bricks should possess minimum compressive strength 5.5 N/mm2 (compressive strength test)
7. The brick should not break into pieces when dropped on level ground form the height of 1m. (Toughness test)
8. The brick should possess sufficient hardness as does not shown any impression when scratched with finger nail. (Hardness test)
9. The bricks when immersed in water for 24 hrs should not show any sign or efflorescence.(Alkali test)
Manufacturing of Bricks :-
Manufacturing of bricks is carried out in four distinct operations :-
(1) Preparation of clay
(2) Moulding
(3) Drying
(4) Burning
(1) Preparation of clay:- Preparation of clay is carried out in following sequence
(a) Unsoiling:-In unsoiling top 200mm of the soil is thrown and is not used for the preparation of bricks as it consists of most of the impurities.
(b) Digging :- In this process soil is dug out & thrown over the level field to make it ready for next operation of cleaning
(c) Cleaning :-It is the process in which stones, pebbles, vegetative matter or organic matter or any other impurity present is brick earth is removed.
(d) Weathering :-It is the process in which cleaned clay is exposed to the atmosphere for few weeks to few months in order to carry out its softening / mellowing / ripening / weathering
(e) Blending :-It is the process in which different ingredients of brick earth are spread over the weathered clay in required proportions.
(f) Tempering :-It is the process in which required plasticity is induced in the brick earth so as the make it feel for the next operation of moulding pug mill
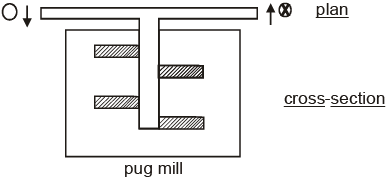
- Tempering is generally carried out in pug mill.
(2) Moulding : -
-Moulding is the process of giving desired shape & size to the brick.
-Moulding is done with the help of which may either be of wood or steel.
-Size of which is kept to be approximately 8 to 12 % greater than the desired size of the bricks, in order to account for the shrinkage during drying & burning.
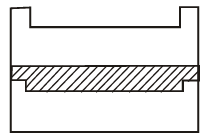
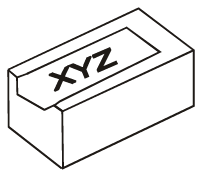
-A depth of marks is approximately 10mm to 20mm is place over the surface over the bricks during the loading which is termed as frog mark. that serves following two purposes
-It is used to indicate the trade name of the manufacturer
-It act as a key during the laying of the brick one over each other.
-Moulding of the bricks can be done either with the help of nand or machine. According they are classified as hand molded of machine moulding bricks.
Hand moulded bricks is further of 2 types :-
(1) Ground moulded bricks (ground)
(2) Table moulded bricks
Quality of table moulded bricks is comparatively better than the quality of ground bricks.
Machine moulded bricks is also of two types:-
1. Plastic clay moulded bricks
2. Dry clay moulded bricks.
(3) Drying :-
-Moulded bricks if are directly burnt without drying, it may result in its cracking or disintegration, due to excessive loss of moisture from it.
-Hence, drying is carried out before burning in which its moisture content is reduced up to 2%
-Drying of bricks can be carried out either naturally or artificially.
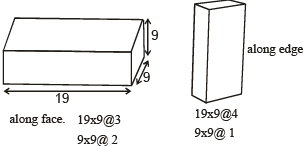
- During the drying of the bricks they are never placed along their force but they are always placed along the edges in order to increase the rate of evaporation.
(4) Burning:-
-Burning of the bricks imparts strength and hardness to it & makes the brick dense & durable.
-Burning of bricks should be carried at property as if bricks are over burnt it makes them brittle hence it can be easily broken & if they are under burnt, bricks remain soft and are not able to carried to the design load.
-Burning of the bricks is carried out at 1000 c at which lime & silica fuse with each other there by imparts strength to the bricks.
-Burning of the bricks can be carried out either in clamps or in kilns.
(a)Clamp Burning
-Clamp is a temporary structure generally constructed over the ground with a height of about 4 to 6 m. It is employed when the demand of the bricks is lower scale and when it is not a monsoon season.
