Coal Carbonization and Coke Oven Plant | Chemical Technology - Chemical Engineering PDF Download

Coal Carbonization and Coke Oven Plant
Coal carbonization is used for processing of coal to produce coke using metallurgical grade coal. Coal carbonization involves heating of coal in the absence of air. Coke making process is multistep complex process and variety of solid liquids and gaseous products are produced which contain many valuable products. Various products from coal carbonization in addition to coke are coke oven gases. coal tar, light oil, and aqueous solution of ammonia and ammonia salt. Coke oven gases are about 310-340 cum per tone of dry coal which contains gaseous products, coal tar vapours, light oil and water. With the development of steel industry there has been continuous development in coke oven plant since latter half of nineteenth century. to improve the process conditions, recovery of chemicals and environmental pollution control strategies and energy consumption measures
Carbonization can be carried out at low temperature or high temperature. Low temperature carbonization is used to produce liquid fuels while high temperature carbonization is used to produce gaseous products .
Low temperature carbonization (450-750oC): In low temperature carbonization quantity of gaseous product is less while liquid products are large.
High temperature carbonization (above 900oC): In high temperature carbonization, the yield of gaseous product is more than liquid products with production of tar relatively low.
The potential availability of chemicals from high temperature carbonization (above 900oC) and low temperature carbonization (450-750oC) is given in Table M-II 2.1 and Table M-II 2.2 respectively.
Coke Oven Plant
Due to the development of iron and steel industry coke oven plant has become an integral part of iron and steel industry. Due to increasing demand of iron and steel, there has been a considerable increase in the coke oven capacity which resulted increase output of coal chemicals.
Two types of coke manufacturing technologies use are:
- Coke making through by product recovery
- Coke making through non-recovery/ heat recovery
In India, building of coke oven batteries was initiated in the beginning of the ninth century, now about 3000 ovens are in operation/ construction in the coke oven plant. By the year 2011-12 ,the world coking coal requirement will be about 433 million metric tones in which India’s requirement is estimated to about 54 million tones. By product from coal gasification plant includes coke, coal tar, sulphur, ammonia. Coal tar distillation produces tar, benzol, cresol, phenol, creosote.
Coking Coals: Blast furnace requires coke of uniform size, high mechanical strength, and porosity with minimum volatile matter and minimum ash. Coking coal may be dived I on the basis of their coking properties: prime coking coal, medium coking coal, semi coking coal. The prime coking coal produce strong metallurgical coke while coals of other groups yield hard coke only the concentration of moisture ash, sulphur and sometime phosphorous and ash fusion temperature are important in determining the grade of coking coal since they influence the quality of coke produced. Low moisture, ash, sulphur and phosphorous content in the coal are desirable for production of good quality coke. The desired analysis of typical coal charge to coke oven is.
Ash content : 16% ±0.5%
Moisture : 6-7%
Volatile matter : 22-25%
Fixed carbon : 58-60%%
Sulphur : 0.56%
Phosphorous : 0.09%
Some of the other factors affecting quality of coke are rank of coal, particle size, bulk density, weathering of coal, coking temperature and coking rate, soaking time, quenching practice.
Coke Oven Plant: Various sections in coke oven plant are given in Table M-II 2.1.
Table M-II 2.1 Various section in coke oven plant are
Coal Handling Plant and Coal Preparation Section | To prepare coal blend suitable for carbonization. various steps involved are unloading and storage of coal, blending of coal of various grade, coal crushing and transport to coal storage tower |
Partial briquetting | To prepare briquette of coal to charge along with coal into the coke oven. |
Coke oven Batteries | To convert coal into coke by carbonizing coal in absence of air. The process steps involved are coal charging and coal carbonisation |
Coke sorting Plant | Crushing and sorting of coke to suitable size for use in blast furnace. The steps involved are coke pushing, coke quenching, coke crushing/ screening |
Coke oven gas recovery | Collection and cleaning of coke oven gas and recovery of by products. . This involves gas cooling, tar recovery, desulphurization of coke oven gas , recovery of ammonia, recovery of light oil |
Ammonia recovery and Ammonium Sulphate | Recovery of ammonia and neutralization with sulphuric acid or nitric acid in case of ammonium nitrate/ calcium ammonium |
Production. | nitrate. |
Waste water treatment | Treatment of phenolic waste water |
Coal needs to be stored at various stages of the preparation process, and conveyed around the coal preparation section. Crushing and screening are the important part of coal handling plant. Crushing reduces the overall size of the coal so that it can be more easily processed and handled. Screens are used to ranges the size of coal. Screens can be static, or mechanically vibrated. Dewatering screens are used to remove water from the product.
