Isopropanol and Acetone from Propylene | Chemical Technology - Chemical Engineering PDF Download

18.1 Introduction
- In this lecture we study the process technology associated to the manufacture of isopropanol and acetone.
- Isoprpanol is manufactured from hydration of propylene
- Acetone is produced using the dehydrogenation route of isopropanol
- We first present the isopropanol process technology
18.2 Isopropanol manufacture
18.2.1 Reaction
- Sulfation: CH3CHCH2 + H2SO4→(CH3)2CH(OSO3H) (Isopropyl acid sulphate)
- Hydrolysis: Isopropyl sulphate + H2O → Isopropanol + Sulfuric acid
- Thus sulphuric acid is regenerated in the process
- Side reaction: Disiopropyl sulphate + H2O → Diisopropyl ether + Sulfuric acid
- Therefore, the primary reaction is a gas liquid reaction in which propylene is absorbed into a tray tower fed with sulphuric acid.
- Operating conditions: Room temperature but 20 – 25 atms pressure
- Reaction is highly exothermic
18.2.2 Process technology (Figure 18.1)
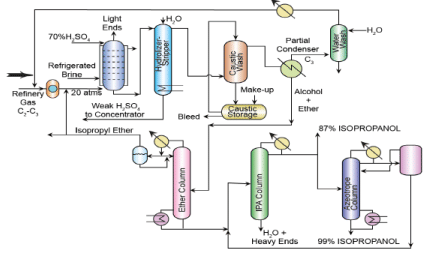
Figure 18.1 Flow sheet of Isopropanol manufacture
- Either pure propylene or a mixture of Propylene and other C2, C3 components can be fed to a reactor.
- The hydrocarbon feed is compressed and fed to the reactor at about 20 – 25 atms pressure.
- Sulphuric acid of about 70% acid strength is fed in a countercurrent mode to the tray column where reactive absorption takes place. Here, sulfonation reaction takes place.
- The reaction is highly exothermic and therefore, refrigerated brine is used to control the temperature in the absorber. Jacketed arrangement will be preferred for the tray absorption column to circulate the refrigerated brine in the cooling jacket.
- After reaction, the unreacted light ends such as saturated components will leave the unit as the gas stream.
- The sulfonated product rich stream is then sent to a hydrolyzer cum stripper where isopropanol is produced and is vaporized due to existing stripper temperatures.
- The hydrolyzer is fed with water to facilitate the conversion of the sulfonate product.
- The isopropanol rich vapors then enter a caustic wash unit to remove the acidic impurities.
- The isopropanol rich vapors then enter a partial condenser which separates the unreacted propylene from the alcohol + ether mixture. Here, propylene is separated as the vapour and alcohol + ether is separated as the liquid stream.
- The separated propylene gas is once again subjected to water wash to remove soluble impurities (such as ethers and alcohols). Subsequently, pure propylene is sent to mix with the fresh feed stream. Before sending to the unit, the propylene is cooled to room temperature so as to have identification conditions as the fresh feed stock.
- The alcohol and ether enter a ether column that separates isopropyl ether which is returned to the reactor.
- The bottom product consisting of isopropyl alcohol and water is sent to a isopropyl alcohol column that produces water + heavy ends as the bottom product and 87 % isoprpanol-water azeotrope mixture as the top product.
- The azeotrope is sent to an azeotropic distillation column that uses isopropyl ether as a azeotropic agent to obtain 99 % isopropanol as the bottom product. The top product is a mixture of isopropyl ether and water. The top product is a low boiling azeotrope. This stream upon gravity settling will produce the isopropyl ether as the top product which is sent as a reflux stream to the azeotropic column. The bottom product is a mixture of isopropanol and water is recycled back to the isopropyl alcohol column along with the bottom product generated from the ether separating column.
18.2.3 Uses of Isopropanol :
There may be many uses of iso-propanol, industrial as well as common uses. It finds use in pharmaceutical applications because of the low toxicity of any residues. Isopropanol is also used as a chemical intermediate in some industrial processes. It is also used as a gasoline additive.
18.2.4 Technical questions
1. Why refrigerated brine is used in the sulfonation reactor?
Ans: The reaction temperature is room temperature (25 – 30 oC). Therefore, refrigerated fluid is used. Brine is used here, as refrigerated is antifreeze and can allow solution to reach lower temperatures without freezing problem.
2. Why a partial condenser but not total condenser is used to separate C3 from alcohol + ether?
Ans: Apart from costs, the total condenser produces a single stream and this is of no use as propylene must be separated and sent as a gas back to the sulfonation reactor. All this is achieved in a single process unit by using partial condensation principle.
3. Why is isopropyl ether circulated back to the sulfonation reactor?
Ans: To suppress the side reaction and hence decomposition of sulfonation to less valued product.
4. Present the working principle of an azeotropic distillation column?
Ans: The azeotropic distillation column is fed with the azeotrope mixture and another component which forms a low boiling heterogenous azeotrope with the feed (azetropic mixture) components as one of the products and a purer compound as the other product. The low boiling azeotrope is then sent to a gravity settler that separates the heterogeneous phases into two products namely the azeotropic agent and an impure mixture of the original components. The impure mixture is actually fed to one of the distillation columns in the process flow sheet at a location that matches with the purity of the stream.
5. What happens to the water in which acid gets dissolved in the hydrolyzer cum stripper column?
Ans: Here, the stream is a weak acid stream that is fed to a multiple effect evaporator to concentrate the weak acid solution to a strong acid solution. The strong acid solution then can be used as one of the raw materials in the process.
6. Can you do heat integration for the partial condenser with the sulfonation reactor?
