Thermal Cracking, Visbreaking and Delayed Coking | Chemical Technology - Chemical Engineering PDF Download

Thermal Cracking, Visbreaking and Delayed Coking
With the continuous depletion in world oil reserves and increasing demand of petroleum products, the refiners are forced to process more and heavier crude. The cost advantage of heavy crudes over light crudes has incentivized many Indian Refineries to process heavier crude, therefore increasing the heavy residue produced at a time when fuel oil demand is declining.
In order to dovetail both the requirement for processing crude oil of deteriorating quality and enhancing distillates of improved quality, technological upgradation have been carried out at refineries which takes care of processing heavy crudes as well as maximizing value added products and stringent product quality requirements ’. Some of the Residue Upgradation Technologies in Indian Refineries is given in Table M-VI 4.1.
Table M-VI 4.1: Residue Upgradation Technologies in Refineries
Delayed Coking and Visbreaking | Technology for the bottom of the barrel upgradation; means of disposing of low value resids by converting part of the resids to more valuable liquid and gas products. |
Uniflex Technology: | Technology for processing low quality residue by thermal cracking to produce high quality distillate products. |
Fluidized Catalytic Cracking (FCC) and Residual Fluidized Catalytic Cracking (RFCC) | A technology introduced to contain generation of black oil from refinery and to increase the production of high value products like LPG, MS and Diesel. |
Hydrocracking | Processes for Residue up gradation FCC process, delayed coking process &visbreaking |
Deep Catalytic Cracking (DCC) and IOCL’s INDMAX | For selectively cracking feed stocks to light olefins. |
Cracking
Cracking of heavy residue is most commonly used method for upgradation of residues. This involves of decomposition of heavy residues by exposure to extreme temperatures in the presence or absence of catalysts.
Thermal Cracking: Cracking at elevated temperatures in the absence of catalyst eg: Visbreaking, delayed coking, Fluid coking etc.
Catalytic Cracking: Cracking in presence of catalyst eg: FCC , Hydrocracking, DCC
Cracking Mechanism
Cracking takes place by Free Radical mechanism.
Initiation
C6H14à C2H5O + C4H9O
Propagation
C2H5 O + C6H14→ C2H6 + C6H13 O
C4H9 O + C6H14→ C4H10 + C6H13 O
C4H9 O→ C3H6 + CH3 O
C6H13 O→ C4H8 + C2H5 O (MANY OTHER PRODUCTS)
Termination
C2H5 O + CH3 O→ C3H8
During the cracking operation, some coke is usually formed. Coke is the end product of polymerisation reaction in which two large olefin molecules combine to form an even larger olefinic molecule
C10H21-CH=CH2 + CH2=CH-C10H21→ C10H21-CH=CH-CH2-CH2-C10H21
Thermal Cracking
Thermal cracking process for upgradation of heavy residue has been used since long and still it is playing an important role in the modern refinery through upgradation of heavy residue and improving the economics of the refinery through the production of lighter distillate and other valuable product like low value fuel gas and petroleum coke. Although petroleum coke was first made by North Western Pennsylvanian the 1860’s using cracking, however, a real breakthrough in the thermal cracking process was with development of the first cracker by William Burton and first used in 1913.Heavy residues are a mixture molecules consisting of an oil phase and an asphaltene phase in physical equilibrium with each other in colloidal form.
Asphaltenes are high molecular weight, relatively high atomicity molecules containing high levels of metals. During thermal cracking, the long molecules thus depleting the oil phase in the residue.
Asphaltene cracking is the most difficult component to process and asphaltenes in the feed remain unaffected, additional asphaltenes may be formed by secondary polymerisation reactions.
At a certain condition asphaltenes is disturbed and asphaltenes precipitate. At this stage of conversion the product residue becomes unstable.
Under condition of thermal cracking, hydrocarbons, when heated, decompose into smaller hydrocarbon molecules. The UOP thermal cracking process is based on two coil design for selective cracking of topped or reduced crudes into valuable products >3500C. Table M-VI 4.2 shows the various thermal cracking process and process conditions.