Partial Briquetting: Briquettes of low grade coal are prepared using a binder (pitch/ pitch+tar) upto 2 to 3.0% of charge. This partial briquette of coal is charged with coal into coke oven which significantly improve the quality of coke.
Coke oven Batteries: Coke oven plant consists of Coke oven batteries containing number of oven (around 65 ovens in each battery). The coal is charged to the coke oven through charging holes. The coal is then carbonized for 17-18 hours, during which volatile matter of coal distills out as coke oven gas and is sent to the recovery section for recovery of valuable chemicals. The ovens are maintained under positive pressure by maintaining high hydraulic main pressure of 7 mm water column in batteries. The coking is complete when the central temperature in the oven is around 950-1000 oC. At this point the oven is isolated from hydraulic mains and after proper venting of residual gases, the doors are opened for coke pushing. At the end of coking period the coke mass has a high volume shrinkage which leads to detachment of mass from the walls ensuring easy pushing. The coke is then quenched and transferred to coke sorting plant. The control of oven pressure is quite important because lower pressure leads to air entry while higher pressure leads to excessive gassing, leakage of doors, stand pipe etc. Proper leveling of coal is important and care is taken so that free board space above (300 mm) is maintained to avoid choking.
Coke oven plants are integral part of a steel plant to produce coke, which is used as fuel in the blast furnace. Coke oven plant produces important by product coal chemical tar, ammonia, crude benzoyl which is fractionated to produce aromatics-benzene toluene, xylene. Typical flow diagram of coke oven plant is shown in Figure M-II 2.1. The Coke Oven Plant consists of following sections:
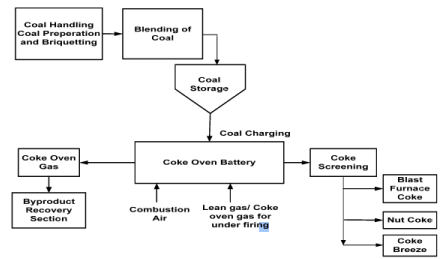
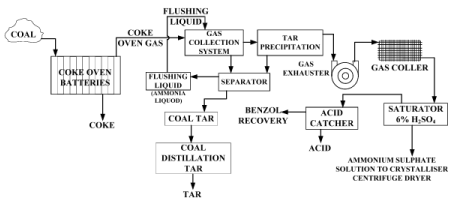
Figure M-II 2.1: Flow Diagram of Coke Oven Plant
Coke Oven Batteries
Coke oven are used to convert coal into coke by carbonizing coal in absence of air and there by distilling the volatile matter out of coal. Coke is taken as product which is use as fuel and as a reducing agent in smelting iron ore in a blast furnace and coke oven gas as byproduct is treated for recovery of coal chemicals. The coke oven temperature is keep as high as 2000 oC. Crushing and screening of coke is done to obtain suitable size for use in blast furnace. Typical analysis of blast furnace coke is given in Table M-II 2.2.
Table M-II 2.2: Typical Analysis of Blast Furnace Coke
Sr. No. | Parameter | Value in percentage |
1 | Moisture | 3.5-6% |
2 | Ash | 15.5-17.0% |
3 | V.M. | <1.00 |
4 | Sulphur | 0.65% |
5 | Fixed carbon | 79-81% |
Coke Oven Gas plant
Coke oven gas produce during the process of coking of coal are used in coke oven gas plant for the recovery of various valuable chemicals like tar, ammonia and benzoyl. Typical analysis of coke oven gas is mention in Table M-II 2.3. These chemicals are recovered and gas is cleaned this comprises following sections:
By-product from Coke Oven Plant
The high temperature carbonization is used for production of coke for use in blast furnace. Various by-products obtained from coal carbonization are crude tar, crude benzoyl, and ammonia. Typical yield of some important byproduct are: Tar 3.2%, ammonium sulphate 1.1%, crude benzoyl 0.9%.
Gas Condensation section: Coke oven gas containing water vapours and chemical products of coking (tar, ammonia, benzoyl etc. at temperature about 750-800oC from the coke oven plant is cooled to temperature of 80-82oC. During gas cooling 65-70% of the tar is condensed. Further cooling of gas, the water vapors and the remaining part of the tar get condensed along with some ammonia and other chemicals.
Table M-II 2.3: Typical Analysis of Coke Oven Gas
Methane | 26.0% |
Hydrogen | 56.5% |
Hydrocarbons | 2.3% |
Carbon monoxide | 8.5% |
Carbon dioxide | 3.0% |
Oxygen | 0.4% |
Nitrogen | 3.3% |
Density | 0.4848 kg/m3 |
Calorific value | 4300 kcal/m3 |
Ammonium Sulphate Plant
The gases from exhaust goes to ESP where tar is separated and the tar free gases goes bubbled through dil. solution of sulphuric acid in saturators. Ammonia is absorbed by sulphuric acid and ammonium sulphate is formed. One tonne of coal yields about 0.3 tonne tar and 5-8 gm ammonia per m3 of gas.
