Isoprene and Oxoprocessing | Chemical Technology - Chemical Engineering PDF Download

20.1 Introduction
- In this lecture, we discuss the process technology for isoprene and oxoprocessing.
- Isoprene is prepared using propylene and is an important commodity for polymerization reactions and products.
- Oxoprocessing involves reaction between olefins and synthesis gas at high pressure to yield aldehydes. The aldehydes can be subsequently subjected to hydrolysis to obtain short as well as long chain alcohols.
- We first present the process technology associated to isoprene manufacture
20.2 Isoprene
20.2.1 Reactions
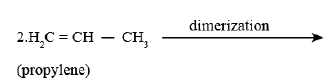
- Isoprene is manufacture from propylene using three consecutive reactions. These are
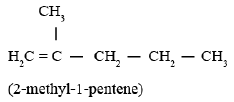
- Dimerization of propylene to obtain 2-methyl-1-pentene
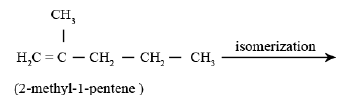
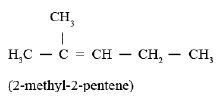
Isomerization of 2-methyl-1-pentene to obtain 2-methyl-2-pentene
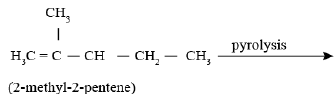
o Pyrolysis of 2-methyl-2-pentene to obtain isoprene along with methane as a side – product.
- Since three reactions are involved that have distinct operating conditions as well as catalyst requirements, the process involves a series of reactorseparator-recycle networks.
- We therefore, consider presenting all these cases separately so that the process can be well understood.
20.2.2 Dimerization reaction
- Catalyst is tripropyl aluminium
- A solvent carrier is used that enables the recovery of the catalyst from the product stream.
- Operating conditions are 150 – 200oC and 200 atms.
20.2.3 Isomerization reaction
- The reaction requires an acid catalyst on porous carrier
- Operating conditions are 150 – 300 oC and normal pressure conditions
20.2.4 Pyrolysis reaction
- HBr catalyst is used
- Operating conditions are 650 – 800 oC and normal pressure.
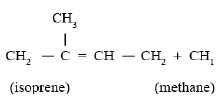
20.2.5 Process technology (Figure 20.1)
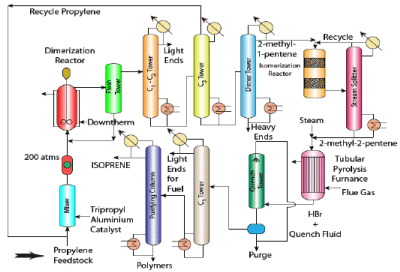
Figure 20.1 Flow sheet of isoprene production
- The process technology consists of three major blocks namely
- Dimerization-separator-recycle network (DSR)
- Isomerization-separator-recycle network (ISR)
- Pyrolysis-separator-recycle network (PSR)
20.2.6 DSR network
- Propylene feed is mixed along with unreacted propylene (recovered in a distillation column in the DSR) to enter a mixer.
- The mixer is fed with tripropyl aluminium catalyst (this catalyst is in liquid phase)
- The mixture is compressed to about 200 atms. At these conditions, the mixture is in the liquid phase.
- The liquid phase dimerization feed enters the dimerizatoin reactor
- The dimerization reactor is a CSTR with dowtherm fluid circulated in the cooling jacket to remove the heat generated from the exothermic reaction
- After the reaction, the liquid stream is subjected to flash operation. From the flash tower a vapour and liquid stream are produced. The liquid stream consists of the catalyst + solvent where as the vapour stream consists of the unreacted propylene, light ends and the product formed.
- The liquid stream from the flash tower is recycled back to the dimerization CSTR.
- The vapour stream enters a fractionation tower that produces light ends such as C1-C2 as the top product. The bottom product consists of propylene and dimerized product i.e., 2-methyl-1-pentene
- This product is subjected to again fractionator in a separate tower to obtain 2-methyl-1-pentene as the bottom product and propylene as the top product. The top propylene product is then recycled back to mix with the fresh propylene feed stock and enter the mixer unit.
20.2.7 ISR network
- 2-methyl-1-pentene enters an isomerisation reactor which consists of acid catalyst (on porous carrier).
- The isomerisation reactor is a packed bed reactor operated at desired operating temperature.
- After the reaction, the products are sent to a fractionators that separates unreacted 2-methyl-1-pentene from the isomerized product i.e., 2-methyl-2-pentene.
20.2.8 PSR network
- 2-methyl-2-pentene enters a pyrolysis furnace.
- Steam is also mixed with the organic vapors so as to quickly facilitate cracking in the pyrolysis furnace.
- The furnace is a shell and tube arrangement with the reactants entering the tubes and the hot flue gases enter the shell.
- HBr catalyst also enters the tubes of the pyrolysis furnace
- After reaction, the product gases (HBr+product+reactant) are taken out and are quenched with a solvent in a quench tower. The quenching then produces a gas liquid mixture which is sent to a phase separator unit. The liquid stream from the phase separator stream consists of HBr+solvent and this is sent for quenching.
- Fresh HBr can be generated from the HBr + solvent obtained from the phase separator
- The gas fraction from the phase separator enters a C1 tower that separates fuel gas and other light ends as a top product.
- The bottom product from this tower consists of polymeric compounds and isoprene is fed to a purification tower to fractionate isoprene from the polymeric compounds