Higher Boiling Petroleum Stock → Lower Boiling Products
Free radical chain reaction:
Free radical + Hydrocarbon → Stable End Product
Thermal Treatment; Medium, High,Ultra High (Cracking with higher Temperature and with very short residence time)
Reactions
- Cracking of side chains free aromatic group
- Dehydrogenation of naphthenes to form aromatics.
- Condensation of aliphatic to form aromatics.
- Condensation of aromatic to form higheraromatics.
- Dimerisation or oligomerisation
Development of Cracking Processes:
Year Process
1861 Thermal cracking
1910 Batch Thermal Cracking
1912 Burton Cracking
1914-22 Continuous Cracking Process
Process Variables: Feed stock properties, Cracking Temperature, Residence time, PressureThermal Cracking: Medium, High, Ultra High (Cracking with higher Temperature and with very short residence time)
Table M-VI 4.2: Various Thermal Cracking Process and Process Conditions
Process | Process conditions |
Visbreaking | Mild thermal cracking (low severity) Mild (470-500oC) heating at 50-200 psig Improve the viscosity of fuel oil Low conversion (10%) to 4300F Residence time1-3 min Heated coil or drum |
Delayed coking | Operates in semi batch mode Moderate (900-960oF) heating at 90 psig Soak drums (845-900oF) coke walls |
| Coked until drum solid Coke (removed hydraulically ) 20-40% on feed, Yield 4300F, 30% |
Fluid Coking | Server (510-520oC) heating at 10 psig Oil contact refractory coke Bed fluidized with steam-even heating, Higher yield of light ends (<Cs),Less coke yield |
Flexicoking | A continuous fluidised bed technology which converts heavy residue to lighter more valuable product. The process essentially eliminates the coke production. Temperature 525oC |
Visbreaking
Visbreaking is essentially a mild thermal cracking operation at mild conditions where in long chain molecules in heavy feed stocks are broken into short molecules thereby leading to a viscosity reduction of feedstock. Now all the new visbreaker units are of the soaker type. Soaker drum utilizes a soaker drum in conjunction with a fired heater to achieve conversion . Visbreaking is a non-catalytic thermal process. It reduces the viscosity and pour point of heavy petroleum fractions so that product can be sold as fuel oil. It gives 80 - 85% yield of fuel oil and balance recovered as light and middle distillates. The unit produces gas, naphtha, heavy naphtha, visbreaker gas oil, visbreaker fuel oil (a mixture of visbreaker gas oil and vsibreaker tar). A given conversion in visbreaker can be achieved by two ways:
- High temp., low residence time cracking: Coil Visbreaking.
- Low temp., high residence time cracking: Soaker visbreaking.
Reaction in visbreaking
CH3-CH2-CH2-CH2-CH2-CH2-CH3→ CH3-CH2-CH=CH2 + CH3-CH2-CH3
Soaker Visbreaking Process
The furnace operators at a lower outlet temperature and a soaker drum is provided at the outlet of the furnace to give adequate residence time to obtain the desired conversion while producing a stable residue product, thereby increasing the heater run and reducing the frequency of unit shut down for heater decoking . The products from soaker drum are quenched and distilled in the downstream fractionator. Process diagram for visbreaking with soaker is shown in Figure M-VI 4.1.
Objective: To lower the viscosity of heavy residues under relatively milder cracking condition than the conventional cracking processes.
Feed Atmospheric residues →To get gasoline and diesel oil
Vacuum residues →To reduce viscosity
Reaction:
- Splitting of C-C bond.
- Oligomerization and cyclisation to naphthenes of olefinic compounds.
- Condensation of the cyclic molecules to polyaromatics. Side reactions: Foramation of H2S, thiophenes, mercaptans, phenol
Products: The cracked product contains gas, naphtha, gas oil and furnace oil, the composition of which will depend upon the type of feedstock processed. A typical yield pattern may be gas 1-2%, naphtha 2-3%, gas oil 5-7%, furnace oil 90-92%.
Visbreaking Conditions:
Inlet Temperature: 305-3250C (15-40 bar)
Exit: 480-5000C (2-10 bar)
With soaking 440-4600C (5-15 bar)
Feed: 900C → pretreated with V B tar to 3350C
Visbreaking Furnace:
Convection zone→top →to thermal efficiency.
Radiation zone →bottom tubes.