Benzoyl Recovery Section
The gases from saturator goes to series of coolers and then to benzoyl scrubbers where benzoyl is scrubbed with wash oil. Benzoyl crude oil goes to benzoyl recovery section where benzoyl is removed and the wash oil after treatment is sent to the scrubbers. Crude Benzoyl thus recovered goes to benzoyl rectification plant. Light crude benzoyl contains low boiling sulphur compound, BTX, solvents, still bottom residue. Benzoyl after washing and neutralization with caustic soda is send to benzoyl column for fractionating into different fraction. Various products of coke oven and after distillation of benzoyl are given in Table M-II 2.4.
Table M-II 2.4: Various products of Coke Oven and Distillation of Benzoyl
|
|
Coke (76%) | 76% |
Tar Productions (3.3%) | (pitch, PCM, anthracene oil, naphthalene, Road tar, cresolate, sodium phenolate, dephenolised oil, other oil) |
Ammonia (0.28%) | Used for production of ammonium sulphate |
Crude benzoyl (0.85%) | Benzene Toluene, Xylene, Still bottom, Solvent oils |
Coke oven gas | For industrial use as fuel |
Moisture and other losses | 5.04% |
Coal Tar Distillation
Coal tar is produced as result of high temperature carbonization and is a viscous dark brown product with characteristic odour and consists of about 300 different products. some of the major constituents are the aromatics and heterocyclic compounds; benzene, toluene, xylene, phenol cresol, naphthalene, anthracene, phenanthrene, pyridine, carbazole, coumarone etc.. Typical composition of coal tar is given in Table M-II 2.5.
The tar distillation unit consists of:
- Distillation section
- Fractional crystallization and washing section
- Combustible mixture preparation section
- Phenol rectification section
- dolomite tar preparation unit
- Extra hard pitch preparation
Tar containing around 5% moisture is first dehydrated before distillation. The dehydrated tar is heated to 375-400oC using superheated steam to drive out the flashed vapour and the residue is taken as pitch. The oil vapour is sent to anthracite column for anthracite recovery while the vapour is sent to other column for recovery of various fraction light oil, phenol, naphthalene and heavy oil fraction. Naphthalene fraction is sent to crystalliser to separate naphthalene. Phenol is recovered from various fractions by treating with a sodium hydroxide to form sodium phenolate which is reacted with CO2 to release phenol. Pyridine is recovered by washing different fraction with sulphuric acid.
Table M-II 2.5: Typical Component of Coal Tar
Constituents | Content,% |
Naphthalene | 5-10 |
Phenanthrene | 4-6 |
Carb azole | 1-2 |
Anthracene | 0.5-1.5 |
Phenol | 0.2-0.5 |
Crezol | 0.6-1.2 |
Pyridine Compounds | 0.5-1.5 |
|
69 videos|121 docs
|
FAQs on Coal Carbonization and Coke Oven Plant - Chemical Technology - Chemical Engineering
| 1. What is coal carbonization and how is it related to chemical engineering? |  |
| 2. What is a coke oven plant and what is its purpose in coal carbonization? | |
| 3. What are the main challenges in operating a coke oven plant? | |
| 4. How does chemical engineering contribute to the sustainability of coke oven plants? | |
| 5. What are the safety measures implemented in coke oven plants to protect workers? | |




Previous Year Questions with Solutions
,Free
,ppt
,Viva Questions
,mock tests for examination
,study material
,past year papers
,Coal Carbonization and Coke Oven Plant | Chemical Technology - Chemical Engineering
,Important questions
,video lectures
,Semester Notes
,Coal Carbonization and Coke Oven Plant | Chemical Technology - Chemical Engineering
,shortcuts and tricks
,Objective type Questions
,Sample Paper
,Summary
,Extra Questions
,practice quizzes
,MCQs
,Exam
,Coal Carbonization and Coke Oven Plant | Chemical Technology - Chemical Engineering
;






Coal Carbonization and Coke Oven Plant Free PDF Download
Importance of Coal Carbonization and Coke Oven Plant
Coal Carbonization and Coke Oven Plant Notes
Coal Carbonization and Coke Oven Plant Chemical Engineering Questions
Study Coal Carbonization and Coke Oven Plant on the App
|
© EduRev
|
Education Revolution
|



|