-This is generally trapezoidal in plan whose shorter edge among the parallel sides is below the ground and then the surface raising constantly at about 15 degrees to reach the other parallel edge over the ground.
-A vertical brick and mud wall is constructed at the lower edge to support the stack of the brick. First layer of fuel is laid as the bottom most layer with the coal, wood and other locally available material like cow dung and husk.
-Another layer of about 4 to 5 rows of bricks is laid and then again a fuel layer is laid over it. The thickness of the fuel layer goes on with the height of the clamp.
-After these alternate layers of the bricks and fuel the top surface is covered with the mud so as to preserve the heat.
-Fire is ignited at the bottom, once fire is started it is kept under fire by itself for one or two months and same time period is needed for the cooling of the bricks.
Disadvantages of Clamp burning:
-Bricks at the bottom are over-burnt while at the top are under-burnt.
-Bricks loose their shape, and reason may be their descending downward once the fuel layer is burnt.
-This method can not employed for the manufacturing of large number of bricks and it is costly in terms of fuel because large amount of heat is wasted.
-It can not be employed in monsoon season.
(b) Kilns:-
Kiln is a large oven used for the burning of bricks. Generally coal and other locally available materials like wood, cow dung etc can be used as fuel. They are of two types:
(a) Intermittent Kilns.
(b) Continuous Kilns.
-Intermittent Kilns are also the periodic kind of kilns, because in such kilns only one process can take place at one time. Various major processes which takes place in the kilns are: Loading, unloading, Cooling, and Burning of bricks.
There are two kind of intermittent kilns:
(i) Up-draught Intermittent Kilns
(ii) Down draught Intermittent Kilns
Down draught kilns are more efficient because the heat is utilized more by moving the hot gases in the larger area of the kiln. In up draught kilns the hot gases are released after they rise up to chimney entrance.
Continuous kilns are further of 3 types
(a) Bull trench kiln
(b) Hoffman
(c) Tunnel type
(a) Bull trench kiln:
Bull's trench kiln consist of a rectangular, circular or oval plan shape. They are constructed below the ground level by excavating a trench of the required width for the given capacity of brick manufacturing.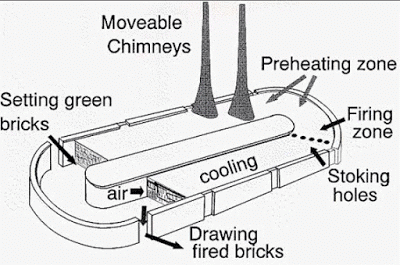
This Trench is divided generally in 12 chambers so that 2 numbers of cycles of brick burning can take place at the same time for the larger production of the bricks. Or it may happen that one cycle is carried out at one time in all the 12 chambers by using a single process in the 2-3 chambers at the same time.
The structure is under-ground so the heat is conserved to a large extent so it is more efficient. Once fire is started it constantly travels from one chamber to the other chamber, while other operations like loading, unloading, cooling, burning and preheating taking place simultaneously.
Such kilns are generally constructed to have a manufacturing capacity of about 20,000 bricks per day. The drawback of this kiln is that there is not a permanent roof, so it is not easy to manufacture the bricks in the monsoon seasons.
(b) Hoffman kilns :-
The main difference between the Bull's trench kiln and the Hoffman kilns are:
-Hoffman's kiln is an over the ground structure while Bull's Trench Kiln is an underground structure.
-Hoffman's kiln have a permanent roof while Bull's trench Kiln do not have so it former can be used in 12 months a year to manufacture bricks but later is stopped in the monsoon season.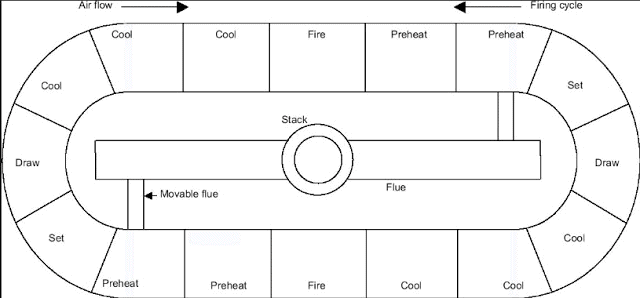
Hoffman's kiln is generally circular in plan, and is constructed over the ground. The whole structure is divided into the 12 chambers and all the processes takes place simultaneously like in Bull's trench Kiln.
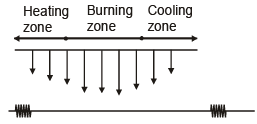
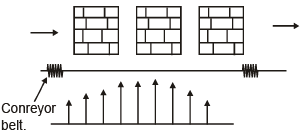
(c) Tunnel type kilns:-
-These kilns are in the form of the tunnels, which may either be rectangular, circular or oval in plan.
-It consists of stationary zones in which loading burning & cooling of bricks is carried out simultaneously.