Avg. heat flow → 22-30 kw/m2
Variables: Variables in visbreaker are feed rate, furnace transfer temperature, visbreaker tar quench to transfer line, fractionation pressure, fractionation top temperature, circulation, reflux flow, visbreaker tar quench to fractionator bottom, visbreaker tar quench to visbreaker tar stripper bottom, stabilizer temperature and pressure. The purpose of visbreaking is to produce lower viscosity fuel oil.
Soaking Drum
Soaking drum is used to lengthen the feed residence time so that the furnace can operate at lower temperature. Soaker results in saving of energy because of the lower temperature with less coke tendency, larger gas oil yield
Advantages:
- 15% reduction in fuel oil
- Larger running time between two decoking operations. coke deposit rate 3-4 times slower than in conventional units.
- Better selectivity towards gas and gasoline productivity.
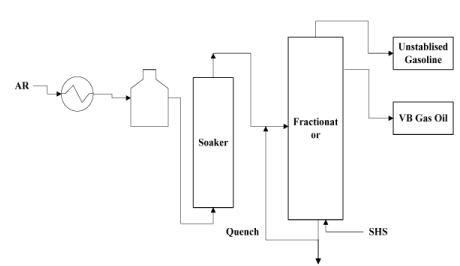
Figure M-IV 4.1: Visbreaking with Soaker
Coil Visbreaker: In coil visbreaking process the desired cracking is achieved in the furnace at high temperature and the products of cracking are quenched and distilled in a downstream fractionator. Advances in visbreaker coil heater design now allows for the isolation of one or more heater passes for decoking, eliminating the need of shut the entire visbreaker down for furnace decoking. Integration of the coil visbreaking process with vacuum units is also being considered in many areas of the world.
Coking
Coking is very severe form of thermal cracking and converts the heaviest low value residue to valuable distillates and petroleum coke. Relatively severe cracking operations to convert residual oil products and represents the complete conversion of petroleum residues to coke and lighter product. Recycle is used to further convert heavy distillate fractions to lighter products Mechanism of coke formation: The colloidal suspension of the asphaltenes and resin compounds is distorted, resulting in precipitation of highly cross linked structure of amorphous coke. The compounds are also subjected to cleavage of the aliphatic groups. Polymerisation and condensation of the free aromatic radicals, grouping a large number of these compounds to such a degree that dense high grade coke is eventually formed
The process involves thermal conversion of vacuum residue or other hydrocarbon residue resulting in fuel gas, LPG, naphtha, gas oil and coke and essentially a complete rejection of metals. Various types of coking processes are delayed coking, fluid coking and flexi coking.
Delayed Coking
Delayed coking process is used to crack heavy oils into more valuable light liquid products with less valuable gas and solid coke as byproducts. Although first delayed coking plant was built in1930, however delayed coking process has been evolving for 78 years, the past few years have seen changes in feed stock that has major impact on the design and operation of delayed coking .
Delayed coking consists of thermal cracking of heavy residue in empty drum where deposition of coke takes place. The product yield and quality depends on the typed feedstock processed. Typical delayed coking consists of a furnace to preheat the feed, coking drum where the fractionation of the product takes place.
The feed is first preheated in furnace where the desired cooking temperature is achieved and fed to the coking drums normally installed in pairs where the cracking reaction takes place and the coke is deposited in the bottom of the reactor. The coke drums overhead vapour flows to the fractionating column where they are separated into overhead streams containing wet gas LPG and naphtha and two side gas oil streams.
Recycled stream from the fractionating column combines with the fresh feed in the bottom of the column and is further preheated in coke heaters and flows to the coke drums. When a coke drum is filled, the heated streams from the coke heated are sent to the other drum. Process flow diagram for delay coking is shown in Figure M-VI 4.2.
The reaction involved in delayed coking is partial vaporization and partial cracking, cracking of two vapour phase in the coke drum and successive cracking used polymerization of liquid phaseresulting in formation of coke in the drum.
Feed: Vacuum residue, FCC residual, or cracked residue. Studies show that feedstock quality and severity on conversion impact the stability of visbreaker residue
Product: Gases, Naphtha, Fuel oil, Gas oil and Coke.