20.2.9 Technical questions
1. What solvent can be used in the quenching process?
Ans: HBr can be readily absorbed into water. Therefore, water can be used as a solvent in the quenching process. There is a patent available where it says that acetone can be used to recover HBr. More details can be obtained of this patent by furthering the search on the patent data base using the internet.
2. In the process flow sheet given the HBr recovery is not shown. Do you think the flow sheet is correct. Suggest any modifications to the flow sheet?
Ans: Yes, the flowsheet has an error in that sense. The flowsheet should give a section for HBr recovery where HBr is recovered in the quenched solvent and the fresh HBr gas is allowed to enter the pyrolysis furnace along with the steam. In such case, one has to put an additional HBr stripper which can strip HBr from the HBr + solvent stream that is fed to this unit and the HBr can be sent to the pyrolysis unit. The fresh solvent can be then sent to a cooler and sent to the quench tower and the existing recycle stream to the quenching tower will not be there. Instead, this stream will go to the stripper as a feed stream.
3. Can we not do heat integration partially for the pyrolysis furnace with the vapour products?
Ans: HBr is very corrosive and therefore, if we go for heat integration using the vapour product, then the shelf life of the pyrolysis furnace will be minimized. Therefore, better we don’t go for heat integration in this way.
4. Is a purge stream required in the process flowsheet shown for the quench fluid + HBr mixture?
Ans: Yes, and this is not shown in the process flow sheet. Some impurities such as some light ends that might dissolve with the solvent will have to be purged, if not these can cause coking problems and can cause unwanted organics in the pyrolysis furnace reactor.
5. What sort of regeneration would you recommend for the isomerisation catalyst?
Ans: Heating the catalyst in oxygen or air to remove coke would be beneficial to regain the activity of the isomerisation catalytic bed.
6. Suggest what changes will be there in the process flow sheet if pure propylene instead of a mixture of propylene, propane and C1-C2 components is used?
Ans: The C1-C2 tower and C3 towers can be replaced with a single tower after flash unit. This new unit will separate all light ends in trace amounts in a single tower with middle product being 2-methyl-1-pentene and heavy ends as bottom product. Therefore, a complex distillation unit arrangement would be at the maximum required replacing three distillation columns in series.
20.3 Oxo processing of olefins
20.3.1 Introduction
- In an oxo process, we react an olefin with synthesis gas to obtain aldehyde i.e.,
- Olefin + CO + H2→Aldehyde - This reaction is called as hydroformylation
- Dimerization (Option): Alternatively, if desired, the aldehyde dimerization reaction can be also carried out. In that case, two molecules of aldehydes react to obtain a higher order aldehyde.
- In short, the oxo processing can be targeted to generate both short chain and long chain aldehydes.
- Hydrogenation (Option): When short and long chain aldehydes are subjected to hydrogenation then one can produce alcohol or an acid.
- Oxygenation (Option): When short and long chain aldehydes are subjected to reaction with oxygen or air, then acids can be formed.
- Thus the oxo processing of olefins can generate
Short and long chain aldehydes
Short and long chain alcohols
Short and long chain acids
- Therefore, gases can be converted into these useful products. Various applications of these compounds include plasticizers for polymerization reactions, solvents, detergent raw materials etc.
- The process will be demonstrated for propylene but can be suitably extended to other alkenes such as butylenes or ethylene.
20.3.2 Reactions and Operating conditions
- Addition reaction
Catalyst: Cobalt naphthanate
Operating conditions: Pressure of 100 – 400 atms and temperature of 100 – 200 oC
The reaction is exothermic
Reaction occurs on a packed bed reactor where the packed bed acts as a surface to deposit the catalyst i.e., Cobalt.
In due course of reaction, the Cobalt enters the product stream and therefore needs to be recovered.
- Dimerization reaction
Catalyst: Zinc salt
Operating conditions: Higher pressure and moderate temperatures.
- Hydrogenation reaction
Catalyst: Nickel
Operating conditions: 100 atms and 150 oC
20.3.3 Process technology
To produce alcohols, the process consists of four basic steps namely hydroformylation, decatalization, hydrogenation and a separation network
Hydroformylation
- Propylene and synthesis gas are separately compressed and sent to the hydroformylation reactor along with the Cobalt catalyst (i.e., Cobalt napthanate).
- The concentration of Cobalt Naphthenate is about 1 wt % Cobalt in the feed mixture.
- During the reaction at the existing operating conditions some Cobalt gets deposited on the porous carrier.