-Bricks are placed either on trolley or conveyor belts & are passed through different stationary zones in tunnels.
-Requirement of land in these type of kilns is comparatively more.
Brick Masonry :-
1. Stretcher: -The longer face of the brick is termed as stretcher
2. Header:- The shorter face of the brick is termed as header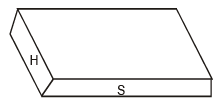
3. Closer :-The portion of brick cut along its length is termed as closer.
Type of closer :-
(1) Queen closer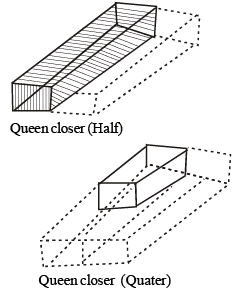
(2) King closer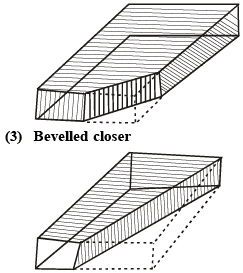
(4) Mitered closer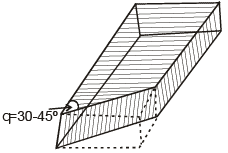
4. Bat: -It is the portion of brick cut along its width.
Type of Bat:
(1) Half bat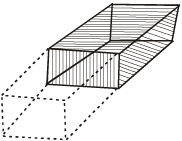
(2) Three quarter bat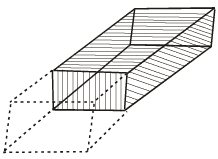
(3) Bevelled bat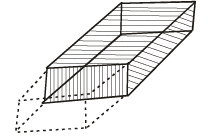
5. Quoin : -It is the exterior angle along the face of the wall i.e. greater than equal to 90º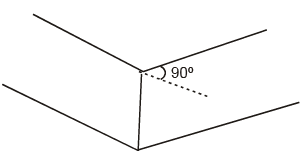
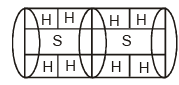
English Bond:-
-It is the arrangement of bonding that consists of alternate courses of header and stretcher placed one over each other
-In order to take alignment of vertically joints to be in single straight line, queen closer is placed next to quoin header.
-For walls having thickness in the add multiples of half brick thick each course consists of header on one face and stretcher on 0ther face.
-Queen closer is never placed either at the start or end of any course, as it is liable to get displace.
-Min lap available to the stretcher in each course is 1/4th the length of the brick.
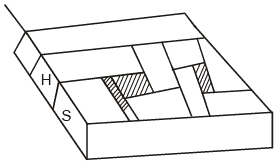
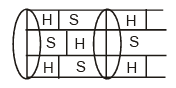
FLEMISH BOND:-
-It is the arrangement of bonding in which each course consist of alternate header & stretcher placed next to each other.
-In order the brake a alignment of vertical joints to be in single straight line Quoin closer is placed next to Quoin header.
-For the walls having thickness in the odd multiples of half brick thick English bound is found to be stronger that Flemish bond.
-Flemish bond is aesthetically more pleasing than English bond
-Skilled masonry work is required for the construction than English bond as no of half bats are used in this case due to which wastage is comparatively less.
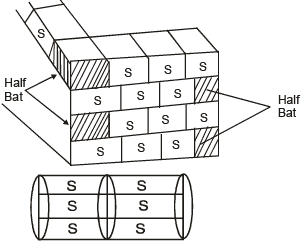
STRETCHER BOND:-
-It is the arrangement of bonding in which the bricks are laid along the stretcher in each course.
-In order the break the alignment of vertical joints to be in single straight line half bat are used in alternate courses.
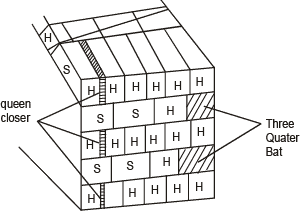
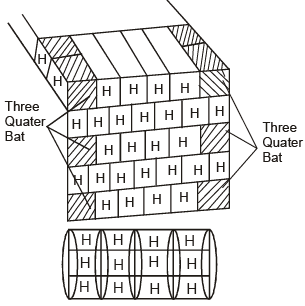
HEADER BOND:-
-It is the arrangement of bonding in which each course consists of header.
-It order to break the alignment of vertical joints to be in straight line, three quarter bat is used in each course
|
2 videos|122 docs|55 tests
|
FAQs on Bricks - Civil Engineering SSC JE (Technical) - Civil Engineering (CE)
| 1. What are bricks made of? |  |
| 2. What are the different types of bricks available? | |
| 3. What are the advantages of using bricks in construction? | |
| 4. How can you test the quality of bricks before using them in construction? | |
| 5. What is the average lifespan of bricks used in construction? | |

|
12.1K Views |

|
4.93/5 Rating |

|
Dec 18, 2024 Last updated |
|
2 videos|122 docs|55 tests
|

|
Explore Courses for Civil Engineering (CE) exam
|
|
Extra Questions
,practice quizzes
,mock tests for examination
,Bricks | Civil Engineering SSC JE (Technical) - Civil Engineering (CE)
,Semester Notes
,Bricks | Civil Engineering SSC JE (Technical) - Civil Engineering (CE)
,Free
,Exam
,study material
,Important questions
,Viva Questions
,shortcuts and tricks
,Previous Year Questions with Solutions
,Bricks | Civil Engineering SSC JE (Technical) - Civil Engineering (CE)
,Sample Paper
,MCQs
,past year papers
,Objective type Questions
,video lectures
,ppt
,Summary
;






Bricks Free PDF Download
Importance of Bricks
Bricks Notes
Bricks Civil Engineering (CE) Questions
Study Bricks on the App
|
© EduRev
|
Education Revolution
|



Follow Us
|