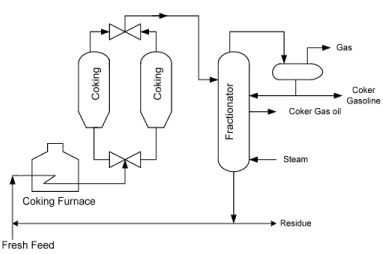
Figure M-IV 4.2: Process Flow Chart of Delayed Coking
Operating Variables
Feed stocks variables: Chracterisation factor, degree of reduction, conardson carbon, sulphur content, Metallic constituents.Low feed stock characterisation factor and high carbon residue increase coke yield and quality of gas oil end point.
Engineering Variables: Batch, Semi continuous or continuous, Capacity and size factors, Coke removal equipment, Coke handling, Storage and Transportation
Operating Variables: Various operating variables in delayed coking are temperature, pressure, recycle ratio, transfer temperature, and coke chamber pressure.
Higher temperature: Results in more vaporization of the inlet material causing low coke yield. A furnace outlet temperature of 485-505 0C is maintained. High temperature results in hard coke while coke is soften when too low temperature is maintained.
Higher pressure: Results in an increase in coke and gas yields which is undesirable as basic objective is to improve the yield of distillation with less coke.
Higher recycle ratio: Results in higher coke and gas yields. Lower recycle ratio is always desirable for higher yield of liquid product.
Coke yield =1.6 CCR(conardson carbon residue)
Gas yield= 7.8+.144xCCR
Naphtha yield=11.29+0.343CCR
Gas yields =110-coke-gas yield-naphtha yield
Low feed stock characterization factor and high carbon residue increase coke yield and quality of gas oil end point.
Fluid Coking:Fluid coking is non- catalytic fluid bed process whereresidue is coked by spraying into a fluidized bed of hot, fine coke particles. Higher temperature with shorter contact time than delayed coking results in increased light and medium hydrocarbons with less cake generation. Shorter residence time can yield higher quantities of liquid less coke, but the product have lower value.
Flexi Coking:It is continuous process involves thermal cracking in a bed fluidized coke and gasification of the coke produced at 870 oC. This process contains an additional step of gasification(Temp: The gases leaving the gasifier is low calorific value fuel gas at 800-1500 kcal/m3 (4200 to 5000 kJ/std m3 and is burned in the furnace or power plants.It can be applied to wide variety of feed stocks.
UOP UniflexTM Process : It is high conversion, commercially proven technology, that processes low quality residue streams, like vacuum residue, to make very high quality distillate products. The process utilizes thermal cracking to reduce molecular weight of the residue in the presence of hydrogen and a proven proprietary, nano sized catalyst to stabilize the cracked products and inhibit the formation of coke precursors. The main products from uniflex are naphtha and diesel with a yield of greater than 80 vol%.
|
69 videos|121 docs
|
FAQs on Thermal Cracking, Visbreaking and Delayed Coking - Chemical Technology - Chemical Engineering
| 1. What is thermal cracking? |  |
| 2. What is visbreaking? | |
| 3. How does delayed coking work? | |
| 4. What are the advantages of thermal cracking, visbreaking, and delayed coking? | |
| 5. What are the environmental considerations of thermal cracking, visbreaking, and delayed coking? | |


Exam
,Sample Paper
,ppt
,MCQs
,shortcuts and tricks
,Semester Notes
,Viva Questions
,Visbreaking and Delayed Coking | Chemical Technology - Chemical Engineering
,Thermal Cracking
,mock tests for examination
,video lectures
,Extra Questions
,Objective type Questions
,Free
,Important questions
,practice quizzes
,Summary
,Thermal Cracking
,Thermal Cracking
,Visbreaking and Delayed Coking | Chemical Technology - Chemical Engineering
,past year papers
,study material
,Previous Year Questions with Solutions
,Visbreaking and Delayed Coking | Chemical Technology - Chemical Engineering
;


Thermal Cracking, Visbreaking and Delayed Coking Free PDF Download
Importance of Thermal Cracking, Visbreaking and Delayed Coking
Thermal Cracking, Visbreaking and Delayed Coking Notes
Thermal Cracking, Visbreaking and Delayed Coking Chemical Engineering Questions
Study Thermal Cracking, Visbreaking and Delayed Coking on the App
|
© EduRev
|
Education Revolution
|



|