- Since the reaction is highly exothermic, there shall be cooling. To do so, cold liquid stream obtained after phase separation is recycled.
- The product liquid from the reactor is sent to a partial condenser followed by phase separator. The phase separator separates the unreacted synthesis gas (by considering the propylene in the feed stock to be limiting) and the liquid product stream. The liquid product stream is partially recycled back to the reactor to serve as a diluent to control the temperatures in the packed bed reactor.
- The liquid product stream consists of dissolved cobalt and hence it needs to be extracted back as the salt to enter the hydroformylation reactor.
- Therefore, the product stream is partially sent to the Decatalization process so as to remove the catalyst from the stream
Decatalization
- The liquid product from the phase separator is sent to a packed bed unit where it is mixed along with steam at 180oC at a pressure of 20 atms.
- At this condition, Cobalt salt in the hydrocarbon liquid gets transferred to the porous carrier as cobalt oxide.
- For reuse, the cobalt oxide on the porous carrier is treated with acid to generate the cobalt naphthanate and this will be sent back to the hydroformylation reactor.
- The vapors generated from decatalization unit consist of the aldehyde products
- These are sent to the hydrogenation unit next to convert aldehydes to alcohols
Hydrogenation
- The aldehyde product vapors are fed to a nickel catalytic bed reactor
- Hydrogen is also fed to the reactor at about 150 oC and 100 atms. o After reaction, butanols and other alcohols are sent to a separator network
Separator network
- The separator network consists of several fractionators in series
- The fractionators in series produce light ends and heavy ends in addition to the desired product i.e., butanol
20.3.4 Technical questions
1. The flow sheet presented corresponds to production of butanol from propylene. If higher order alcohols are desired, how does the flow sheet get modified?
Ans: An additional unit process entitled “Dimerization” will be part of the flow sheet. In such case, the cold liquid stream from the phase separator enters the dimerization reactor to convert lower order aldehydes to higher order aldehydes.
2. Suppose we wish to produce both short chain and long chain aldehydes and do not wish to produce alcohols then how does the process topology change?
Ans: When both short and long chain aldehydes are required, then we have to allow the cold liquid from the phase separator to enter the dimerization reactor partially only. Then the dimerization reactor product as well as the phase separator stream enter the decatalization unit to achieve catalyst recovery.
3. Can the hydroformylation reactor be used as a dimerization reactor as well?
Ans: Yes, in this way, we can produce all desired products in a single reactor and we can avoid dimerization reactor. But the balance between cobalt and zinc catalysts will dictate the product composition palette.
4. Why high pressure is required in the hydroformylation reactor?
Ans: Higher pressures enable the formation of a complex between Cobalt and the hydrocarbons participating in the reaction. If higher pressure is not existent, the cobalt complex can decompose and this does not favour higher conversions.
5. Can the series of distillation columns in the separator network be replaced with a complex distillation column?
Ans: Yes, this is possible and this is recommended as the light end and heavy end products are not significant in make and the aldehyde products are the actual products that are desired. A complex distillation reduces the number of columns required, enables complex interaction between both vapour and liquid streams and facilitates drastic reduction in the cost.
|
69 videos|121 docs
|
FAQs on Isoprene and Oxoprocessing - Chemical Technology - Chemical Engineering
| 1. What is isoprene and how is it related to oxoprocessing? |  |
| 2. What are the main applications of isoprene? | |
| 3. Can isoprene be produced from renewable sources? | |
| 4. What are the environmental concerns associated with isoprene production? | |
| 5. Are there any alternatives to isoprene in the production of synthetic rubber? | |


Important questions
,Isoprene and Oxoprocessing | Chemical Technology - Chemical Engineering
,ppt
,Isoprene and Oxoprocessing | Chemical Technology - Chemical Engineering
,video lectures
,Free
,Isoprene and Oxoprocessing | Chemical Technology - Chemical Engineering
,Objective type Questions
,Semester Notes
,practice quizzes
,Sample Paper
,Extra Questions
,study material
,Viva Questions
,mock tests for examination
,Exam
,MCQs
,shortcuts and tricks
,past year papers
,Summary
,Previous Year Questions with Solutions
;


Isoprene and Oxoprocessing Free PDF Download
Importance of Isoprene and Oxoprocessing
Isoprene and Oxoprocessing Notes
Isoprene and Oxoprocessing Chemical Engineering Questions
Study Isoprene and Oxoprocessing on the App
|
© EduRev
|
Education Revolution
|



|






within 7 days!