Ans: No, the reason is that sulfonation reaction is highly exotermic and heat needs to be quickly removed. This is not possible when vapors are used as the cooling stream as gas phase heat transfer coefficients are significantly lower than the liquid phase heat transfer coefficients.
7. Can a partial condenser be used for the ether column?
Ans: Yes, the reason is that there is no hard and fast rule that isopropyl ether be added in the liquid phase to the sulfonation reactor. In fact, it should be added as a vapour phase only and therefore, partial condenser should be used in place of total condenser to save costs as well as meet the process specifications.
18.3 Acetone manufacture from isopropanol
18.3.1 Reactions
- Dehydrogenation of Isopropanol
- Isopropanol → Acetone + H2
- Reaction pressure: 3 – 4 atms - Reaction temperature: 400 – 500 oC
- Copper catalyst on porous carrier is used
- Vapor phase reaction
18.3.2 Process Technology (Figure 18.2)
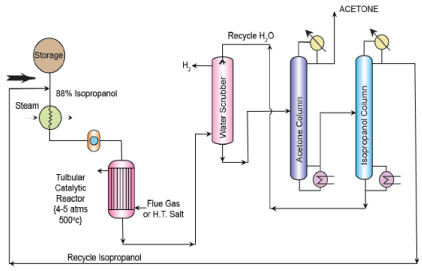
Figure 18.2 Flow sheet of acetone manufacture from isopropanol
- First, Isopropanol is heated using steam to vaporize the same
- Then, Isopropanol is compressed to desired reactor pressure i.e., 4 – 5 atms
- The compressed Isopropanol then enters a catalytic shell and tube reactor in the tube side. The tube is packed with the porous copper catalyst
- The reactor is operated at 400 – 500 oC using flue gas for heating. The flue gas is passed in the shell side of the shell and tube reactor.
- After reaction, the gases are condensed using cooling water condenser. The condensed isopropanol and acetone are sent for fractionation.
- The gases consisting of the remaining quantities of isopropanol and acetone are absorbed into water using a water scrubber.
- The acetone + isopropanol obtained from the condenser and water + isopropanol +acetone are sent to an acetone fractionator that separates acetone as the top product and isopropanol + water as bottom product.
- The bottom product isopropanol + water from the acetone fractionators is sent to a isoprpopanol column.
- This column produces water as the bottom product and isopropanol as the top product.
- The water is cooled using a water condenser and sent to the water scrubber as fresh water solvent.
18.3.3 Uses of Acetone :
Aceone is used as a polar, aprotic solvent in a variety of organic reactions. One important property for which it is used as laboratory solvent is because does not form an azeotrope with water.
Acetone is also used in various medical and cosmetic applications. It also forms an important component in food additives and food packaging.
18.3.4 Technical questions
1. Is pure isopropanol required as feedstock in the reactor?
Ans: This question is asked due to the fact that isopropanol production process involves the formation of an azeotrope with 87 % Isopropanol and 13 % water. Therefore, if the azeotrope itself can be used as feedstock, then one can save azeotropic column costs if an acetone plant is constructed next to the isopropanol.
Yes, isopropanol azeotrope can be used as a feed stock. In this case, the water will not react and will condense in the condenser after the reactor.
2. Can’t we feed the product gases directly to the water absorber eliminating the condenser?
Ans: The condenser removes the condensable components from the product vapors. If condenser is not used, then the hot vapors move to the absorber and absorber load and degree of separation should be pretty high and hence higher cost. Therefore, it’s better to use the water cooling condenser.
3. Apply lechartlier principle and suggest what pressures be operated in the reactor. Eventually comment on the existing pressures?
Ans: If we apply Lechartlier principle, dehydrogenation reaction is favoured by lower pressures. However, higher pressures are used in this case. If the pressure of the system does not play a critical role in the conversion, then higher pressures are favoured as they reduce the size of the reactor significantly for the throughput available. Also, higher pressures are favourable for absorption and reduce the water load in the absorption column.
4. Why is water from the isopropanol fractionators cooled and sent to the water absorber unit?
Ans: This is due to the fact that absorption is favoured at lower temperature and higher pressure.
5. Why is isopropanol again sent to the compressor along with the feed?
Ans: The operating pressures of the absorber, acetone fractionator and isopropanol fractionators reduce sequentially as the stream progresses to the right side. Therefore, the last column produces the product with about atmospheric pressure only. Therefore, to bring it back to 5 atm as in the reactor conditions, the stream has to be compressed along with the feed stream.
|
69 videos|121 docs
|
FAQs on Isopropanol and Acetone from Propylene - Chemical Technology - Chemical Engineering
| 1. What is the difference between isopropanol and acetone? |  |
| 2. How are isopropanol and acetone produced from propylene? | |
| 3. What are the main applications of isopropanol and acetone? | |
| 4. Are isopropanol and acetone safe to use? | |
| 5. Can isopropanol and acetone be used interchangeably? | |



Viva Questions
,Previous Year Questions with Solutions
,Semester Notes
,Free
,shortcuts and tricks
,Extra Questions
,mock tests for examination
,Objective type Questions
,past year papers
,Isopropanol and Acetone from Propylene | Chemical Technology - Chemical Engineering
,ppt
,study material
,MCQs
,Isopropanol and Acetone from Propylene | Chemical Technology - Chemical Engineering
,video lectures
,Summary
,Exam
,Important questions
,Sample Paper
,practice quizzes
,Isopropanol and Acetone from Propylene | Chemical Technology - Chemical Engineering
;






Isopropanol and Acetone from Propylene Free PDF Download
Importance of Isopropanol and Acetone from Propylene
Isopropanol and Acetone from Propylene Notes
Isopropanol and Acetone from Propylene Chemical Engineering Questions
Study Isopropanol and Acetone from Propylene on the App
|
© EduRev
|
Education Revolution
|



|





